


NC旋盤のプログラミング基礎講座、第10弾はノーズR補正のプログラミングです!
前回の講座はこちら




ノーズR補正とは?
旋盤の工具の刃先には、よく見ると丸みがついています。その丸みのことをノーズRといいます。
ノーズRによって、プログラムで指令した点と実際に削る点にズレが生じてしまい、円弧加工やテーパー加工で削り残しや削りすぎ発生してしまいます。
ノーズR補正は、そのようなズレを補正し、プログラムで指令した通りに削れるようにするものです!
ノーズR補正について詳しくはこちらの記事をご覧ください。

本記事では、ノーズR補正のプログラミングについて重点的に解説します。
まずは機械側にノーズRの設定を行う
ノーズR補正のプログラムを組む前の準備として、まずは機械にノーズRの設定を行なわなければなりません。
その設定には「仮想刃先位置」と「ノーズRの大きさ」の2種類があります。
順に解説していきますね。
仮想刃先位置の指示
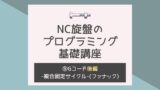
実際の切削点と区別するために、プログラムで司令する刃先、つまりノーズRがないものとした場合の刃先を「仮想刃先」と呼びます。
この仮想刃先の位置を、番号で設定します。
具体的には、ノーズR中心から見たときの仮想刃先の位置番号(上図)を工具補正画面の「TIP」に設定します。
図の通り、例えば外径バイトであれば3、内径バイトであれば2を入力します。
ノーズRの大きさの指示
ノーズRの大きさを工具補正画面の「半径」に設定します。
例えばノーズR0.4でしたら、0.4と設定すれば良いです。
これで機械側の設定は完了です。
プログラム上での指令
準備段階として、Tコードにより工具を指定する
まずはTコードを使い、ノーズR補正を使う工具を設定します。
例えば1番の工具を使う場合であれば
T0101
と入力します。
Tコードについて詳しくはのこちらの講座をご覧ください

G41、もしくはG42を使って補正方向を司令する
それではいよいよノーズR補正のプログラミングに入っていきます。
ノーズR補正のプログラムにはG41とG42を使います。
G41とG42は両方ノーズR補正をかけるコードですが、指示する補正方向が違います。
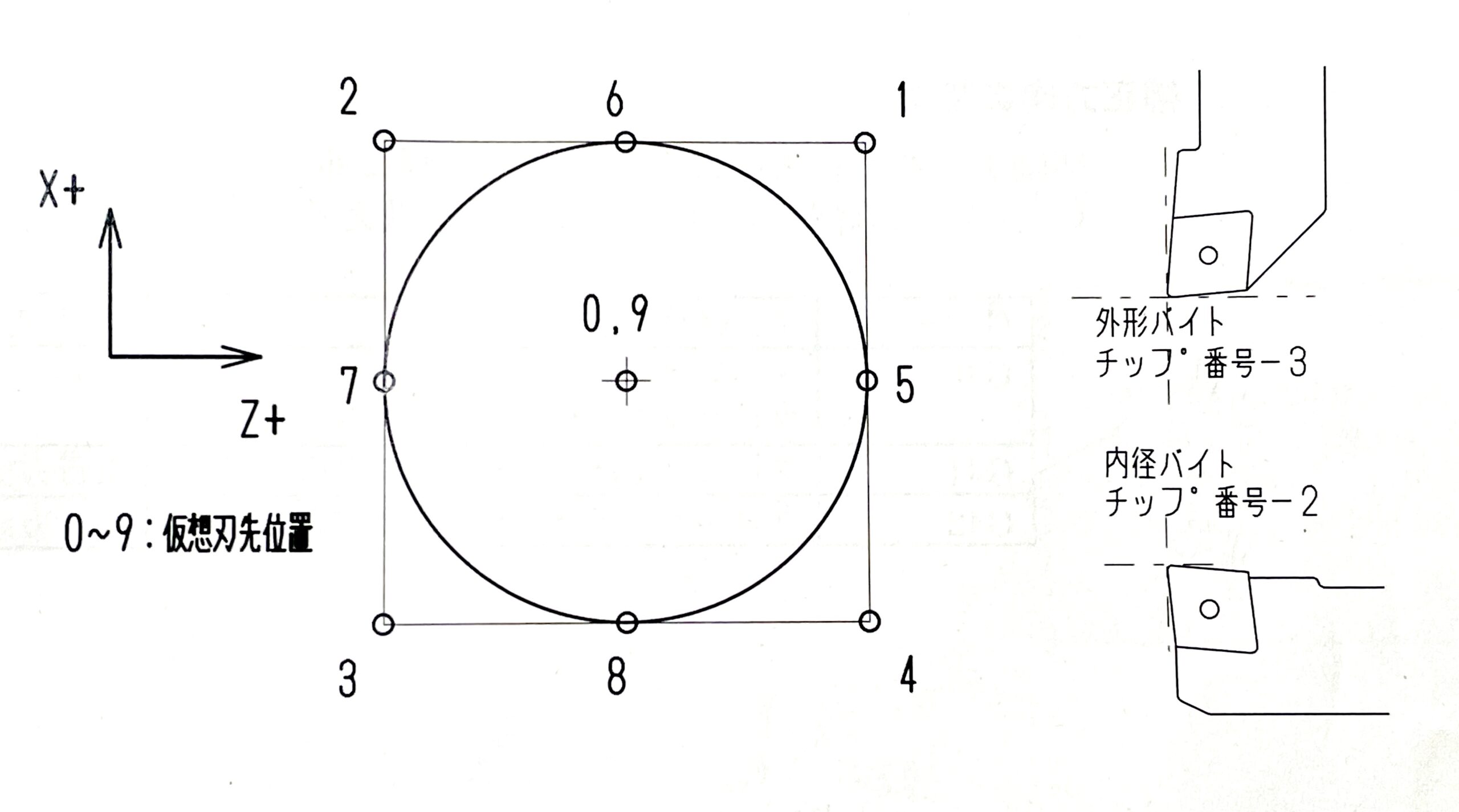
・G41:刃先が進行方向の左側を動く
・G42:刃先が進行方向の右側を動く
言葉で説明してもわかりにくいと思いますので、下の図をご覧ください。
