


前回はNC旋盤プログラムの概要と、Oコード、Nコードを説明しました。

今回はいよいよ機械を動かすプログラムの解説に入っていきます!




「T」工具機能とは?
プログラミングの基本の一つ、Tコードについて解説します。
T機能は、工具を呼び出したり、工具補正を使って目的の位置に工具を動かす準備をする機能です。
「T」に続く4ケタの数値で、工具番号と工具補正番号を指令します。
指令方法:T****
例えば1番の工具であればT0101、2番の工具であればT0202となります。
※私も使っているオークマの制御装置ではT010101のように6ケタになります
Tコードに続く番号の意味
例えば1番の工具を使う場合をみてみましょう。
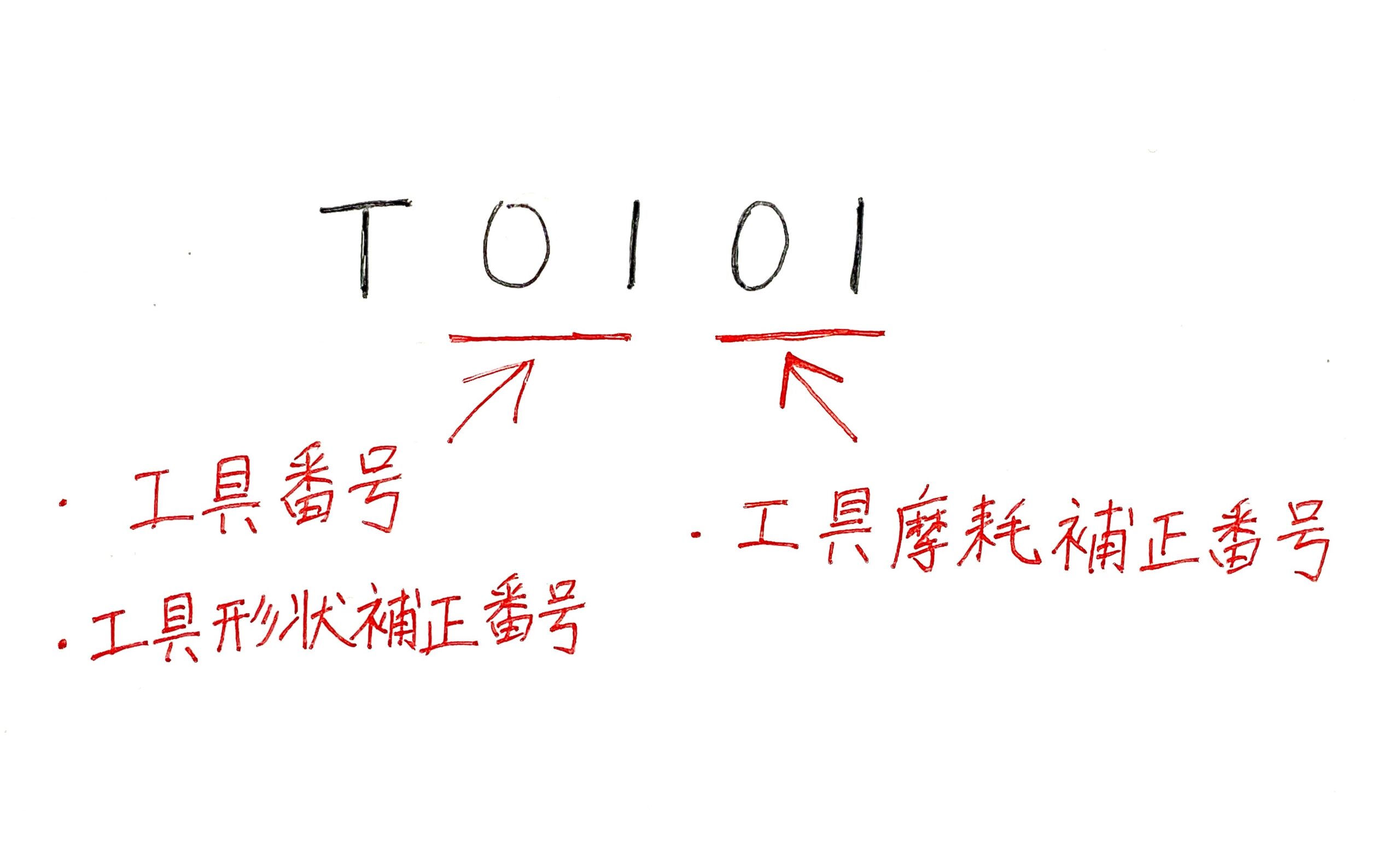
T0101を例にすると、前半の01が工具番号と工具形状補正番号、後半の01が工具摩耗補正番号を表しています。
工具番号は、タレット(刃物台)の何番についている工具を使うかということです。
01の場合だと、タレットの1番についている工具を呼び出します。
形状補正と摩耗補正についてはこれから詳しく説明します。
工具形状補正
