
「なんか測定値ズレてる気がするけど、こんなもんかな…」
「毎回0点合わせって必要なの?」
そんな疑問を持ったこと、ありませんか?
マイクロメーターは高精度な測定ができる反面、「0点がズレていたらすべてが台無しになる」ような繊細な工具です。
でも安心してください。やること自体はとってもシンプルですし、“何に気をつければいいか”が分かればハードルも決して高くありません。
この記事では、
✅ アナログ・デジタル別の0点合わせの方法
✅ 校正に必要な道具とステップ
✅ ミツトヨ製のマイクロメーターを例にした校正方法
✅ JIS規格や校正証明のリアルな付き合い方
など、現場目線で本当に必要なことに絞って解説します。




マイクロメーターの0点合わせとは?
「0点合わせ」とは、マイクロメーターの測定精度を確保するための基本動作のこと。
例えば下画像の0~25のマイクロメーターであれば、測定面同士を完全に閉じた状態で、スピンドルが0にピッタリ合っている(デジタル式なら「0.000」と表示される)状態が理想的な“基準”です。
「この状態を0として測定する」という起点を正しく定める工程ですね。
この合わせがズレていると、すべての測定値が狂ってしまうため、精密さが求められる測定作業を行う前には必ず確認・調整しておく必要があります。

なぜ0点合わせが必要なのか?
マイクロメーターは非常に高精度な測定器。
だからこそ、たった数μmのズレが製品の品質に大きく影響します。
特に気温が顕著ですが、わずかな環境変化でも金属部分が伸び縮みして、0点がズレてしまうことがあります。
また、保管中にシンブル(スピンドルを回す部分)がぶつかるなどの物理的な要因でもズレが生じます。
製品の精度を正確に測定するうえで、「毎回正しく0点が出ているか」の確認は必要不可欠なんです。
0点ズレが起きる主な原因とは?
以下のような理由で、0点ズレは意外と頻繁に起こります:
• 使用中の衝撃や落下
• 測定面へのゴミ・油分の付着
• 気温差による金属の膨張・収縮
• シンブルの摩耗や緩み
• 長期間使用しなかったことによる変形
これらを防ぐためにも、精密さが求められる測定作業の前に「0点合わせ」を必ず行うようにするのが基本です。
