
NC旋盤のプログラミング講座第9弾はGコードの複合固定サイクルがテーマです!
前回の講座はこちら
手打ちでプログラムを組むにあたって、固定サイクルは大変便利な必須の機能です!
中でも今回解説する複合固定サイクルは最も使用頻度が高い固定サイクルですので、ぜひ押さえておきましょう!
特に、Gコード G71(内外径荒加工)、G73(閉ループ)、G74(端面溝・深穴)、G76(ねじ切り)については、使う割に知識が曖昧になりがちなので、わかりやすく重点的に解説しています!




複合固定サイクルとは?
前回の講座では単一固定サイクルを学びましたね。
複合固定サイクルも、単一固定サイクルと同じようにプログラムをより簡単にするためのサイクルです。
ですが単一固定サイクルより汎用性が高く、使用頻度はこちらのほうが高いかと思います。
内外径や端面の他に、溝入れやねじ切りのサイクルもあります!
G71:外径・内径荒加工サイクル
それでは早速複合固定サイクルの解説に入っていきます!
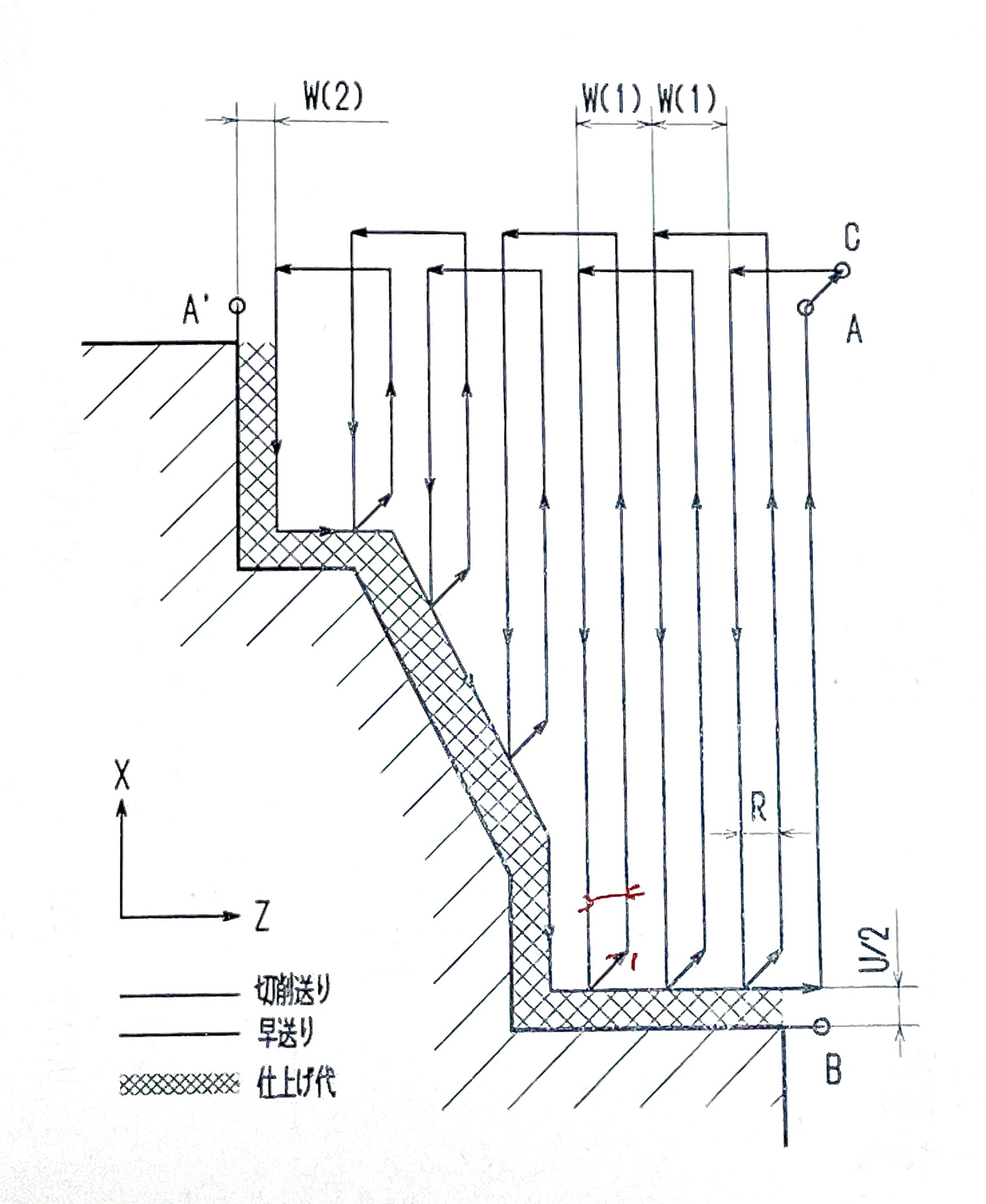
はじめにご紹介するのはG71の外径・内径荒加工サイクルです。
X軸、Z軸方向ともに単調変化しているワークに使用します。難しい言い方をしてしまいましたが、特殊な形状でないかぎり大抵の内外径切削で使えるということです。
プログラムで仕上げ形状を指令すると仕上げ代を残した形状に加工します。
また途中の荒加工の工具経路をすべて自動的に決定します!