工具をセットした際、工具形状補正で工具の刃先位置を機械に教えてやる必要があります。
これを指示しないと、機械が刃先の位置を勘違いした状態になるため、見当違いの方に機械が動いてしまいワークなどにぶつかってしまいます。
工具の位置については、タッチセッターを使って情報を読み取ります。
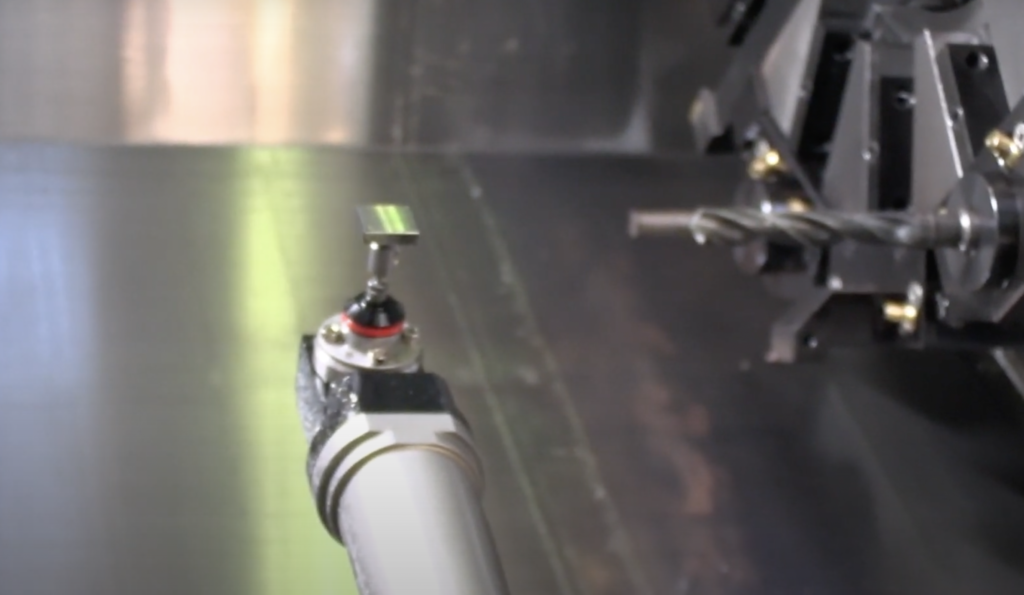
タッチセッターに刃先をあてて読み取った補正情報を、先程のTコードを使って呼び出します。
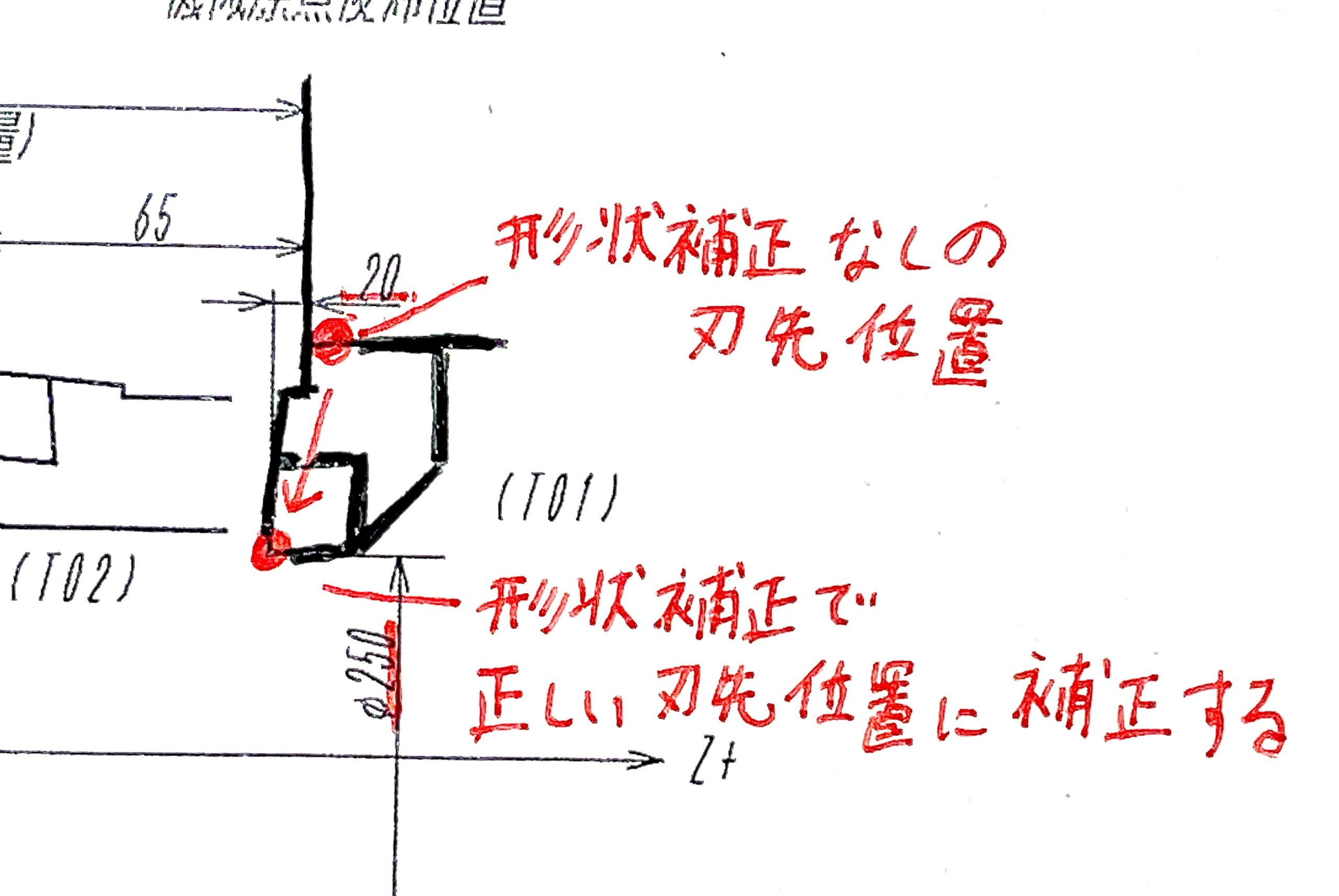
こちらの図のように工具を取り付けた場合、下記のような補正量になります。
工具形状補正量 X:-250 Z:20
この補正量はタッチセッターを当てた際に工具設定画面に自動設定されます。
このようにタッチセッターで設定された補正量を、T0101といったコードで呼び出す流れです。
工具摩耗補正
工具形状補正で工具補正をしても、実際に加工を行うと寸法が公差から外れてしまうことがあります。
その原因としては色々ありますが、例えば・・・
・タッチセッターの測定誤差
・切削負荷によるバイトやワークの逃げ
・刃先の摩耗
などが挙げられます。
これらを調整するために使うのが、T0101の後半の01で呼び出す工具摩耗補正です。
工具設定画面のなかの摩耗補正設定でT01にX+0.1と入力しておけば、工具形状補正の値から直径値で0.1mm大きくなるように工具が動き、逆にX-0.05と入力しておけばφ0.05小さくなるように工具が動きます。
この摩耗補正は、仕上げ加工で公差に入れる際に毎回のように使う機能です。
例えば外径仕上げ加工でφ20(0、-0.021)という公差を狙う場合、はじめに摩耗補正をX+0.1入れておきます。
その状態でワークを削って測定し、測定値がφ20.12になったとすると、今度は摩耗補正をX-0.03に変更し、再度仕上げます。
するとφ20-0.01に仕上がり、公差に入れられるといった使い方です。
他にもその名の通り、工具が摩耗してきたらその分摩耗補正で寸法を調整するなど、かなり多用する便利な機能です!
この摩耗補正情報を、T0101の後半の01で呼び出していることになるわけです。
以上、Tコードの解説でした。
プログラムを組む上で必須のコードですので、今回説明したことが完全に理解できない場合でも「番号で指示した工具を呼び出す」ということだけでも押さえておきましょう。

コメント