一方で、0.005mm程度のズレが許容される測定であれば必ずしも毎回0点合わせを行う必要はないでしょう。
私も毎日は行っていませんが、狭い公差を測る前や、万が一公差を外したときのリスクが大きい製品を測る場合は、測定前に0点合わせを行っています。

マイクロメーターの0点合わせの方法は? アナログ・デジタルそれぞれで解説
マイクロメーターには「アナログ式」と「デジタル式」があり、どちらも0点合わせは非常に重要です。ただし、やり方や気をつけるべきポイントに違いがあります。
本項では、それぞれの0点合わせの流れや注意点を紹介していきます!
アナログ式マイクロメーターの0点合わせ方法
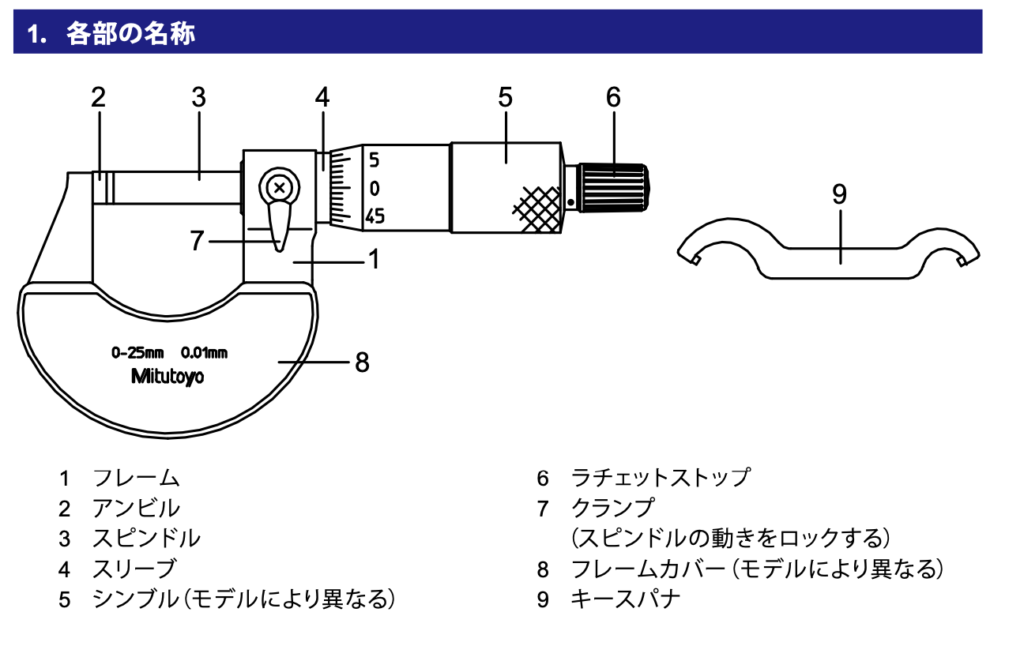
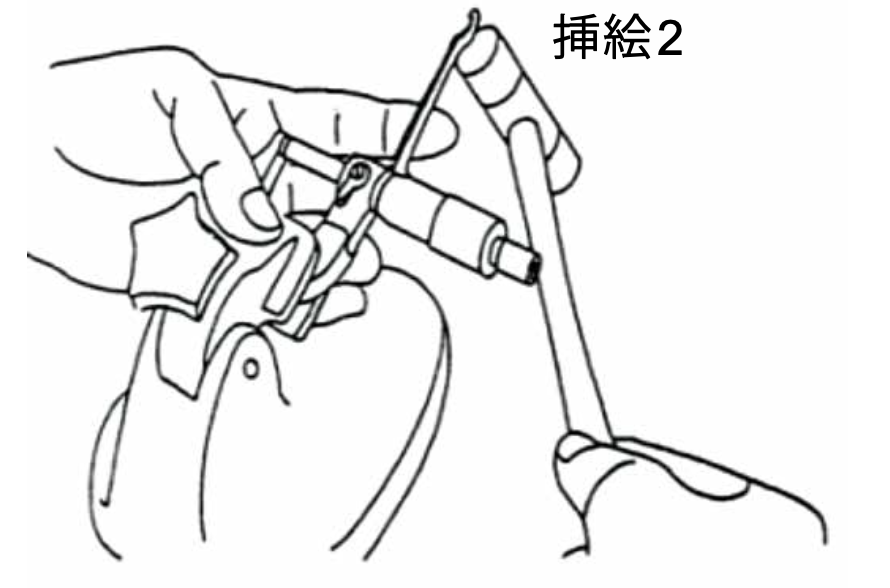
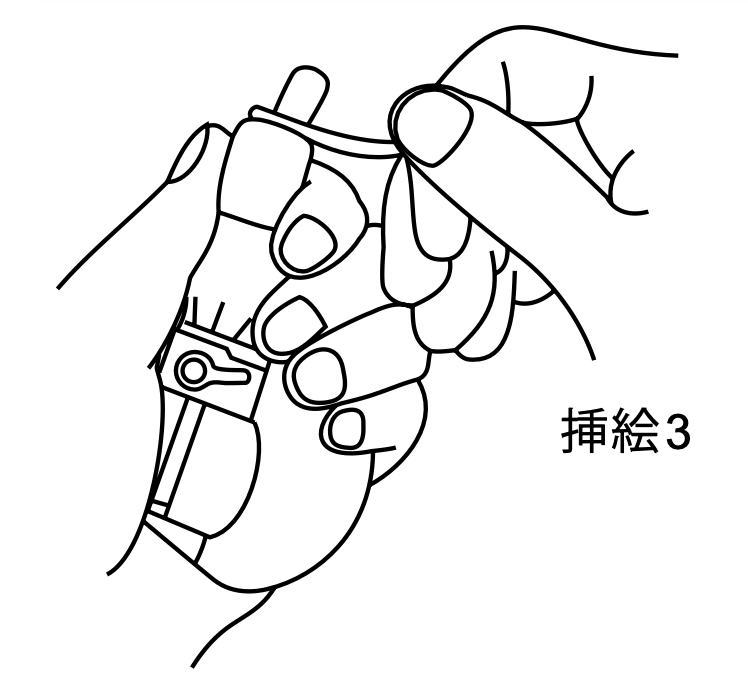
アナログマイクロメーターでは、スピンドルを回してアンビルに当て、目盛りの0がぴったり合うように調整します。ずれている場合は、クランプしてからキースパナを使ってシンブルを微調整することで合わせるのが基本です。
色々用語が出てきますので、用語については下画像をご参照ください。
大事なのは、「力をかけすぎない」ことと、「ラチェットストップを使って一定の測定力を保つ」こと。これだけで精度がかなり変わってきます。
「力をかけすぎない」というのは、勢いよくスピンドルを動かしてしまうと、測定圧が高くなり、正確な値が測れなくなる点に注意が必要ということです。ゆっくりスピンドルを動かして測定点にそっと当て、ラチェットストップを3回回して適正な測定圧をかけましょう。


デジタルマイクロメーターの場合の注意点
デジタル式の場合は、アナログ式より0点合わせが非常に楽になっています。
0.000表示がずれているときは「ゼロセット」ボタンを押せば0点がリセットされます。
例えばミツトヨの場合は2回「ORIGIN」ボタンを押すことでゼロセットができます。
ただし、測定面にゴミやバリがあっても「ゼロ表示」はされてしまうので、アナログのマイクロと同様に機械的にきちんとゼロ位置に合っているかの確認が必要です。
マイクロメーターの校正ってどうやるの?