大変便利な固定サイクルです。
G71の指令方法
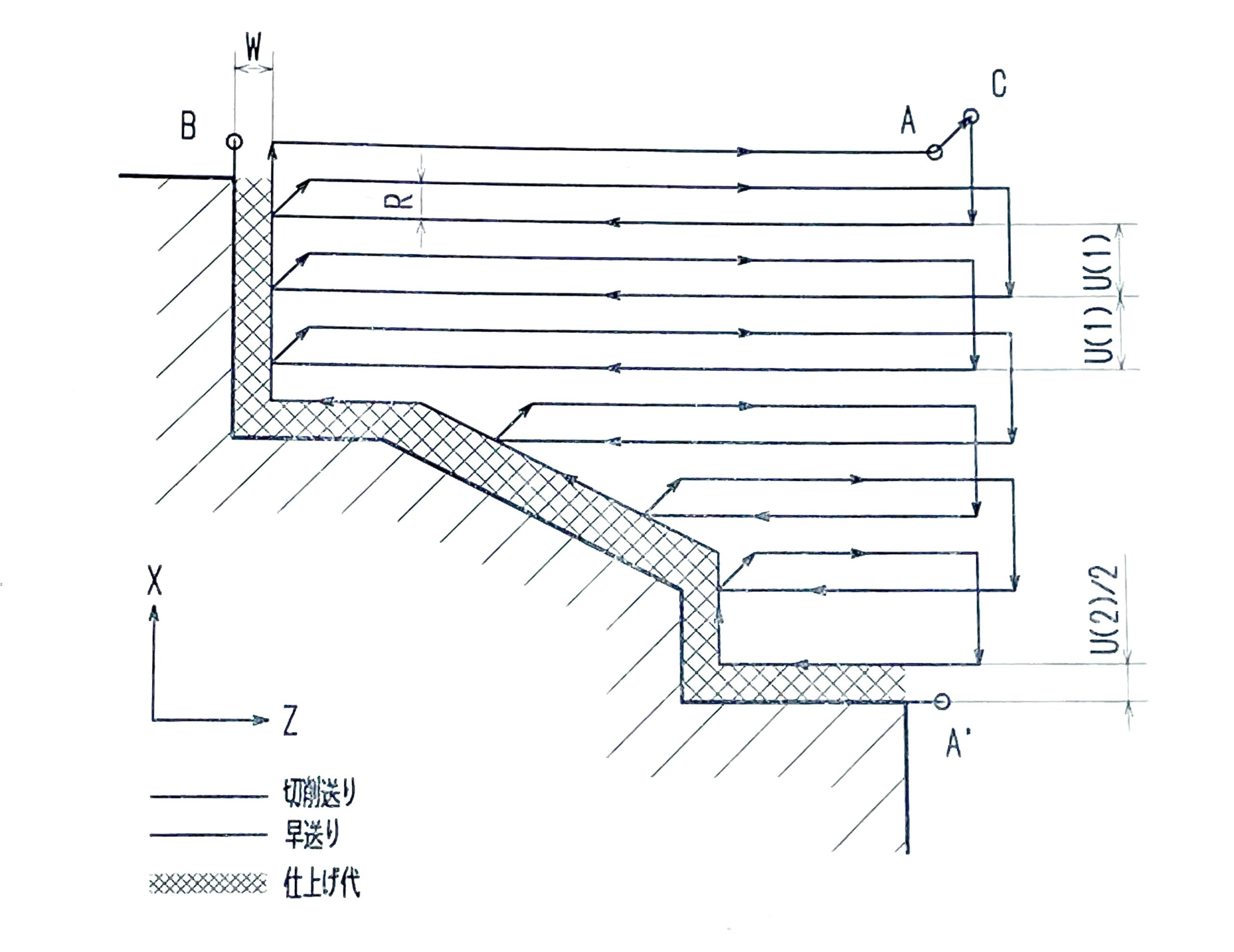
G71を始めとする複合固定サイクルの指令方法のポイントは2ブロックで1セットということです。
G71の場合はこちらの2行になります。
指令方法:
G71 U** R**
G71 P** Q** U** W** F**
U――切り込み量(半径値)
R――逃げ量(半径値)
P――仕上げ形状の最初のブロックのシーケンス番号
Q――仕上げ形状の最後のブロックのシーケンス番号
U(2行目)――X軸方向の仕上げ代の距離と方向(直径値)
W――Z軸方向の仕上げ代の距離と方向
F――G71荒加工サイクル中の送り量
この中で特にポイントになるのがPとQです。
例えばP100、Q200とすると、プログラム中のN100とN200の間に指令した形状の荒加工を行うことになります。
PとQで指示するプログラムの形状はG00かG01を必ず指令するようにし、仕上げの際の送り速度をFコードで入力しておきましょう。ちなみにここで設定した送り速度は荒加工では反映されません。
では何のために入れておくのかというと、次に解説するG70で仕上げる際の送り速度を設定するためです!
