
金属材料は熱すると伸びて、冷えると縮む。このことは、金属加工をやってる人なら誰しもが体験することかと思います。
ですが、具体的にどのくらい伸び縮みするかというと、すぐには答えられない方が多いのではないでしょうか?




100mmの棒が10℃上がるとこれだけ伸びる!
100mmの棒が10℃上がると、下記の分だけ伸びます。
- 鉄:0.012mm
- ステンレス(SUS304):0.017mm
- アルミ:0.024mm
ご覧いただくとわかるように、10℃の温度差があると、厳しめの寸法公差なんて簡単に外してしまいますよね。
大きいワークで厳しい公差が入っている場合、測定温度に注意しなければなりませんね。
また、アルミは鉄の倍伸び縮みします。アルミを加工する場合は特に注意が必要です!
熱でどのくらい伸び縮みするかは簡単に計算できる!
例えば「全長725mmの鋼材の製品に+-0.01の公差が入っていて、今の気温が27℃のとき、20℃で公差の真ん中に入るようにするにはいくつで仕上げればいいの?」
となったとき。熱での伸縮量は、意外と簡単に計算することができます。(答えは+0.061mm)
伸縮量の計算式はこちら
伸縮量(mm)=長さ(mm)✕下表の熱膨張係数✕温度の変化量÷1000000
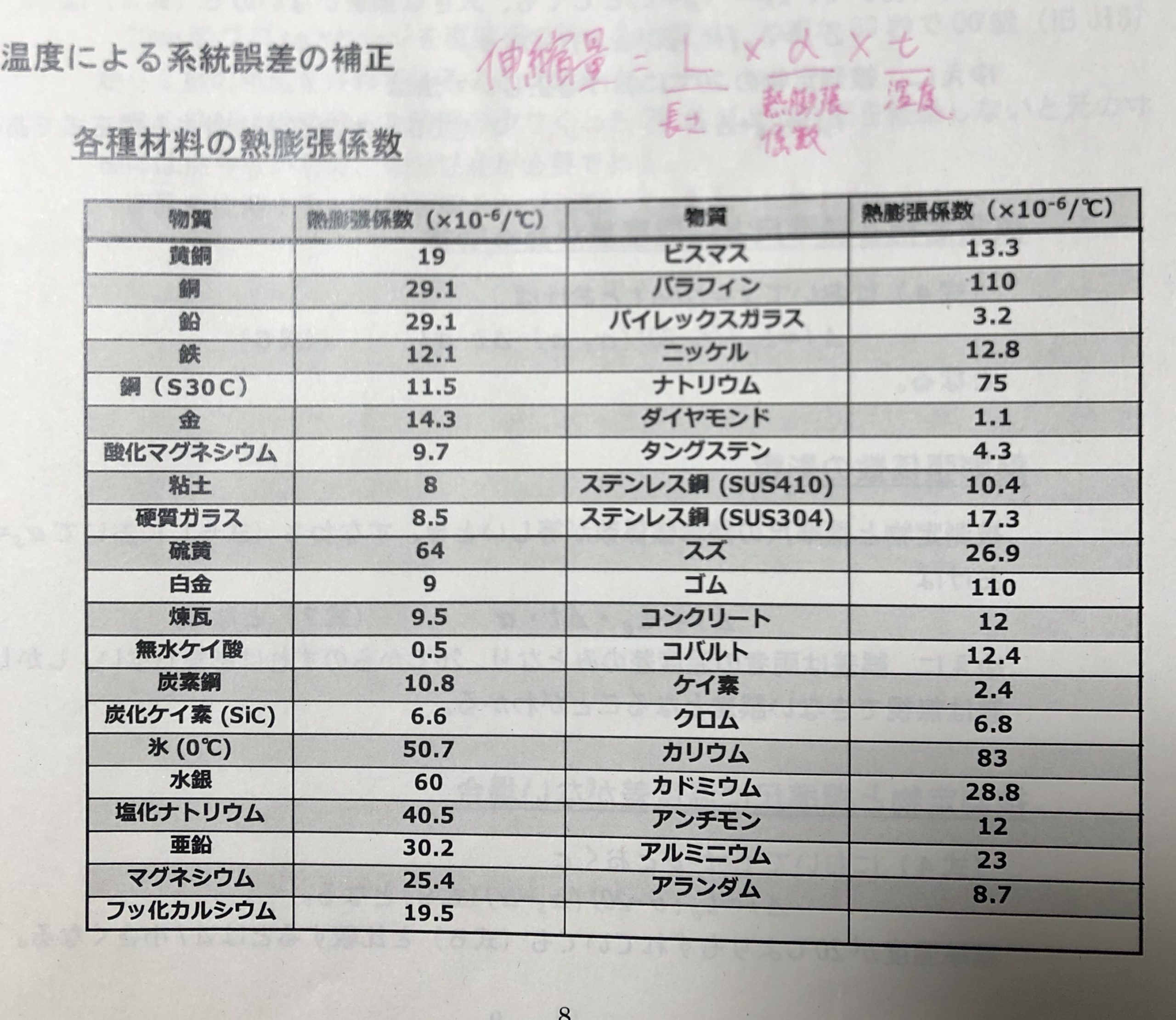
計算式にでてくる熱膨張係数は表の通り。 クリックで拡大できます。
また公式に自分であてはめても構いませんが、下記の計算サイトで計算したほうが簡単です。
計算できるサイト(湯本電機)に、変化する温度と材料の長さ、そして上記の材料に対応した熱膨張係数を入力してやれば、簡単に計算できますよ。
測定器も伸び縮みするので注意!