マイクロメーターを長く正確に使い続けるには「校正(こうせい)」が欠かせません。
このセクションでは、校正のタイミングから、手順、そしてミツトヨ製マイクロメーターを例にした具体的なやり方まで、初心者にもわかりやすく解説します!
マイクロメーターの2種類の校正
マイクロメーターには、校正のために行わなければならない作業が2つあります。
1つ目はここまででも解説してきた0点合わせです。
そして、2つ目は測定できる最小値と最大値で測定値のばらつきがどの程度でるかという「精度確認」です。
マイクロメーター校正のタイミングと頻度
まず気になるのが「どのくらいの頻度で校正するべきか?」という点。
結論から言えば、精密な測定前に0点合わせ、半年に一度程度基準棒やゲージブロックで精度確認を行うことが最低限必要と思います。
さらに下記のようなタイミングでは要チェックです!
• 新品を開封したとき
• 落下や衝撃を与えてしまったとき
• 測定値に違和感があるとき
• 前回精度確認時と気温が大きく違うとき
とくに「ズレてないだろう」と思い込んで測り続けるのが一番危険。
手間でも、日頃の0点合わせに加え、半年に一度程度の精度確認はやっておくのがおすすめです!
校正で使う道具
• ゲージブロック
• マイクロメーター用基準棒(特に25mm以上のモデル)
• キースパナ(付属品)
これらは「JIS規格」に準拠したものを使うと安心です。
とくにゲージや基準棒は定期的に検査を受けているものでしたら安心です。
校正方法の基本ステップ
校正の基本は「正しい測定姿勢」と「基準値との比較」。
ここでは、一般的な手順をざっくり紹介します。
▶ 精度確認を含む校正の流れ(0〜25mmタイプの場合)
1. 測定面を清掃する
→ アンビルとスピンドルの接触面にゴミがないかチェック!
2. 0点チェック
→ 測定面を軽く接触させた状態で、ラチェットを3〜5回転させる。
3. 目盛を確認
→ スリーブの基準線とシンブルの0目盛がぴったり合ってるか?
4. ズレていたら調整へ
→ ±0.01mm以内のズレならスリーブを回して調整。
5. 25mmの基準棒、もしくはブロックゲージを測定
→ 25.000の値が出ることを確認。誤差が0.005以上になるようであれば、そのマイクロメーターは使わない方が良いでしょう。
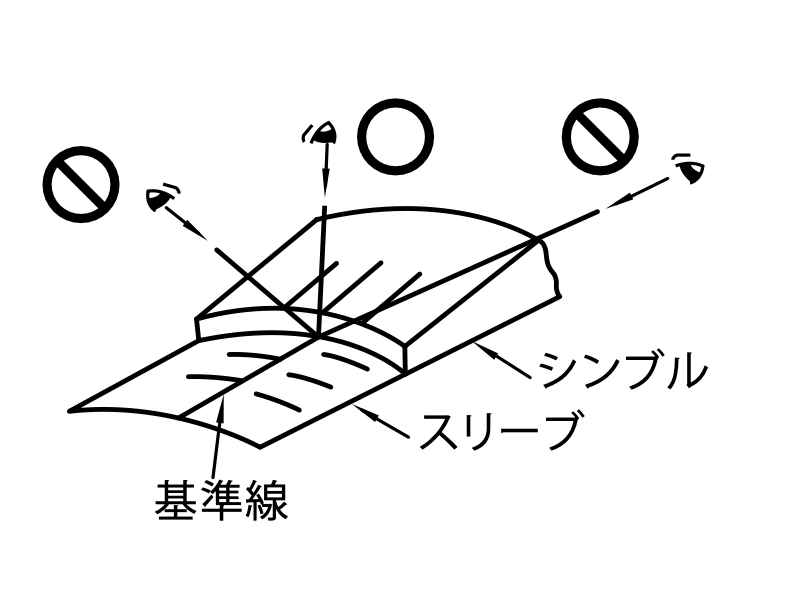
視差による読み取りズレに注意!
