
「マシニングセンタ」とは、エンドミルやフライスカッタなどの回転工具をNCプログラム制御で動かし、工具交換も自動で行ってくれる、製造現場ではメジャーな工作機械です。
この機械をNC制御で動かすためにはプログラミングが必須になります。
本シリーズでは 現役化工技術者者である私が何回かにわたって マシニングセンターのプログラミングについて順を追って返してます
解説している制御装置はファナックです。
プログラムの習得や指導にぜひお役立てください!
プログラムの解説と言っておきながらですがプログラミングを行うためにはその前提知識が必要です。
第一回となる本記事ではその前提知識について解説していきます。




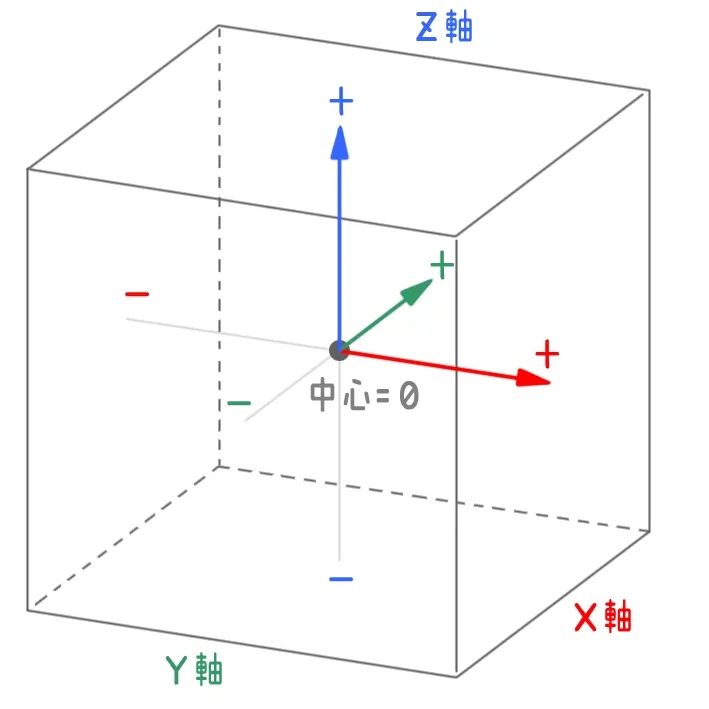
座標系(x軸軸Z軸)を理解しよう!
まず理解する必要があるのがマシニングセンターの基本の3軸、X軸Y軸Z軸です。
基本となる縦型マシニングセンターでは、左右方向がX軸、前後方向がY軸、上下方向がZ軸となります。(横マシニングセンターでは向きが変わってきます。)
マシニングセンターが持つ2つの原点
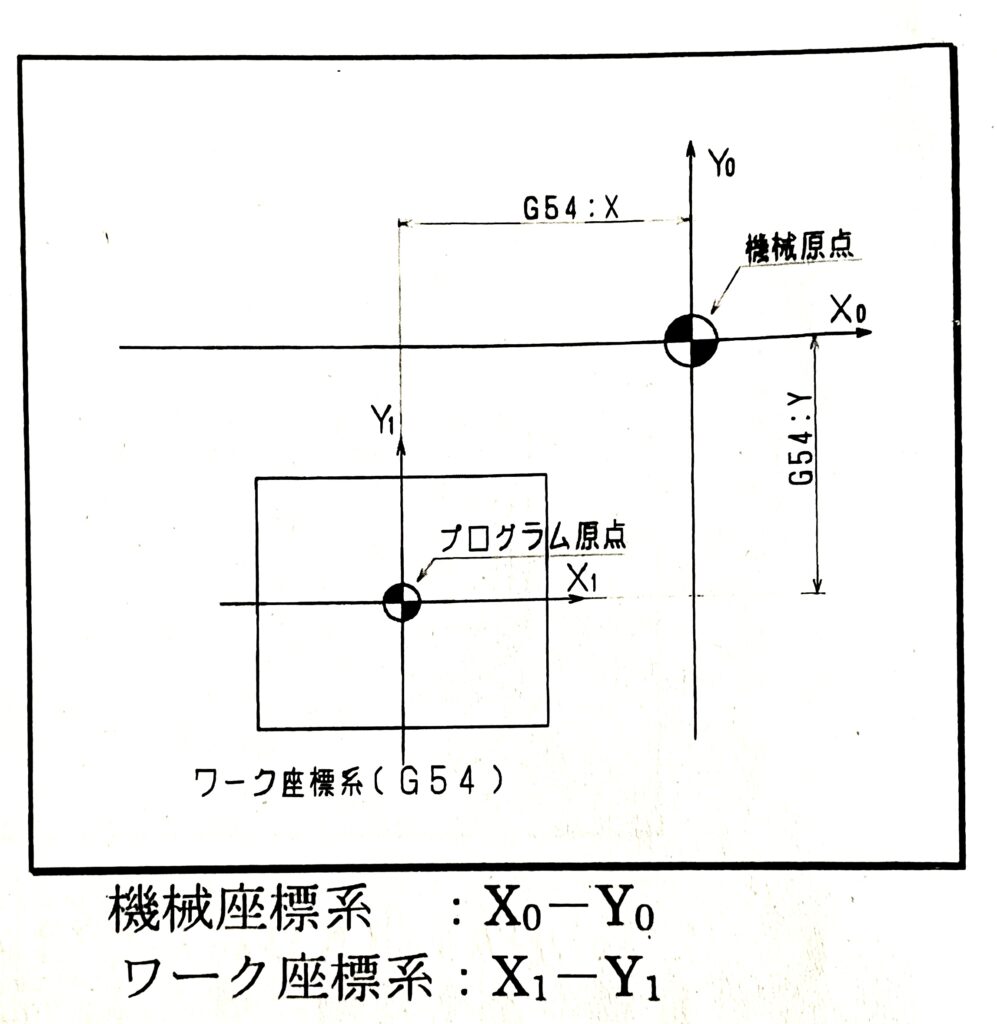
マシニングセンターには 理解しておくべき原点が2つあります。
一つは機械原点です。
マシニングセンタごとに固定された原点で、基本的に変わることがありません。制御装置がファナックの場合、機械が初期化されたタイミングなどで原点を忘れてしまうため、「原点復帰」と呼ばれる作業が必要になります。
初心者の段階ではあまり関わることがないため、このような原点があるとわかっていればOKです。
もう一つの、加工の際に常に関わってくる原点がプログラム原点です。通常、原点というとこのプログラム原点を指します。
プログラム原点は、その点を起点にプログラムの動作を行う原点です。後に解説する「Gコード」と呼ばれるコードを使って指令します。
【入力方式】小数点入力と整数入力
制御装置がファナックの場合、マシニングセンタで数値入力を行う際に注意が必要な点があります。
それは、整数の最後にドットをつけることです!
でないと10と入力したら、0.01mmしか動きません。10mm動いてくれないんですね。
というのも、整数入力であればマシニングセンタやNC旋盤が動かせる最小単位(大抵は1/1000mm)での指令になってしまうためです。
数値の入力方式には、整数入力と小数点入力の2種類があります。
例えばですが、同じ50mmを入力したい場合でも、以下3種類の入力方法があります。
- 整数入力 X50000
- 小数点入力 X50.0
- 小数点入力 省略形 X50.