言葉で説明するのも少し難しいため、一度例を見てみてください。
G71を使った例については、仕上げサイクルのG70を紹介してから解説していきます!
G70 仕上げサイクル
G71、G72、G73の各サイクルで荒加工をしたのち、G70の指令によって仕上げ加工ができます。
指令方法
G70 P** Q**
P――仕上げ形状の最初のブロックのシーケンス番号
Q――仕上げ形状の最後のブロックのシーケンス番号
送り速度Fは、PからQのシーケンス番号の間で指令されているFコードが有効になります。
そのため必ずPとQで指示する形状にFコードも書いておきましょう。
G71などの荒加工サイクルが終わったら、G70を使うだけで荒加工で使った形状を自動で読み込んでくれ、仕上げ加工を行ってくれます。
もしG71のような荒加工サイクルでN100からN200の間に形状を指定しているのであれば、P100、Q200と入力します。
G71とG70を使ったプログラム例
それでは実際にG71とG70を使ったプログラム例をご紹介します!
下の図面の荒・仕上げ加工をG71、G70を使って行います。
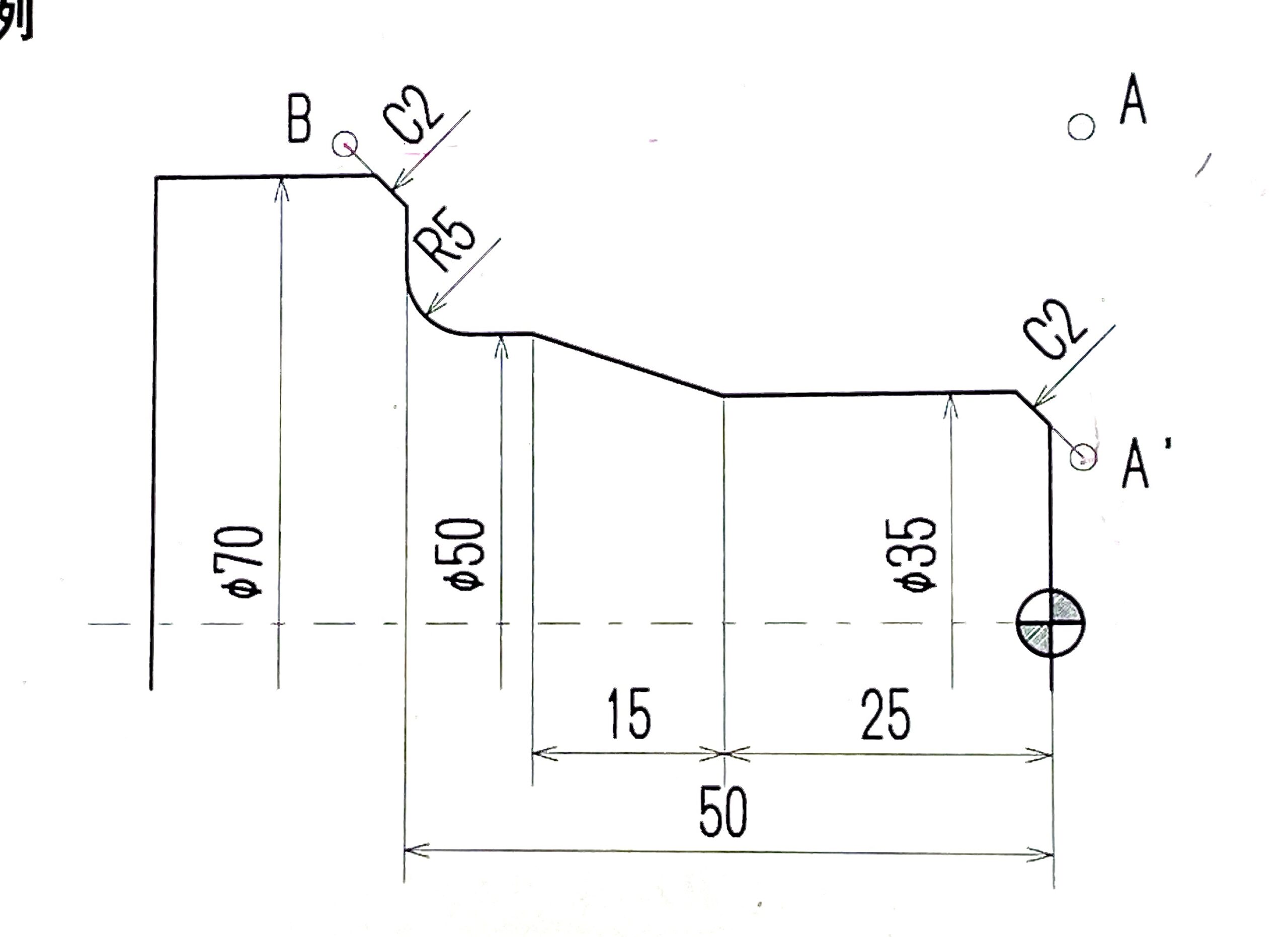
O0071
N1(ARA)
G50 S2000
G00 T0101
G96 S120 M03
X73. Z10. M08
Z3.――――A点(サイクル開始点)へ移動
G71 U3. R0.5――――荒加工サイクル
G71 P100 Q200 U0.2 W0.1 F0.25
N100 G00 X25.――――A’点
G01 X35. Z-2. F0.1――F0.1はG70中でのみ適用される
Z-25.
