
ねじ切り加工は旋盤加工の中でも難しい加工の一つです。
特に汎用旋盤でネジを切るのは難しいですよね。
本記事ではまずねじ切りの計算式・切込み表を紹介し、その上で汎用旋盤・NC旋盤それぞれのねじの切り方を解説していきます!




ねじ切り加工の切り込み量合計の計算式
まずはタイトルにある通り、ねじ切り加工の切り込み量の計算式をご紹介します。
計算で何を求められるかと言うと、切り込み量の合計値です。
メートル系おねじの場合・・・
ねじの切り込み量合計(半径値)=0.541266P+(0.866025P/4)-r
P:ピッチ
r:刃物のノーズR
このような計算式で合計の切り込み量を求められます。
しかしこのような複雑な数字を使って計算を行う意味はまったくなく、
0.75✕ピッチ-ノーズRでほぼ正確な値を求められます。
さらに言うならノーズRを計算に含めないかたちで、簡易的に0.65✕ピッチとして計算しても差し支えありません。
ねじ切りのパスごとの計算式
パスごとの計算式も、こちらのsandvikのホームページに記載されています。

とはいっても現場ではこのように計算をすることは一切ありません。やり方は後述しますね。
ねじの切り込み表
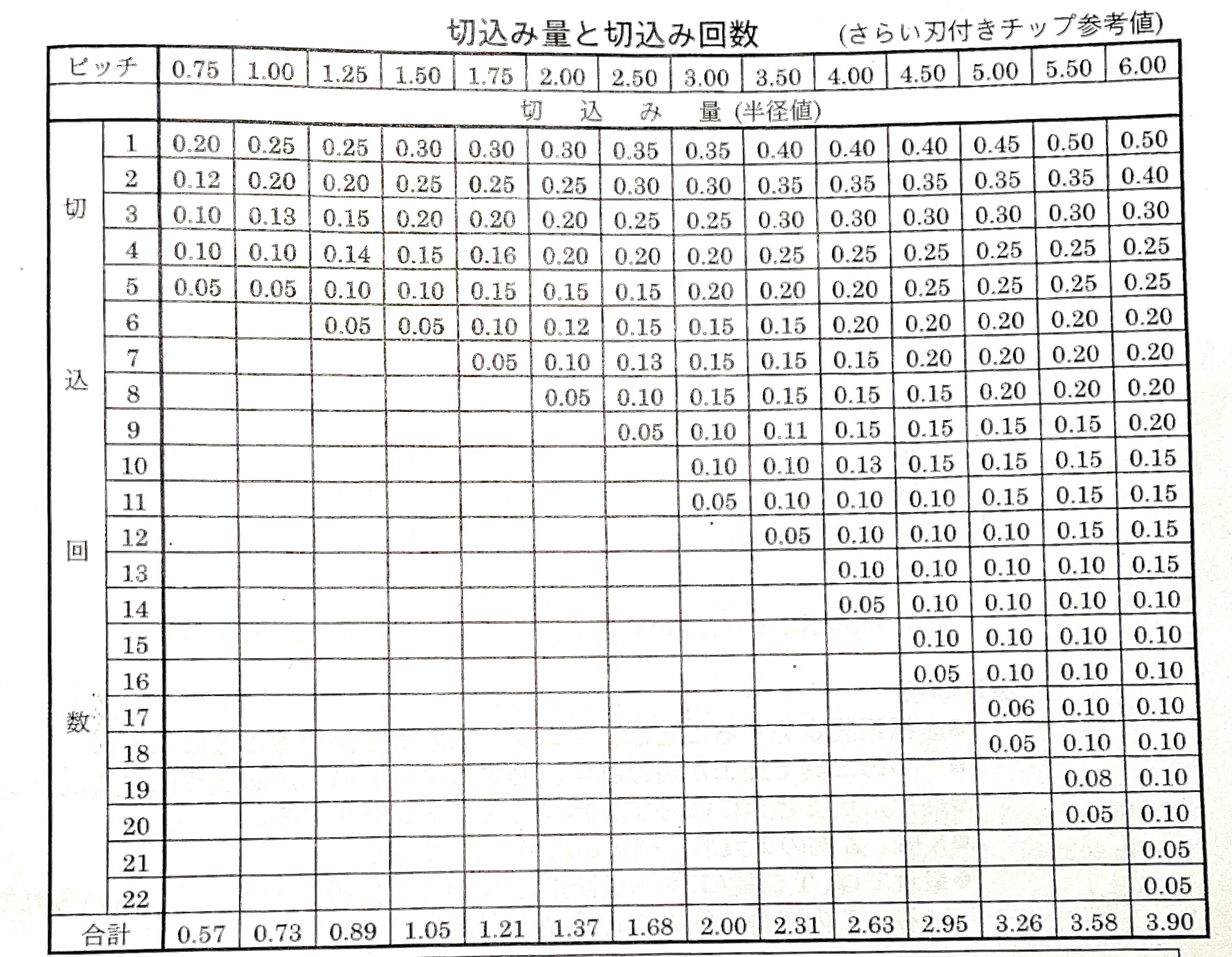
上の表はねじの切り込み表です。
例えば一番左の1列目はピッチ0.75で、1パス目で0.2mm切り込み、2パス目で0.12mm・・・そして5パス目で0.05mm切り込むということを表しています。
計算を行わなくても、この切り込み表にあるピッチと近いピッチの数字をつかって切り込んでいけば問題なくねじを切っていくことができます!