小数点入力は、③のように最後の0を省略し、ドットで終わることも可能です。
50000というとかなり移動しそうに見えますが、X50000はX50.と同じで、50mmだけ動くことになります。
X50と入力してしまうと0.05mmしか動かないわけですね。
整数入力では間違えがちのため、小数点入力を使うようにしましょう。
慣れないうちは大変ミスが多いポイントになります。
【指令方式】アブソリュート方式とインクリメンタル方式
刃物を動かすための指令の方式は、二通りあります。
アブソリュート方式とインクリメンタル方式です。
アブソリュート方式
まずはアブソリュート方式の場合を解説します。「G90」というGコードを使った指令です。
この方式は、示す点をすべてプログラム原点からの座標値で表します。
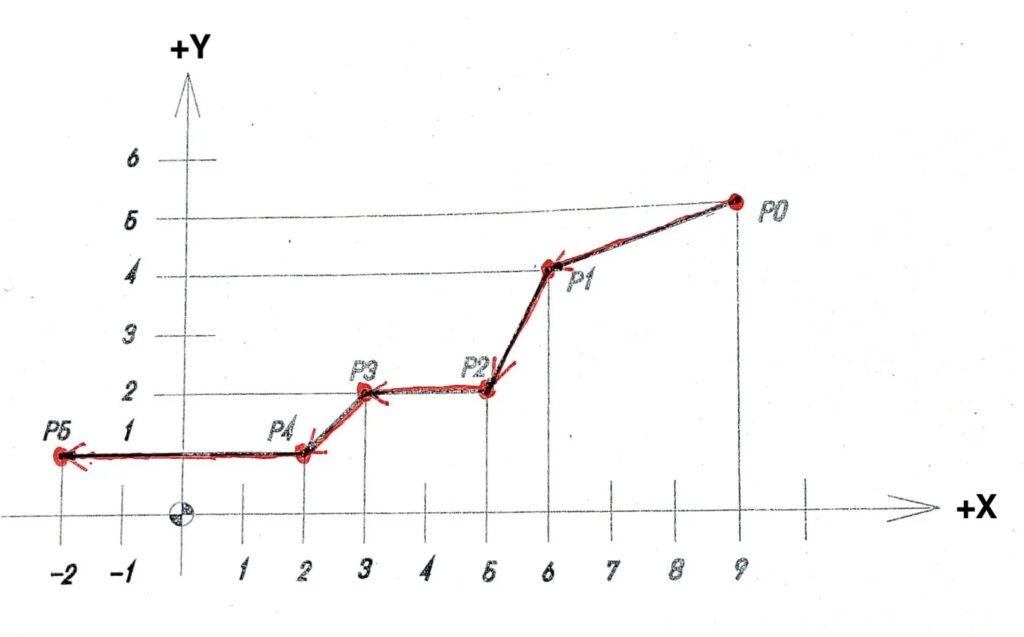
つまり、上の図を例にすると・・・
点P0をスタートし点P1へ移動:X6.Y4.
P1からP2へ移動:X5.Y2.
P2からP3へ移動:X3.Y2.
P3からP4へ移動:X2.Y1.
P4からP5へ移動:X-2.Y1.
となります。点の座標を入力すればその位置に移動するイメージです。
インクリメンタル方式
次にインクリメンタル方式です。「G91」というGコードで指令します。
NC旋盤ではアブソリュート指令のみを使うことになるのですが、マシニングセンタのプログラムではこちらのインクリメンタル指令を使う機会も多いです。
インクリメンタル方式では現在点からの距離と方向で指令する
インクリメンタルでは現在値を基準として移動量を入力します。
こちらは先程と同じ図です。
これをインクリメンタル方式で指令するとこうなります。
点P0をスタートし点P1へ移動:U-3.V-1.
P1からP2へ移動:U-1.V-2.
P2からP3へ移動:U-2.V0.
P3からP4へ移動:U-1.V-1.
P4からP5へ移動:U-4.V0.
例えば長穴を複数箇所加工したりなど、繰り返し動作を行うときに重宝する指令方法です。
次回からプログラムに入っていきます!
今回は、 マシニングセンタープログラムの基礎を学ぶための基礎、前提知識をご紹介しました。
次回からはいよいよマシニングプログラムの実例をご紹介していきます!
NC旋盤のプログラム例-1.jpg)

コメント