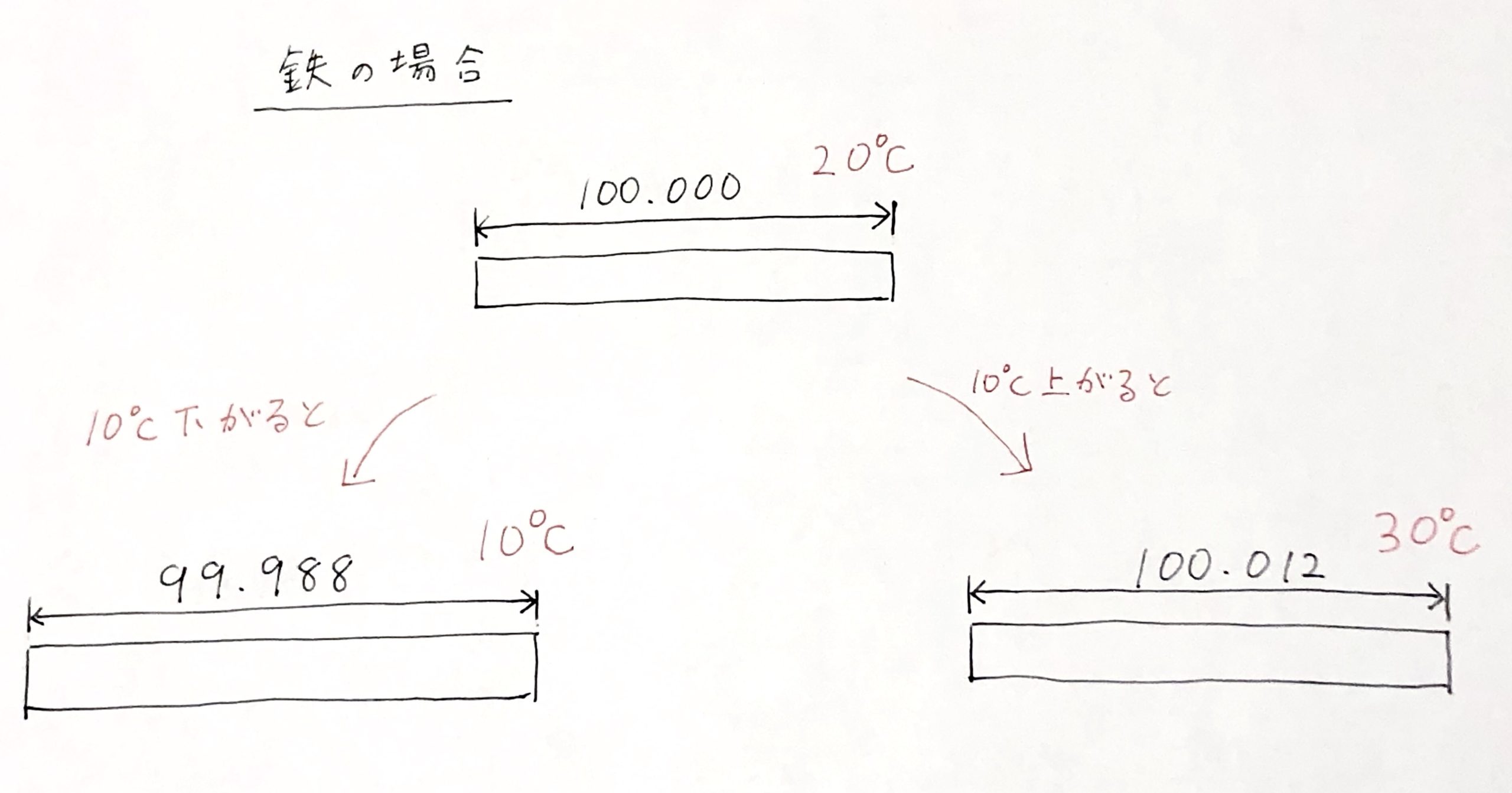
例えば金属を加工するとき、SS400を標準温度の20℃で100.000mmになるように仕上げたいとします。
その場合、「30℃の環境だからマイクロメータで測って100.012mmになるように仕上げました!」
とするのは間違いです。
そのわけは、マイクロメータ自体も温度によって伸び縮みするから。
実際に現場でものを測るときは、測定器自体の伸縮も加味しないといけません。
ブロックゲージ等の寸法ゲージを使って比較測定すればOK
そこで活躍するのが、ブロックゲージ等の寸法ゲージです。
ブロックゲージ等のゲージは、標準温度で寸法が正しく出るようにつくられています。
なので、例え0℃でも40℃でも100mmのゲージでマイクロを校正し、そのマイクロで部品の寸法を測って100.000の値になればOKということです。
ただこれは、測定器の温度とワークの温度が同じ場合の話です。
なので細かい話をすると、別の部屋で測定を行う際なんかは測定器の温度と測定するワークの温度合わせをしなければ、正しい寸法は出ません。
また、これはゲージとワークの材質が同じでないと成り立たちません。
ゲージは大抵鋼でできていますので、暑い・寒い環境でアルミなんかを測定する際は、先程説明した熱膨張係数の計算を使ってゲージと比較測定してやると正確に測定することができます。
逆に言うとセラミックスのブロックゲージ等を使用して鋼材を測る場合は、熱膨張係数の差が出てくるため注意が必要です。
うまく温度をコントロールしながら加工しよう
汎用機は、基本はクーラントで冷ませばOK
温度による具体的な寸法の変化が分かったところで、加工の話です。
NC機だと常にクーラントを使っているので気になりませんが、汎用機はドライカットが基本になりますので、荒削りをしているとワークの温度がどんどん上がっていきます。