図のように、G42は刃先が素材の右側を走り、G41は刃先が素材の左側を走る場合のノーズR補正になります!
つまり、通常の方向であるZプラス側からZマイナス方向へ削っていく場合、基本的に外径加工の際はG42、内径加工の際はG41とおぼえておくと良いです!
ノーズR補正の流れ
ノーズR補正には一連の流れがあります。
・G42等を指令しスタートアップ
・ノーズR補正かかった状態(オフセットモード)で削る
・G40を使ってノーズR補正をキャンセル
一つずつ解説していきますね。
スタートアップ
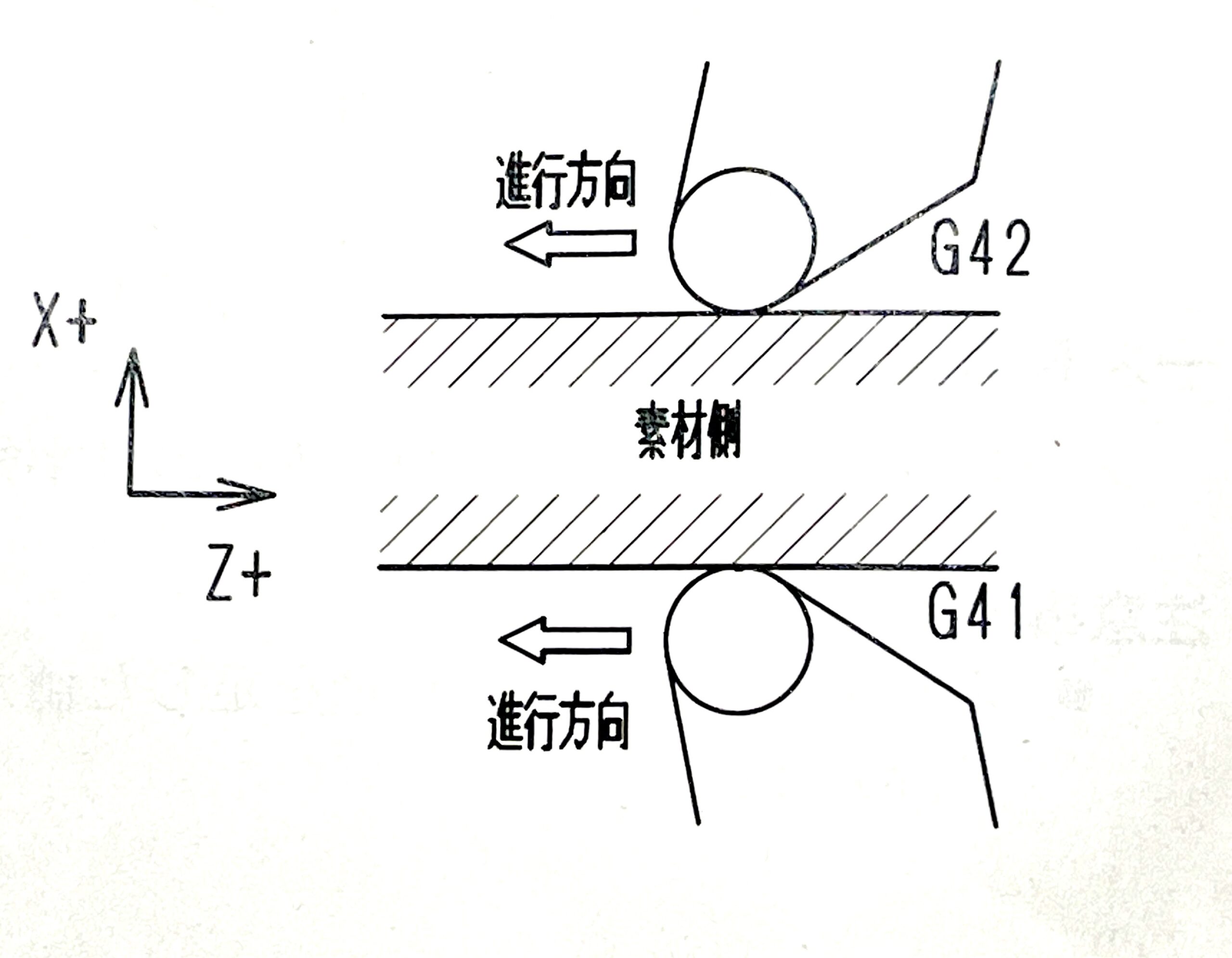
ノーズR補正のプログラムを組む際、最初に行うのがスタートアップの動作です。
ノーズR補正がかかっていない状態から、ノーズR補正がかかった状態に移行する際は、入力した座標とは違う動きをします。
そのため、ノーズR補正をかける際はワークを削ることなく、なにもないところを動かしながら補正をかける動作を行ないます。
例えば上の図では、スタートアップを行ってからG01で切削送りを行っていますが、以下のようなプログラムを使っています。
G42 G01 X100. Z20.
G01 Z-100. F0.1
形状によっては、スタートアップに一手間必要!