マイクロメーターのアナログ表示は、スリーブとシンブルで2段構えの目盛がついてます。
その「スリーブの基準線」と「シンブルの目盛線」は、少し高さズレていますね。
つまり、見る角度によって「この線が合ってる!」というポイントがズレて見えてしまうんです。
横から見ると、最大で約2μmも誤差が出ることも。
副尺付き(バーニア付き)のマイクロメーターなら、なおさら注意です!
正しい見方のコツは:
• スリーブとシンブルの合致点を真正面から直角に見る
• 目盛線の「中心と中心」を狙って読み取る
ちょっとした差に見えても、μm単位の測定では致命的なズレになることもあるため、意識しておくと良いポイントです。
ミツトヨのマイクロメーター校正方法
最も普及しているミツトヨ製マイクロメーターの校正手順を、取扱説明書に基づいてご紹介します。
調整手順(0.01mm以下のズレの場合)
• キースパナを使ってスリーブを回し、基準線をシンブルの0目盛に合わせる。
もっとズレていたら?(±0.01mm以上)
• ラチェットストップをゆるめて、シンブル全体をラチェット方向にずらす。
• 0点が合うように再調整したら、ラチェットストップを締め直す。
• 最後に微調整して0点合わせ完了。
基準棒を使った校正・調整方法
マイクロメーターの精度を維持するうえで、欠かせないのが「基準棒」を使った校正です。
とくに25mm以上の測定レンジを持つ機種では、基準棒を使う場合がほとんどです。(ブロックゲージを使用することも可能です)
ここでは、「基準棒って何?」「どうやって使うの?」という基本から、具体的な調整の手順まで、わかりやすく解説していきます。
基準棒とは?いつ使うの?
「基準棒(テストバー)」は、マイクロメーターの校正・基点合わせに使われる棒状ゲージです。
測定レンジが0〜25mmのマイクロメーターでは、スピンドルとアンビルを直接合わせて0点調整できますが、それ以上の長さ(たとえば50mmや100mmなど)を測る機種では、それだけでは校正できません。
そんなときに、この基準棒を挟んで0点調整することで、精度を保つことができます。
保証精度には種類がありますが、+-0.002mmの公差になっているのが基本です。

マイクロメーター 基準棒での校正手順
基準棒を使った校正は、ざっくりこの手順でOKです。
1. 測定面・基準棒を清掃
ゴミやホコリがあるとNG。キレイな布でふき取って油分を除去した上で、清潔な指や紙などでホコリを除去します。
2. 姿勢を整える
実際の測定と同じ姿勢で作業するのが基本です。
3. 基準棒をセットして測定力をかける
ラチェットストップを「3〜5回転」させるのが適正な測定力です。私の場合は3回回すようにしています。
4. 目盛を確認
シンブルのゼロ線とスリーブの基準線がぴったりならOKです。ズレていたら調整します。
シンブル調整のやり方と注意点
ゼロ点がズレていた場合は、先述のミツトヨのマイクロメーター校正方法に則ってシンブル側で調整するのが基本です。
合わせるのは少し難しいですが、ゆっくり動かして合わせるのがポイントです。動かしはじめは固く、大きくしか動かせないと思いますので、はじめに一度動かしてからその後でゆっくり調整するのがおすすめの方法です。
ブロックゲージを使った校正でもOK

基準棒の他に、ブロックゲージを使って校正を行ってもOKです。
ブロックゲージが鋼でない場合、熱膨張係数の違いにも注意!
