

これまで座標のとりかたからはじまり、Tコードなど各種コードから固定サイクル、ノーズRまで、プログラムの基本を11回にわたって解説してきました!
第12回の本講座は、これまでの講座の集大成!
実際にNC旋盤を使って加工するのに使われるような図面を用意しましたので、そのプログラムを練習で作ってみましょう!
前回の講座はこちら
↓↓





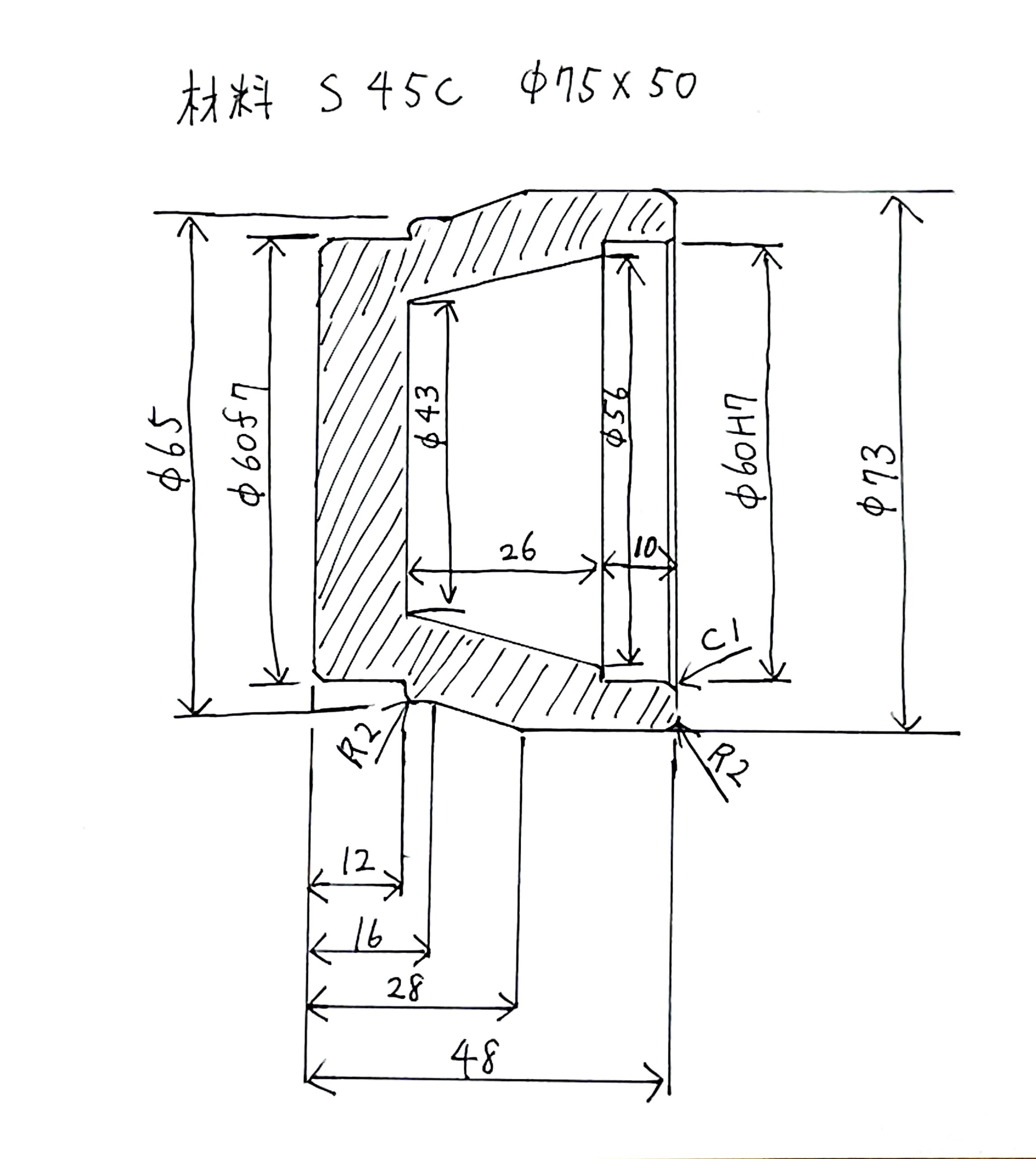
こちらの図面のプログラムを作ってみましょう!!
加工順序
左右どちらから加工するべきか
さてこちらのワーク、まずどのような順序で加工するか考えなければいけませんね。
図面でいうところの左側から加工するべきか、右側から加工するべきか、わかりますか?
・・・正解は左からです!!
右側から加工してしまうと、左側を加工する際に右側をクランプすることになってしまい、H7公差部に歪みを生じてしまって、いびつになってしまう可能性があります。
一方左側から先に仕上げた場合は、2工程目のクランプでしっかり身がある部分を掴めるためいびつになってしまう心配がありません。
結論的には、1工程目が左側、2工程目が右側ということになります。
回答例
1工程目
O3001
G28U0W0
N1(GAIKEI-ARA)
G99G40
G00T0101
G50S2000
G96S180M03
M08
X75.0Z10.0
G41X78.0Z0.1
G01X0F0.25
G40G00Z2.0
X78.0
G71U2.0R0.5
G71P100Q101U0.4W0.1
N100G42G00X54
G01X60Z-1.0
Z-12.0
X61.0
G03X65.0Z-14.0R2.0
G01Z-16.0
N101X77.0Z-31
G40G00X200.0Z200.0M09
M05
M01
N2(GAIKEI-SHIAGE)
G99G40
G00T0303
G50S2000
G96S200M03
M08
X75.0Z10.0
G41Z0
G01X0F0.1
G40G00Z2.0
X78.0
G70P100Q101
G00X200.0Z200.0M09
M05
M30
2工程目
O3002
G28U0W0
N1(DRILL-D28)
G99G40
G00T1111
G97S1160M03
M08
Z100.0
X0Z10.0
G74R0.5
G74Z-35.8Q3000F0.08
G00X200.0Z200.0M09
M01
N2(GAIKEI-ARA)
G99G40
G00T0101
G50S2000
G96S180M03
M08
X75.0Z10.0
G41X79.0Z0.1
G01X26.0F0.25
G40G00Z2.0
X78.0
G71U2.0R0.5
G71P100Q101U0.4W0.1
N100G42G00X58.0
G01Z0
X69.0
G03X73.0Z-2.0R2.0
N101G01Z-22.0
G40G00X200.0Z200.0M09
M01
N3(NAIKEI-ARA)
G99G40
G00T0202
G50S2000
G96S180M03
M08
X26.0Z10.0
Z2.0
G71U1.5R0.5
G71P200Q201U-0.4W0.1F0.25
N200G41G00X66.0
G01X60.0Z-1.0
Z-10.0
X56.0
X43.0Z-36.0
N201X26.0
G00G40X40.0
Z-30.0
G01Z-36.0
X0
G00Z5.0
X200.0Z200.0M09
M01
N4(GAIKEI-SHIAGE)
G99G40
G00T0303
G50S2000
G96S220M03
M08
X75.0Z10.0
G41Z0
G01X55.0F0.1
G40G00Z2.0
X78.0
G70P100Q101