現場では切り込み量も計算しないし、切り込み表も使わない
このように最適な切り込み量は計算で求めることはできますが、機械加工の仕事はスピード勝負です。
このような計算は現場では行いません。
NC旋盤では対話の機能で自動的に適した切り込み量を設定してくれますし、汎用旋盤では大体の切り込み量で削ってしまいます。
例えば直径値で0.4→0.2→0.1で仕上げ といった具合で感覚で切り込んでいきます。
具体的な切り方については以下に説明しますね。
汎用旋盤のネジの切り方
まずは0.1小さく外径を削る
汎用旋盤でねじ切りを行う場合、まずネジの径より0.1mm小さく外径を削っておきます。例えばM16を切る場合はφ15.9に仕上げておきます。
逆に内径のネジを切る場合は、下穴径より0.1mm大きく削っておきます。
ピッチを合わせる
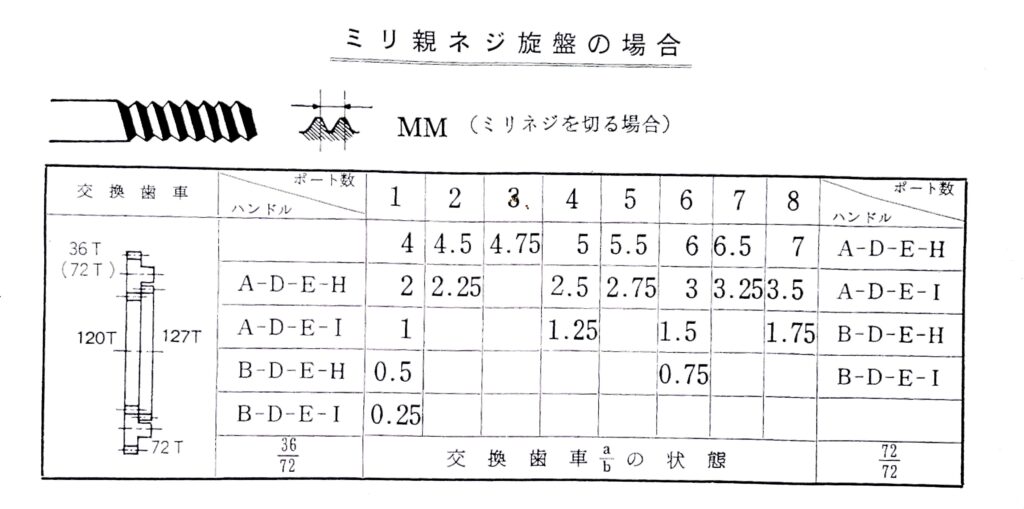
汎用旋盤のギアのハンドルを切り替え、ピッチをあわせましょう。
画像は私が使っている森精機の汎用旋盤のものです。例えばピッチ2でしたら、ハンドルをA-D-E-H-1に合わせることでピッチを合わせることができます。ハンドルを合わせているのにピッチがずれる場合は交換歯車が適正なものではない可能性がありますので、確認しましょう。
ねじを切っていく
ネジ山の位置を同期させるためには逆転を使う方法とねじ切りダイヤルを使う方法の2種類があります。
ねじ切りダイヤルを使う方法のほうが通常通り削る感覚でネジをきることができてとっつきやすいですので、ダイヤルの歯車交換が必要ない場合はねじ切りダイヤルを使うことをおすすめします。
ねじ切りダイヤルをつかったねじ切り方法はこちらに詳しく書いています。

旋盤のねじ切り用送りレバーは、ONにすると送り台のネジ山が親ネジに噛み込む仕組みになっており、送り台が親ネジの動きと同期するようになっています。
逆転を使う方法の場合、ネジ切り用の送りハンドルをONにしたまま(送り台を親ネジにかませたまま)、正転でねじを切り、逆転で送り台を戻します。ダイヤルの歯車の交換が面倒な場合や、特殊なネジを切る場合に使います。
ねじの切込み方法
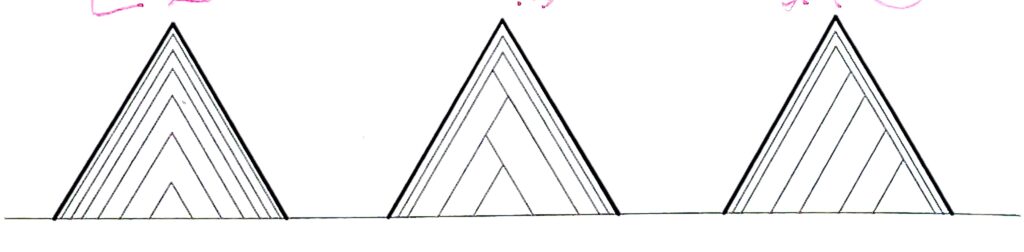
ねじの切込み方法には3種類があります。順に解説していきますね。
両刃切削(画像左)
1つ目の方法は、画像左側の両刃切削です。Xマイナス方向に真っ直ぐ切り込んでいく方法で、最も操作が簡単な切り込み方です。
ただし、ワークと刃物が当たる面積が大きくなる切り込み方なので、びびりやすく刃物にもあまり良くない方法です。
片刃切削(画像右)
2つ目の方法は、画像右側の片刃切削です。
切削抵抗のことを考えると最もオーソドックスな切り込み方で、片刃のみで切り込む方法です。NC旋盤でねじを切る場合も基本的にはこの切り方になります。
両刃切削とちがって片刃しかワークを削らないため、刃物の接地面積が両刃切削より小さく、切削抵抗が小さくなりびびりにくいです。
ただし刃物の左側しか使わないため、左側だけ摩耗が進んでいくというデメリットはあります。
機械の操作に関しても両刃切削より少し難しく、適度にZ方向に刃物をずらしながら切り込んでいく必要があります。