ブロックゲージがセラミック等で鋼ではない場合、鋼でできたマイクロと熱膨張係数が異なりますので、その場合は20度で測定するか、熱膨張係数による誤差を計算して校正を行うのが理想です。
とはいえ、100mm程度までのマイクロでしたらその誤差はごくわずかですので、よほど精密な測定が求められる場合を除いてセラミックでも熱膨張係数を考えずに校正しても差し支えないでしょう。

校正証明やJIS規格って気にすべき?現場的な視点で解説
マイクロメーターの校正について調べると、まず登場するのがJIS(日本産業規格)です。
たしかに、JIS B 7502(外側マイクロメータ)では、構造や精度に関する詳細な基準が定められています。
たとえば、以下のような検査項目があります:
- スピンドル固定の性能
- 測定面の平行度・平面度
- 繰返し精度
- 測定力の安定性
- スピンドル送り精度やフレームのたわみ など
これらはどれも重要な指標ですが、実際の現場ですべてを満たす校正を毎回行う必要があるかというと、必ずしもそうとは言えません。
なぜなら、JIS規格はあくまで製品出荷時の性能を保証するための設計基準であり、使用中の計測器管理まで完全に網羅した内容ではないからです。
「使用目的に応じた校正」が現実的な選択
すべてのJIS項目に沿った校正を行えば、当然ながら精度の裏付けとしては安心です。
しかしその一方で、コストや校正対応機関の制限という課題も出てきます。
実際には、多くの現場で「必要な項目だけを絞り込んだ校正」を採用しており、それは決して間違いではありません。
たとえば以下のようなケース。
- 加工公差が比較的広いワークを測定している
- 頻繁な使用がないため、簡易的な確認で足りる
- 社内規定で独自の管理基準を設けている
こういったケースでは、JIS規格のすべてを厳密に守る必要はなく、使用実態に合った管理方法が優先されるべきです。
大抵の現場では、0点合わせと定期的な精度確認でOK
大抵の現場では、精密な測定前の0点合わせと、先述の半年に一度の精度確認を行えば十分です。
私の現場でもそのように対応しています。 自身の現場で求められる精度に合わせて、過剰になりすぎない管理を行うことが重要です。
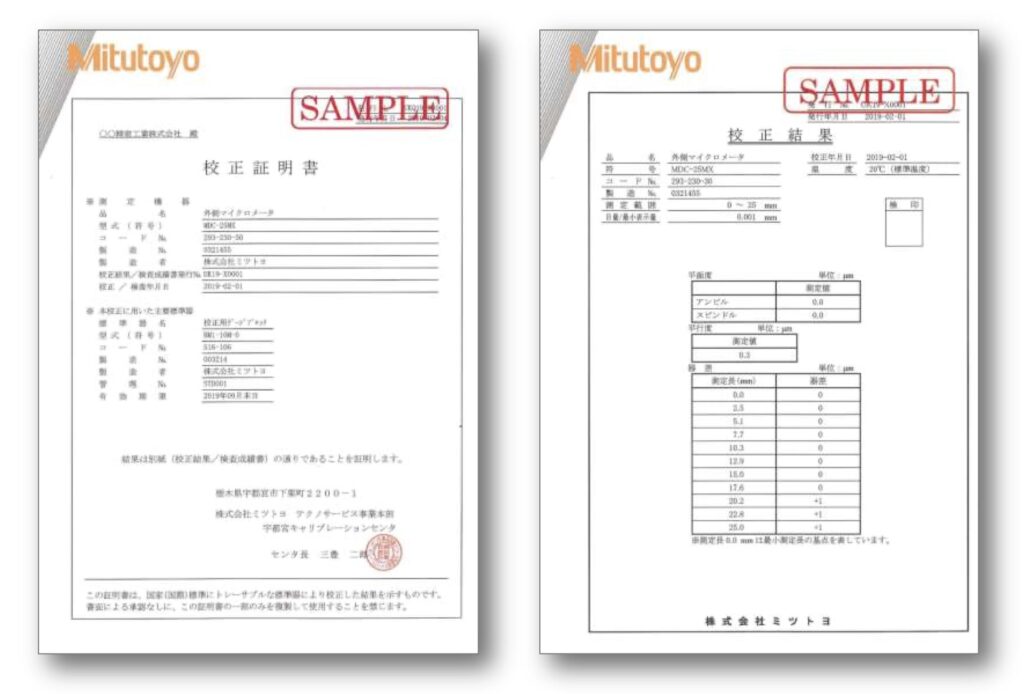
校正証明書は“内容を見る”ことが大事
例えばミツトヨでもそうですが、 マイクロメーターの検査を依頼し、校正証明書を発行してもらうことができます。
校正証明書を受け取ったら、「どの項目を検査したのか」をきちんと確認するようにしましょう。
業者任せにするのではなく、自社の検査レベル・品質保証の方針と照らし合わせ、
- 過剰な検査になっていないか?
- 測定に必要な精度をカバーできているか?
