


汎用旋盤、NC旋盤のどちらを使う上でも、シャフト形状の加工を行うのに欠かせないのが心押台です。
ワークを安定的に支え、長尺ワークのびびりや逃げを抑えるのに必須の、大変便利な機能です。
本記事では、心押台とは何かというところから、読み方、仕組みと構造、心押しの方法、プログラム、調整の方法など、心押台について網羅的に解説しました!




心押台(テールストック、押しコップ)とは?
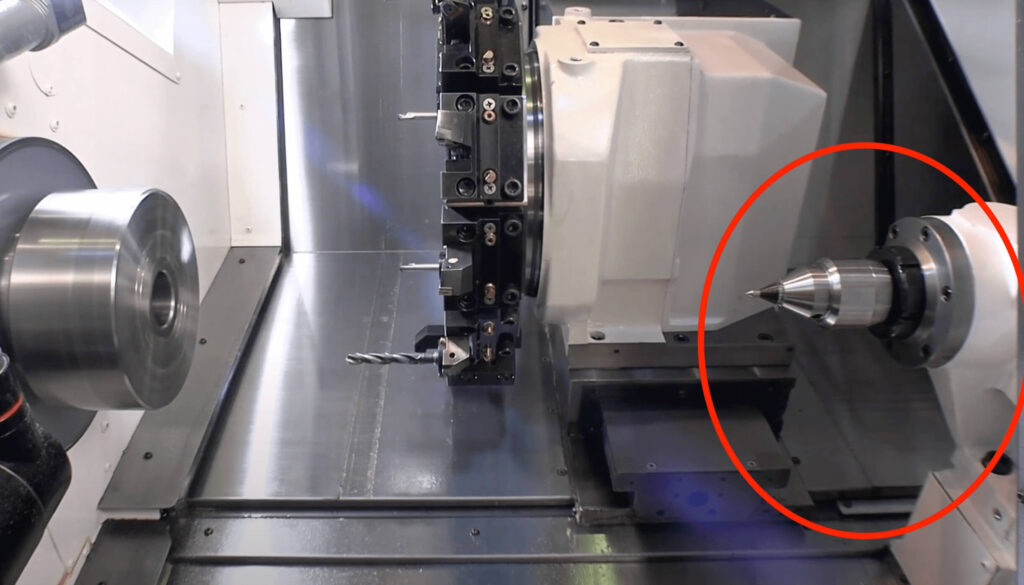
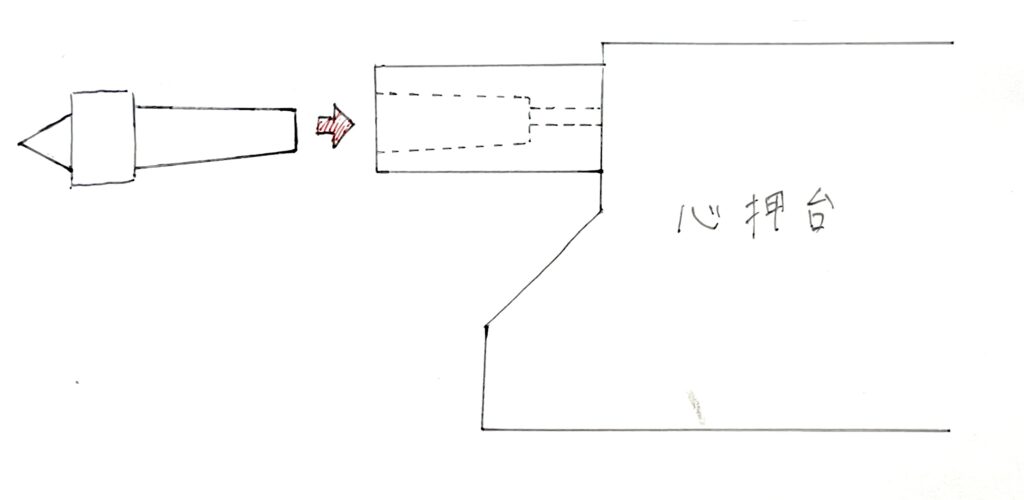
心押し台(テールストック、押しコップ)とは、下画像のように旋盤において主軸(回転する部分)と対になって設置されており、心押しセンタによってワークの先端を支えることで、たわみ・びびりを抑制するためのものです。テールストックや、押しコップとも呼ばれます。
基本的に、「心押しセンタ」(下画像参照)を取り付けて使用します。