G01 X35. Z-2. F0.1――F0.1はG70中でのみ適用される
Z-25.
X50. Z-40.
Z-45.
G02 X60. Z-50. R5.
G01 X66.
X72. Z-53.
N200 Z73.――――B点
G00 X200. Z250. M09
M01
N2(SHIAGE)
G50 S2000
G00 T0303
G96 S200 M03
X72. Z10. M08
Z3.
G70 P100 Q200――――仕上げサイクル
G00 X200. Z250. M09
M05
M30
赤字で示したところがG71荒加工サイクルと、G70仕上げサイクルの部分になります!
サイクルの形状については、青字で示したN100とN200の間の形状が適用されます。
仕上げサイクルではP100 Q200のようにシーケンス番号を指示するだけで仕上げてくれるので大変楽です(^^
送り速度はPとQで指令したシーケンス番号の間のブロック
送り速度は、荒加工のG71では緑字で示したF0.1は無視され、G71を指示したブロックのF0.25が適用されます。
そしてG70の仕上げ加工を行う際に、緑字で示したF0.1が適用されて仕上げ加工を行います。
G72 端面荒加工サイクル
G71は外径・内径の加工でしたが、端面方向の加工ができるのがG72です!
指令方法;
G72 W** R**
G72 P** Q** U** W** F**
W――切り込み量
R――逃げ量
P――仕上げ形状の最初のブロックのシーケンス番号
Q――仕上げ形状の最後のブロックのシーケンス番号
U――X軸方向の仕上げ代の距離と方向(直径値)
W(2行目)――Z軸方向の仕上げ代の距離と方向
F――荒加工サイクル中の送り量
G72基本的にはG71と同じですが、縦方向に削っていく違いがあります。
端面荒加工で多用するプログラムです。