といった観点で見直しておきましょう。特に検査の外注は大変コストがかかるため、過剰検査について確認し、 必要なもののみ外注することが大切です。
JIS規格は校正における有力な指針ですが、それに過度に縛られすぎる必要はありません。
実際の測定環境や製品仕様に合わせて、必要な精度とコストのバランスを取ることが、現場では最も現実的です。
校正内容は、“何となく”ではなく、“何のために”実施するか。
それを明確にすることで、適切でムダのない計測器管理が可能になります。
よくある疑問Q&A
ここでは、日々マイクロメーターを使う上でよくある素朴な疑問を、現場視点から解説していきます!
Q:0点合わせ後に測定値が微妙にズレるのはなぜ?
A:温度・ゴミ・締め付けすぎが原因の可能性大
0点バッチリ合わせたはずなのに、実際に測ってみると「なんか0.005ズレてる…」なんてこと、ありますよね。
その原因、こんなケースが考えられます:
• 測定面にゴミや油がついていた
• ラチェットを強く締めすぎた(測定圧オーバー)
0点合わせがうまくいかない理由は大抵がこの2つです。しっかり掃除したつもりでも、拭いた際のホコリなどが残っている場合があります。また、初心者によくあるのが、自分の思ったところにメモリを持っていくために、余計に測定圧をかけてしまうこと。自分の調整が信じられないためにやってしまうことです。
測定やゼロ合わせを何度も繰り返し経験することで、こういったミスはなくなっていきます。
他にも手の熱での膨張や、視差によるズレもありますが、主には上に書いた2つが多いです。
0点合わせ後は、何回か試し測定してズレがないか再確認しておくと安心です。
Q:校正は外部に出すべき?社内でできる?
A:目的次第!社内点検でも十分なケースがほとんどです。
「校正=絶対に業者に出すべき」と慣れていないと思ってしまう環境もあるかと思いますが、社内でも十分に管理できます。
外部校正が必要なケース:
• 製品に寸法証明を付ける必要があるとき
• ISO認証に関連する管理品(要校正証明書)
外部校正には「証明書の発行」「JIS準拠のチェック」などが含まれるので、当然そこそこのお金もかかります。
お客さんの意向がある場合のみ外部校正を行うくらいでちょうど良いでしょう。
❓Q:基準棒の保管ってどうしてる?
A:油を塗っておきましょう
基準棒、棚の隅にポンと置いてませんか…?
実はそれ、めちゃくちゃ危険です!
保管のNGポイント👇:
• 常に直射日光が当たるところ → サビの発生、熱膨張でのズレ
• ケースなしで裸のまま → ぶつけて微妙に変形の可能性
• 素手でベタベタ触ったまま → 手の油でサビ発生
✅ 正しい保管方法:
• 使用後は油を塗布+防錆紙で包むもしくはフタをしておく
• 定位置に収納(他の工具と接触しないように)
まとめ|0点合わせと定期校正で、マイクロメーターは長く正確に使える!
ここまで、マイクロメーターの「0点合わせ」や「校正方法」について、現場目線でしっかり解説してきました。
最後に大切なポイントをもう一度まとめておきましょう。
正しい0点合わせが精度の基盤
マイクロメーターを使ううえで、「0点が正しく合っているか」は最も基本であり、最も重要なチェックポイント。
毎日のように行う必要はありませんが、狭い公差を測る前や不安なときは必ず確認しておきましょう。
基準棒・シンブル調整も覚えておこう
0〜25mmタイプなら直接合わせでOKでも、それ以上は基準棒の出番。
使い方をマスターすれば、どんなサイズのマイクロメーターも安心して使い続けられます。
また、0点がずれていたら、キースパナによるスリーブ調整や、シンブルの微調整でリカバリー可能。最初は戸惑うかもしれませんが、慣れると5分もかからず調整できるようになります。
校正は面倒でも、安全な測定結果のためには欠かせない!
JISに準拠するか、独自管理でいくかは現場の判断でOK。
ただし「自分たちが必要とする精度に対して、ちゃんとチェックができているか?」を意識しておくことが大切です。
「面倒だからそのまま測っちゃえ!」は、小さなズレから大きなミスに繋がる一歩です。
0点合わせ方法はこちらからすぐチェック
測定精度=信頼性。
マイクロメーターは、単に「測るための道具」ではなく、製品の品質を保証するための最後の砦です。
ぜひ、今回ご紹介した内容を参考に、マイクロメーターの使い方や管理の精度をワンランクアップさせていってください!


コメント