G00X200.0Z200.0M09
M01
N5(NAIKEI-SHIAGE)
G99G40
G00T0404
G50S2000
G96S200M03
M08
X26.0Z10.0
Z2.0
G70P200Q201F0.1
G00G40X40.0
Z-30.0
G01Z-36.0
X0
G00Z5.0
X200.0Z200.0M09
M05
M30
以上が回答です!
コードばかりで頭がおかしくなりそうですよね。
1工程目の荒加工だけ、以下で一つずつ解説していきます。
回答の解説
回答を読み解くヒントとして、1工程目、外径荒加工のプログラムの解説を書きました。
それ以降のプログラムも、これらのコードの組み合わせですので、理解できれば問題なく読み解けると思います!
N1(GAIKEI-ARA) →Nコードはシーケンス番号でしたね。プログラムを整理し、リスタートの際に呼び出しやすくする役割があります。また、カッコでくくってどのようなプログラムかメモしておくと、あとから見たときにわかりやすいです。
G99G40 →G99は、Fコードを1回転あたりの工具送り量(mm/rev)で指示できるようにするGコードでしたね(講座⑤Fコード参照)。NC旋盤は、特殊な加工をしない限り基本的にはG99モードで加工することになります。また、G40はノーズR補正キャンセルです(講座⑪ノーズR補正後編参照)。万が一プログラムミス等でノーズR補正がかかったままの状態になってしまっていると、おかしな軌道を描いてしまい失敗のもとになってしまいますので、キャンセルのコードを入れておきます。
G00T0101 →1番の工具を呼び出します。(講座③Tコード参照)
G50S2000 →G50は最高回転数設定のコードです。Sコードで回転数を指令し、最高回転数を2000rpmまでという指示を出しています。(講座④Sコード参照)
G96S180M03 →G96は周速一定制御です。周速180m/minで回転するように指示しています。(講座④Sコード参照)M03は主軸を正転させるMコードです。
M08 →M08はクーラントを出すMコードです。(講座⑥Mコード参照)
X75.0Z10.0
G41X78.0Z0.1 →G41でノーズR補正をかけて端面切削。(講座⑩ノーズR補正前編参照)
G01X0F0.25 →G01は切削送り、G00は早送りです。(講座⑦Gコード前編)
G40G00Z2.0
X78.0
G71U2.0R0.5 →外径荒加工サイクル。N100~N101で指示した形状を荒加工します。(講座⑨Gコード後編参照)
G71P100Q101U0.4W0.1
N100G42G00X54 →この7ブロックで荒加工、後の仕上げ加工での加工形状を指示しています。
G01X60Z-1.0
Z-12.0
X61.0
G03X65.0Z-14.0R2.0
G01Z-16.0
N101X77.0Z-31
G40G00X200.0Z200.0M09 →G40でノーズR補正のキャンセル、M09でクーラントの停止を行ないます。
M05 →主軸停止
M01 →オプショナルストップ
以上、1工程目の荒加工の解説でした!
ここまで理解出来れば、仕上げ加工や2工程目も理解できると思います。
仕上げ加工ではG70の複合固定サイクルを使い、荒加工プログラムのN100~N101のブロックを読み込みますので、その点だけ押さえるようにすればOKです!
自分でプログラムを作ってみましょう!
この例題が理解できたら、図面だけを見て自分でプログラムを組んでみましょう。
練習を重ねて、何も見ずにスラスラとこのプログラムが書けるようになる頃には、プログラミングスキルは大きく上達していると思います。
プログラミングは、加工技術の中でも努力が成果に結びつきやすいですので努力のしどころだと思います。
しっかり練習すれば、必ずできるようになりますよ!


コメント