G71と同じように、G70で仕上げサイクルを行うことができます!!
G73 閉ループ切削サイクル
G73は仕上げ形状の切削パターンで、切込みを少しずつずらしながら加工を行います。
使用頻度はG71やG72と比べて低いですが、鋳造品などのようにある程度形状の整ったワークに中仕上げ加工を行う場合などに使える固定サイクルです。
また、内径バイトを使って少しずつ端面を掘り進むのにも使えたりします。無駄なパスが生まれにくいため、場合によって低切り込みの加工で大活躍します!
指令方法;
G73 U**W** R**
G73 P** Q** U** W** F**
U――X軸方向の逃げの距離と方向(半径値)
W――Z軸方向の逃げの距離と方向
R――荒加工の分割回数(小数点なし)
P――仕上げ形状の最初のブロックのシーケンス番号
Q――仕上げ形状の最後のブロックのシーケンス番号
U(2行目)――X軸方向の仕上げ代の距離と方向(直径値)
W(2行目)――Z軸方向の仕上げ代の距離と方向
F――荒加工サイクル中の送り量
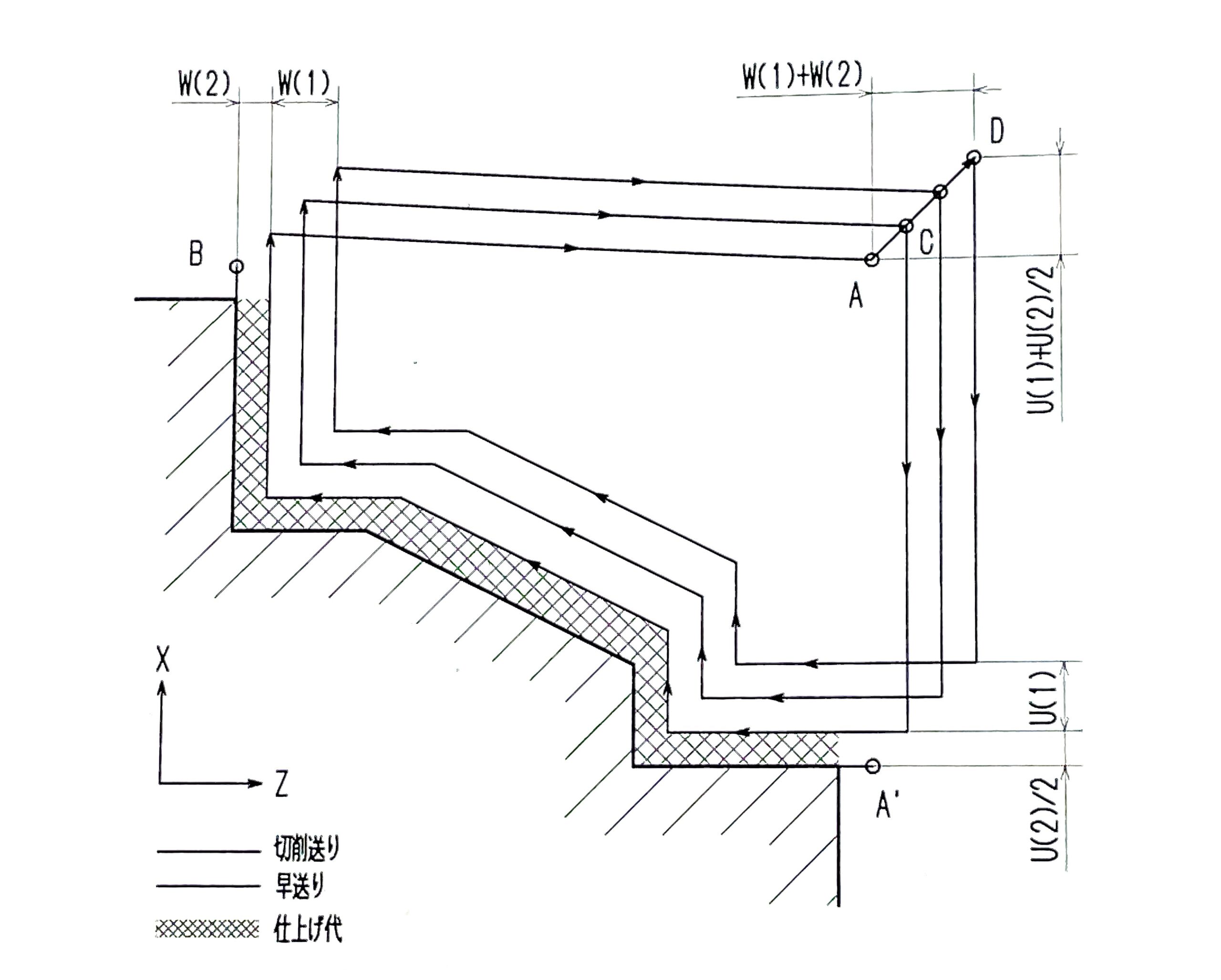
G73も、G71やG72と同じようにG70で仕上げ加工を行うことができます!
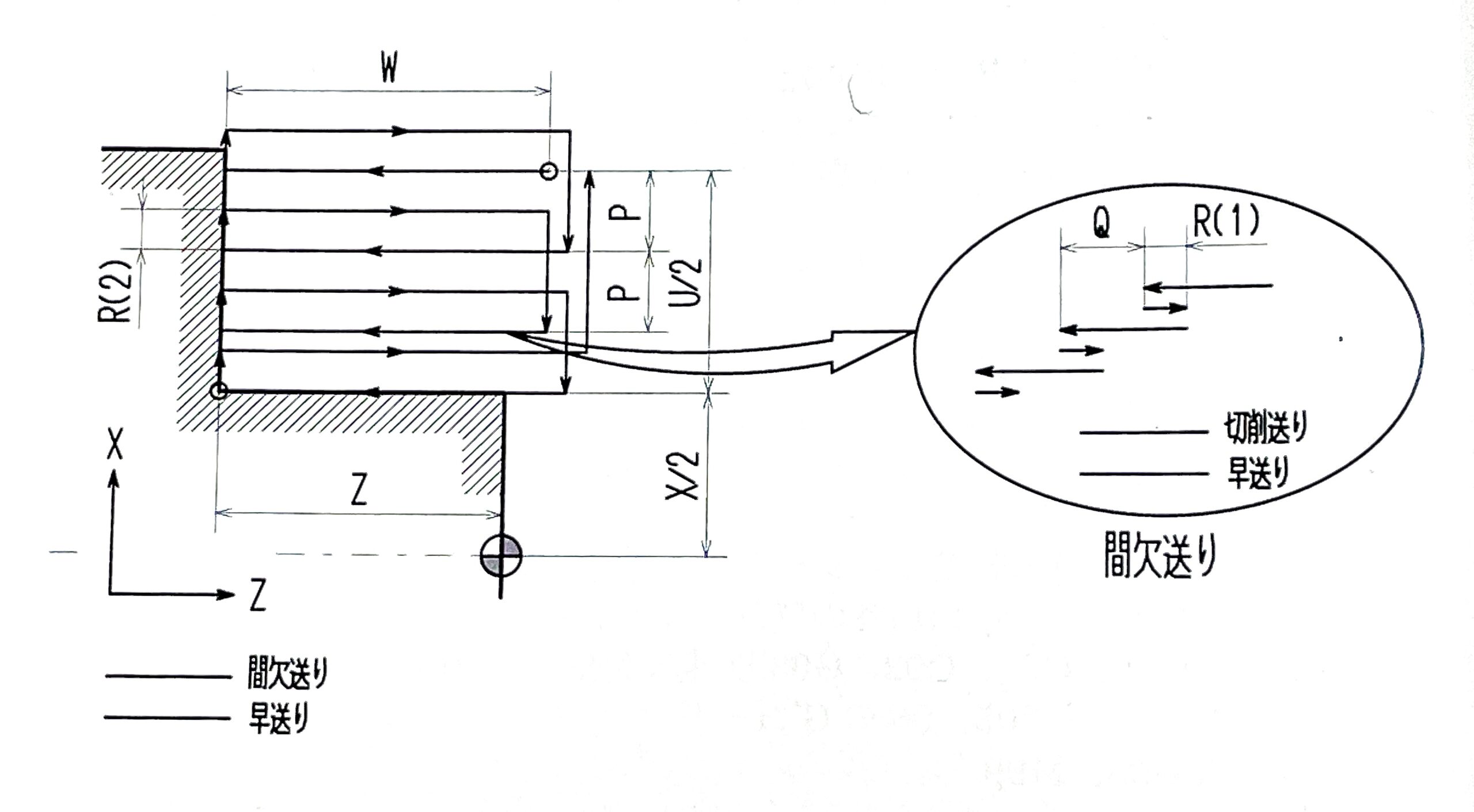
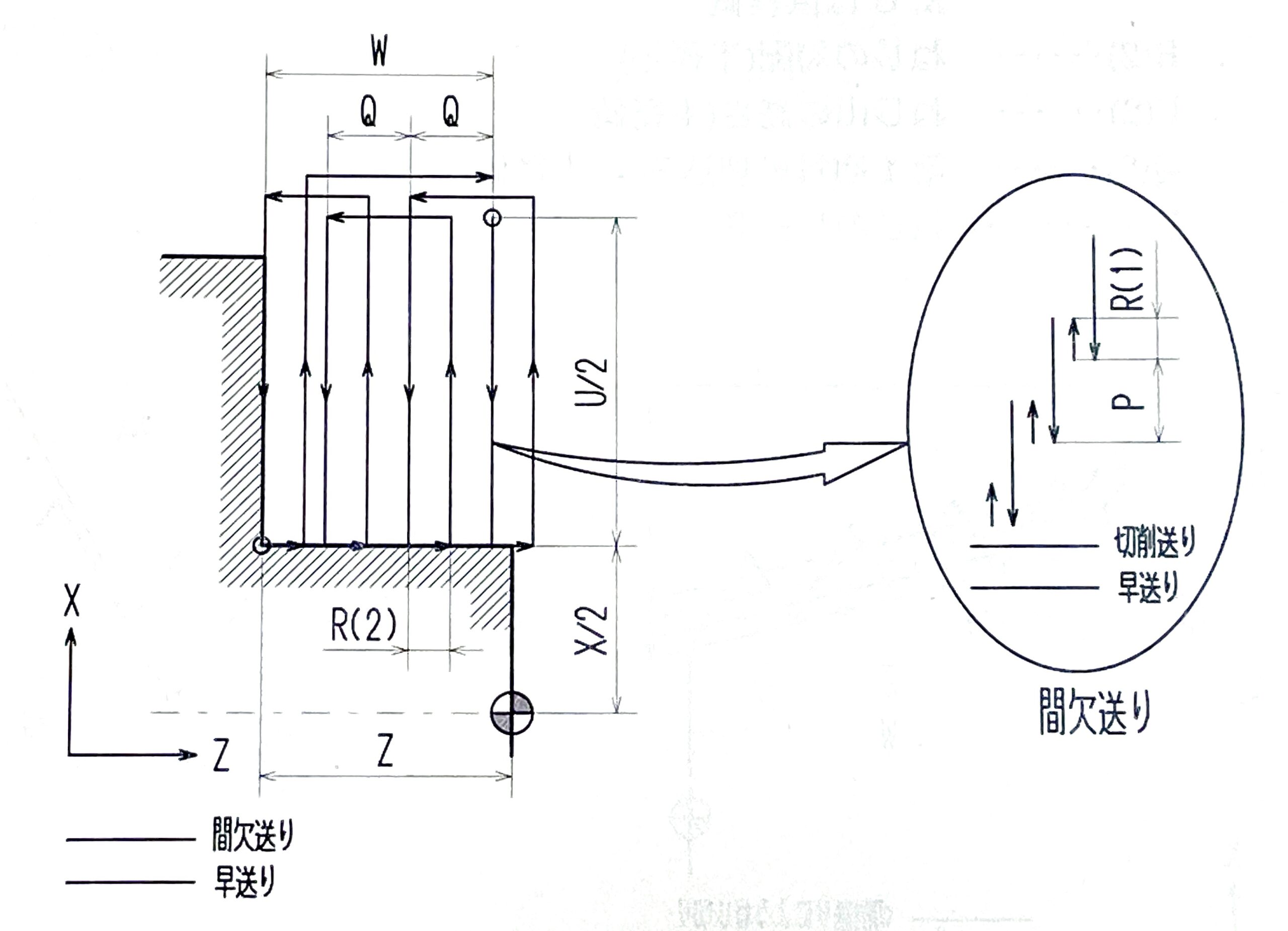
G74:端面溝入れ、深穴ドリルサイクル
G74の固定サイクルでは、間欠送り(ステップ) をZ方向に行います。
間欠送りでは切削送りで切削した後、一定量だけ早送りで戻り、また切削するというサイクルを繰り返します。
下で説明した指令のコードR・X・Z・P・Q・R・Fを全て入力すると端面溝入れサイクルになり、そのうちX・P・R(2行目)を省略するとX方向の移動がなくなり深穴ドリルサイクルになります。
指令方法;