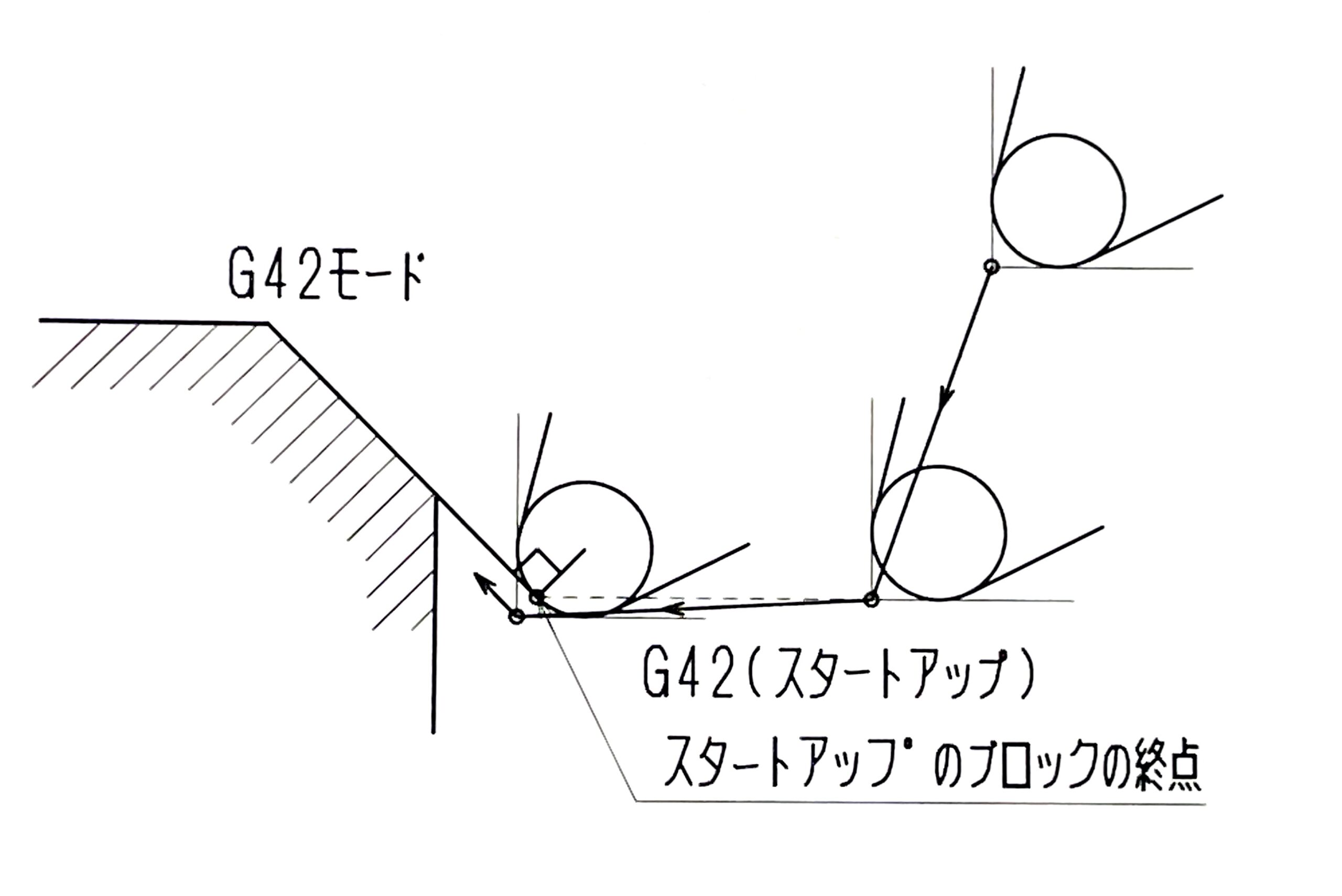
こちらはC面の形状からはじまる場合のスタートアップです。
ノーズR補正をかけた後でC面を削る必要があるため、C面の手前の座標値を計算し、その座標めがけてスタートアップを行ないます。
G00 X94. Z20.
G42 G01 Z1. F0.1
X100. X-2.
Z-100. F0.1
スタートアップの注意点
スタートアップの動作にはいくつか注意点があります。
- スタートアップのブロックの移動は、G00もしくはG01であること
- 必ず移動しながらスタートアップを行うこと
- 移動量はノーズRより大きくなること
これらの条件を守らないと、スタートアップが行われずノーズR補正がかかりません!
次回はノーズR補正中の動作やキャンセルについて解説!
ここまでがノーズR補正をかけるまでの動作です。
ノーズR補正は、きちんと理解した上で使わないとワークに刃物が食い込んで不良になってしまったり等、少し厄介な面もある機能です。
次回は後編として、補正中の動作やキャンセルについて解説しますので、合わせて読んでみてください(^^


コメント