千鳥切削(画像中央)
3つめの方法は画像中央の千鳥切削です。
刃物の左側・右側を交互に使って切り込んでいく方法で、片刃切削の摩耗が不均等になるデメリットを解消した加工方法です。それでいて片刃切削と同様にびびりにくい加工ができます。
汎用旋盤では交互に刃先を左右に動かしながら削っていかないといけないため機械操作的には多少面倒な方法です。
NC旋盤では片刃切削より少しサイクルタイムが長くなります。
シビアな切り上げ技術が求められる
汎用旋盤のねじ切りで最も難しいのは、ねじを切り終わるタイミングで刃物を切り上げ、逃がすことです。
ねじ切り中の刃物を止めるための方法は、逆転を使う場合とねじ切りダイヤルを使う場合で違います。
・逆転を使う場合
逆転を使う場合、ねじの送りレバーは入れっぱなしにしておく必要があるため、送りレバーをオフにすることができません。
そのためブレーキを使って刃物を停止させる必要があります。
ブレーキは踏んでもわずかに惰性で主軸が回ってしまうため、ブレーキを踏むと同時に刃物を手前(Xプラス方向)に素早く引き戻すようにすると削りすぎを防ぐことができます
・ねじ切りダイヤルを使う場合
ねじ切りダイヤルを使った方法ではねじの送りレバーを上げれば良いだけですので、逆転を使うより停止させるのは簡単です。
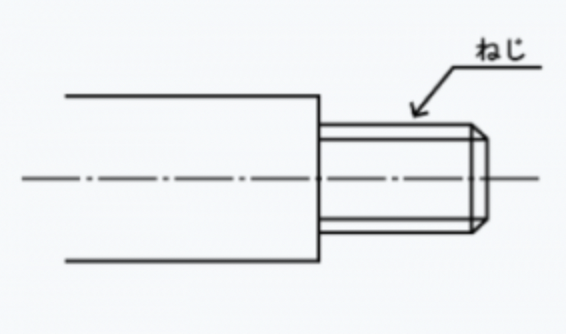
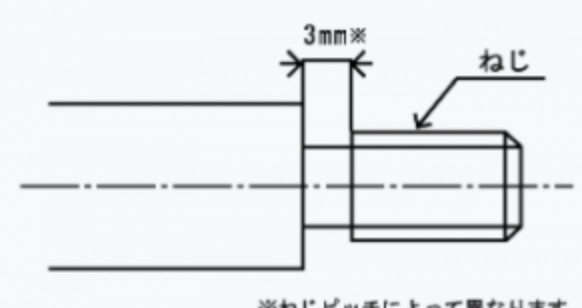
どちらの方法でも、右側の画像のように逃がしがあるワークの場合はそこまで停止させるのも難しくありません。逃がしの間であればどこで止めても良いわけですからね。
難しいのは左側の画像のような逃がしの無いワークのネジです。
一瞬でも刃物を進めすぎると刃先に大きい負荷がかかって刃物が欠けてしまいますし、逆に一瞬でも止めるのが早いとネジの有効部分が短くなってしまいます。
そこでおすすめするのが、ネジのおわりの部分にあらじめねじ切りの刃物でV溝を入れておく方法です。
こうしておけばV溝が逃がしとしての役割を果たすため、外観やねじとしての機能を損なうこと無く、ねじを切る難易度を下げることができます。
切り込み量は感覚で
ねじ切りの際の切り込み量は、大体の感覚で切っていきます。
上でも少し触れましたが、基本は径で0.3mmずつ削り、仕上げで0.1mmずつ削っていきます。
切り初めの方で負荷が少なく、びびりの心配がないなど安定したネジであれば0.5mm切り込むこともありますし、状況によっては逆に切り込みを減らして対応することもあります。
感覚が分かるまでは、教えてくれる人がいなければ先述のネジの切り込み表を参考にして切り込むと間違いありません。
ねじを切り終わったら必ず相手のナット(ボルト)と合わせ、きちんと入ることを確認しましょう。
削りすぎてはいけませんのでまずはナットが入らないくらいに切っておき、ナットが入るようになるまで合わせながら、ねじを数回に分けて仕上げていくと良いです。
こちらは汎用旋盤でのお手本の動画。
Xで見つけた動画ですが、私目線でも本当に速いです。ここまで速く切れるようになれば、ねじ切りはマスターしたと言って良いでしょう。