G74 R**
G74 X** Z** P** Q** (R**) F**
R――間欠送り(ステップ)の戻り量
X,Z――終点座標(直径値)
P――X軸方向の移動量(プラスマイナスなしの半径値)
Q――間欠送りの1回の切り込み量(プラスマイナスなし)
(R(2行目)――底辺での工具の逃げ量)
F――サイクル中の送り量
G75:外径、内径溝入れサイクル
間欠送り(ステップ)をX軸方向に行います。
G74と同様に、切削送りで切削した後一定量だけ早送りで戻り、また切削するという間欠送りを行うサイクルです。
Z、Q、R(2行目)を省略するとZ方向の移動がなくなり、突切りサイクルになります。
指令方法;
G75 R**
G75 X** Z** P** Q**( R**) F**
R――間欠送り(ステップ)の戻り量
X,Z――終点座標(直径値)
P――間欠送りの1回の切り込み量(プラスマイナスなしの半径値)
Q――Z軸方向の移動量(プラスマイナスなし)
(R(2行目)――底辺での工具の逃げ量)
F――サイクル中の送り量
G74、G75は逃げるときの干渉に注意!!
G74とG75に共通して言えることですが、溝加工を行う際に二行目のRを指令すると溝底で逃げるときにワークに干渉してしまいます。溝加工では基本的に二行目のRは省略し、逃げないようにしておかなければいけません!!
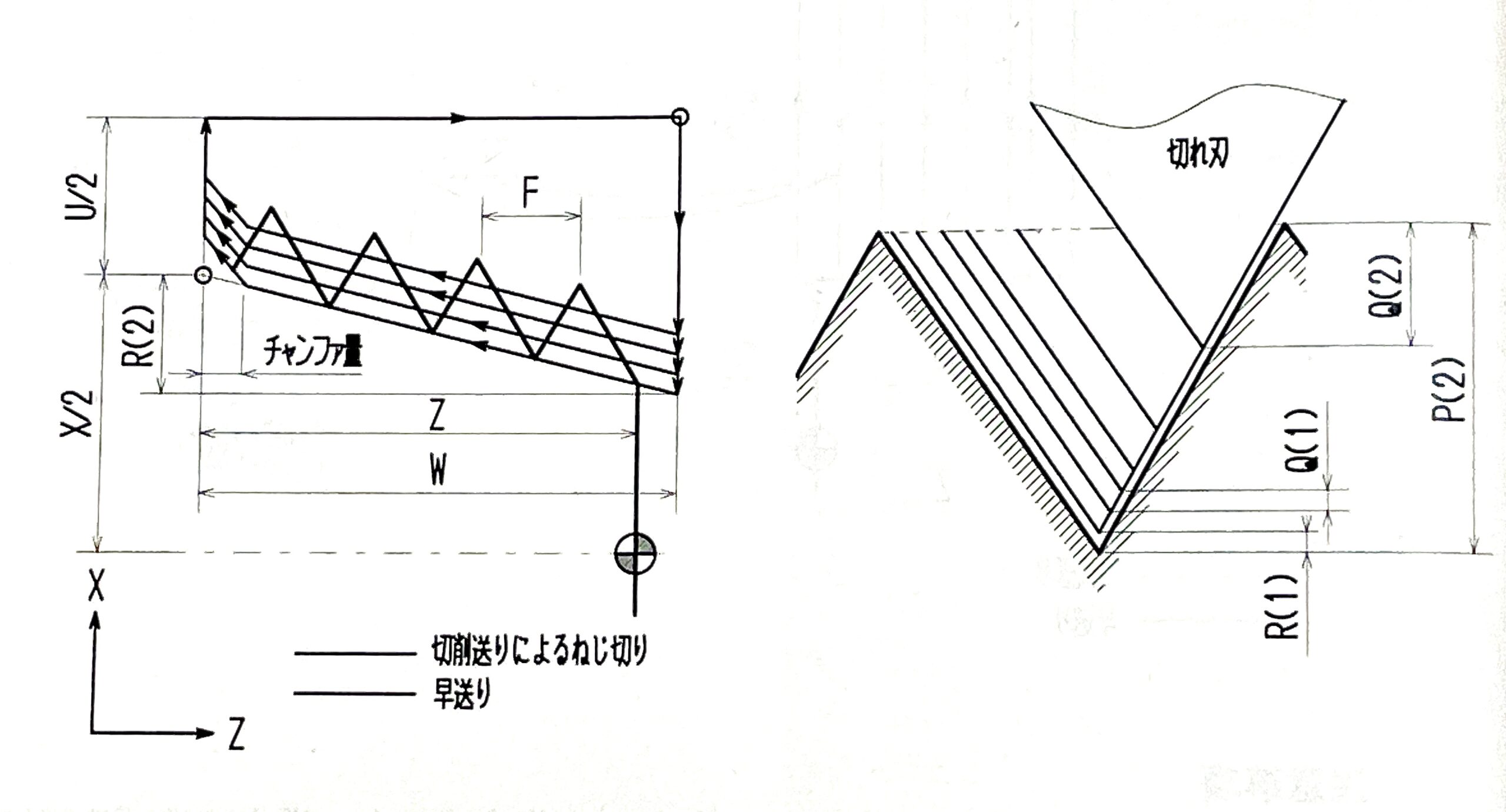
G76:ねじ切りサイクル
G76は、ネジを切る際に使うGコードです。
ストレートねじだけでなく、テーパーねじも切ることができます。
通常ねじ切り加工では1回のパスで加工ができないため、数回のパスにより加工を行います。
そのため、工具の送りと回転の位相が完全に同期していなければネジ山が2重になったり刃物が欠けたりと、ねじを切ることができなくなってしまいます。