クーラントをかけたときに「ジュ〜ッ」と音がするところをみると100℃以上には上がっているはずです。
普段汎用機を使っている人にとっては当たり前のことですが、仕上げ加工の前には必ずクーラントをかけてワークの温度をしっかり室温に戻してから仕上げ加工を行うことが大切です。
切粉の色と温度の関係性
下記投稿の通り、鋼材であれば切りくずの色で大体の温度を判断することができます。
ご自身が加工する切粉の色に目を向けてみても面白いですね。
NC機はクーラントの温度上昇に注意
また、NC機だからといって安心はできません。
NC機で数物をやっているときに、クーラントがどんどん暖かくなってきたという経験はありませんか?
クーラント自体の温度が上がってしまうと、当然仕上げ寸法もズレてきます。
クーラントが温まってきたと感じたときは、必ず製品を室温に慣らしてから測定し、公差に入ることを確認するようにしましょう。
現場では基準にとらわれず臨機応変に加工する
一応は国際基準(ISOの標準基準温度)で測定は20℃で行うことが決まっています。
ですが私の勤務先では、厳しい公差の場合、納品先の測定環境や好みに合わせて仕上げ寸法はある程度調整しています。
仮に図面通りに、20℃で公差にばっちり入るように加工したとしても、夏に30℃で測定されるかもしれません。
設計次第ではうまく組み付かないかもしれません。
そもそもメッキが乗って公差から外れるかもしれません。
ここが加工屋の難しいところの一つだと思いますが、図面に書かれるがまま作るのではなく、お客さんが求めるものを作るというのが私の勤務先のスタイルです。
こういった寸法変化の基礎を知った上でお客さんのニーズに合った寸法に仕上げられると、ワンランク上の製品に仕上がると思います(^^

コメント
[…] […]