\なにわのスピードスター/
— 株式会社YSK@9月6日はスライドシャフトの日🎃 (@ysk_info) June 17, 2020
汎用旋盤でねじ切りをしています!
弊社の加工者にはNC旋盤より速く(弊社調べ)ねじ切りができると言われている職人がいます!
職人が加工している姿はやはりかっこいいですね! pic.twitter.com/NUUdJkMMFm
NC旋盤のネジの切り方
NC旋盤のねじの切り方は自動で制御してくれる部分が多く、汎用旋盤と比べてとても簡単に切ることができます。
まずは汎用旋盤と同様に直径を0.1mmマイナスさせて外径を削っておきます。
ですが、さらい刃のついているチップを使ってねじを切る場合、びびりが起きないクランプ条件が整ってさえいれば外径も問題なくさらえてくれるため、無理に外径をマイナスさせておく必要はありません。
プログラミングを行う
次にプログラミングです。
対話式のプログラミングではネジの大きさやピッチを指定するだけで自動で材質に合った回転数・切り込み量を入力してくれますので大変楽です。
対話のない機種を使っている場合は手打ちでプログラミングを行っていくことになります。
こちらの記事に手打ちでねじ切りのプログラムを作る方法を解説していますので、参考にしてください!
ねじの切込み方法もMコードで変更可能

先程解説した切り込み方法について、NC旋盤ではMコードを変えるだけで選択することができます!
両刃はNC旋盤では使うメリットがないため基本的には選択できませんが、千鳥切削(M33)、左側片刃切削(M32)、右側片刃切削(M34)をMコードで選択することができます。
オークマの対話では左側片刃切削がデフォルトになっています。
プログラムが完成したらあとは起動させてねじを切るだけです!
慣れないうちは、汎用旋盤と同じ要領ではじめは少し大きめに切っておき、ナットが入るまで少しずつ(直径値で0.15mmずつくらい)慎重に切っていきましょう。
NC旋盤では一度ワークを外すとねじを切り直せないため注意!
NC旋盤でのねじ切りもメリットばかりではありません。
NC旋盤は、汎用旋盤であれば比較的簡単なねじの切り直しが非常に苦手です。
そのためねじ切りの際にびびりが発生してしまうと、わざわざ汎用旋盤に持っていってねじを切りなおさなければならなくなってしまい、とても手間です。
NC旋盤でねじを切る際は特にびびりに注意し、突き出し量が長いなどびびりやすいクランプ条件で加工しているのであれば回転数や切込み量を十分余裕を持って低めに設定して行いましょう。
ただでさえねじ切りは刃物の当たる面積が大きくびびりやすい加工ですので、注意が必要になります。
びびりについてはこちらの記事で詳しく解説していますので参考にしてください!

ねじ切りは、腕が試される加工の一つ
いかがでしたでしょうか?
特に汎用旋盤において、ねじ切りは操作が難しく、腕が試される加工の一つです。
NC旋盤でもびびりが起きやすい加工ですので、切削条件の調整に経験が必要です。
その割に避けては通れないよくある加工ですので、この記事を参考にしながら加工していただけたらと思います!
コメント