汎用旋盤では親ねじを使用することで同期をとりますが、NC旋盤ではポジションコーダーと呼ばれる位置センサーの信号により同期をとります。
その同期をとりながらネジを切ってくれるのがG76のねじ切りサイクルです。
それだけでなく、このサイクルを使えば切り込み量の入力もとても簡単になります。
複合固定サイクルを使わなければ1行ずつ切り込み量を何度も入力してねじを切っていかなければいけませんが、G76を使えば自動的にねじ山を何回かに分けて徐々にきることができます。
2回目以降の切り込み量が自動的に計算されるので、1回ごとの切り込み料を指定する必要はありません。
また、切込み方法は切削量一定で、片刃切削になります。
G32という1パスのみのねじ切りをするGコードもありますが、G76の方が便利なためほぼ使うことはありません。
指令方法;
G76 P** Q** R**
G76 X** Z** R** P** Q** F**
P――P○○△△□□
○○:最終仕上げ繰り返し回数 1~99
△△:ねじの切り上げ量 00〜99(ピッチの倍数※)※10で1倍
□□:ねじ山の角度 0°、29°、30°、55°、60°、80°から選択
Q――最小切り込み量
R――仕上げ代
X、Z――ねじの終点座標(直径値)
R(2行目)――ねじの勾配(半径値)
P(2行目)――ねじ山高さ(半径値)
Q(2行目)――第一回目の切り込み量(半径値)
F――ねじのピッチ(厳密にはリード)
ねじ切りサイクルでは回転数を変えてしまうとネジ山がずれるため、回転数は一定にするようにしましょう。
また、不完全ねじ部が出てくるため、大体ピッチ分は余分にねじを切るようにしましょう!
複合固定サイクルは欠かせない重要な機能!!
今回解説した複合固定サイクルは、G73を除いてどれも頻繁に使う欠かせない固定サイクルです。
特に、Gコード G71(内外径荒加工)、G73(閉ループ)、G74(端面溝・深穴)、G76(ねじ切り)については知識があいまいなまま使っている場合もあるかと思いますので、しっかり動きをイメージできる状態でプログラミングを行ってください。
少し難解な内容かとは思いますが、プログラミングをマスターするには避けては通れないものばかりですので、しっかり理解しておきましょう(^^

コメント
いつも大変お世話になります。
貴重な資料の掲載、ありがとうございます。
仕事でプログラムを作るときに参考にさせていただいています。
今回、1点気付きましたのでメールさせていただきました。
『NC旋盤のプログラミング基礎講座!⑨〜Gコード後編-複合固定
サイクル-〜(ファナック)』のG76の説明ですが、以下のように
記されています。
指令方法;
G76 P** Q** R**
G75 X** Z** R** P** Q** F**
2行目のG75は誤記かと思いますが・・・・
G75を指示した場合でも、同様にネジ切削ができるのでしょうか?
いつも御覧くださりありがとうございます!誤記についてご指摘くださりありがとうございます。
G76に修正しておきました。
今後ともどうぞよろしくお願いいたします。
G71の箇所で、
N200…B がZ73.は間違いですね。
かと言ってX73.ではB点でもないです。
N200 X72. Z-53.—B点 ですね。
———————
N100 G00 X25.――――A’点
G01 X35. Z-2. F0.1――F0.1はG70中でのみ適用される
Z-25.
G01 X35. Z-2. F0.1――F0.1はG70中でのみ適用される
Z-25.
X50. Z-40.
Z-45.
G02 X60. Z-50. R5.
G01 X66.
X72. Z-53.
N200 Z73.――――B点
ご指摘ありがとうございます!
確認しておきます。
今後ともよろしくお願いいたします。