NC旋盤においては特殊な例外を除いて心押台には心押しセンタしか設置しませんが、汎用旋盤では、心押しセンタの他に穴あけ工具やタッピング用の治具も取り付けます。
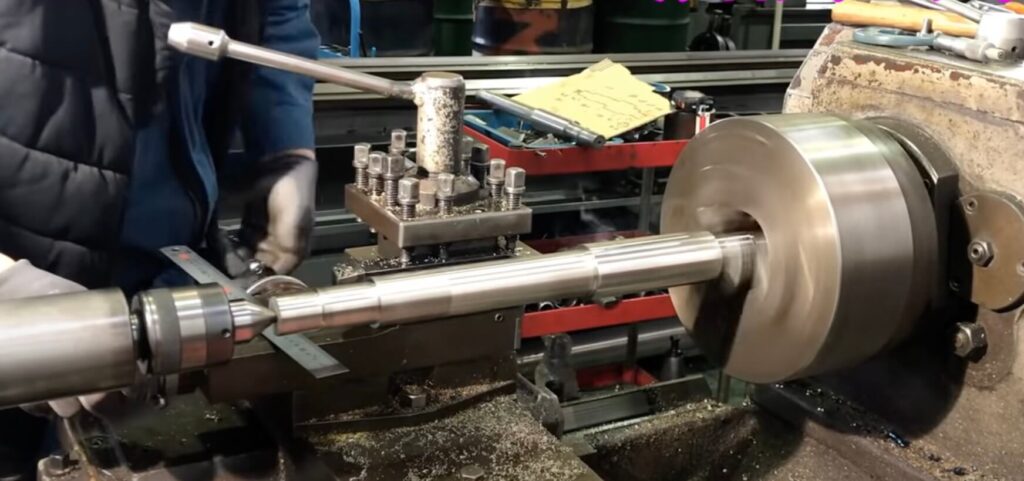
下に掲載した汎用旋盤の写真では、心押台にドリルチャックが取り付いています。



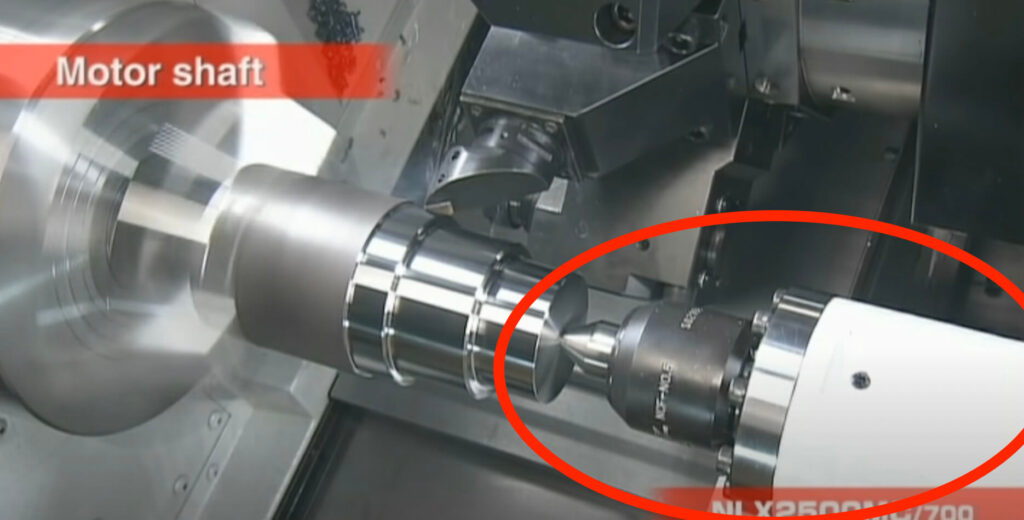
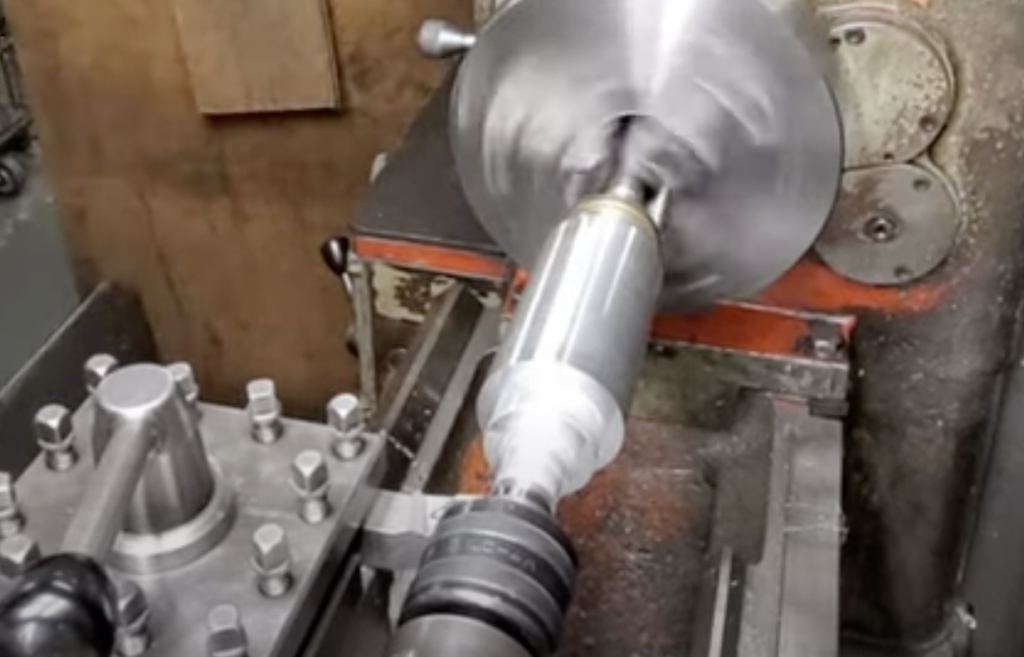
心押台を実際に使用している画像を下に掲載しました!
長尺のワークを削るにあたって、主軸の反対側を支えている様子がわかるかと思います。
NC旋盤と汎用旋盤の両方で頻繁に使われる、大変重要な機能です。
心押台の読み方
心押台は、しんおしだいと読みます。テールストックや、押しコップとも言います。
芯押し台という書き方もたまに見かけますが、国語辞典で検索したところ、やはり「心押し台」の書き方が正解になります。
心押台はなんのためにあるの?
心押台は、ワークのびびりや逃げを抑えるための機能です。
例えば、先程も掲載した下画像のワークでしたら、心押し台がないと、見た目にもワークの突き出し長さがかなり長くなってしまうのがわかるかと思います。
心押しのない不安定な状態で刃物をあてて削ろうとすると、びびりやたわみのみならず、回転による遠心力でクランプが外れ、ワークが吹っ飛んでしまう可能性もあり大変危険です。
心押しを行えば、ある程度の長さまでなら長尺でも安定して精度の高い加工ができます。
びびりについてはこちらで詳しく解説しています。

心押台の仕組み・構造
心押台は、モールステーパーと呼ばれるテーパーのついた穴があいた形状をしています。
そのテーパー穴に、心押しセンタを挿入することで心押しが可能になります。
そして、通常はテーパー穴が主軸の回転中心と同軸になるように心押台の位置精度が調整されているため、ワークの曲がりなく加工を行うことが可能です。
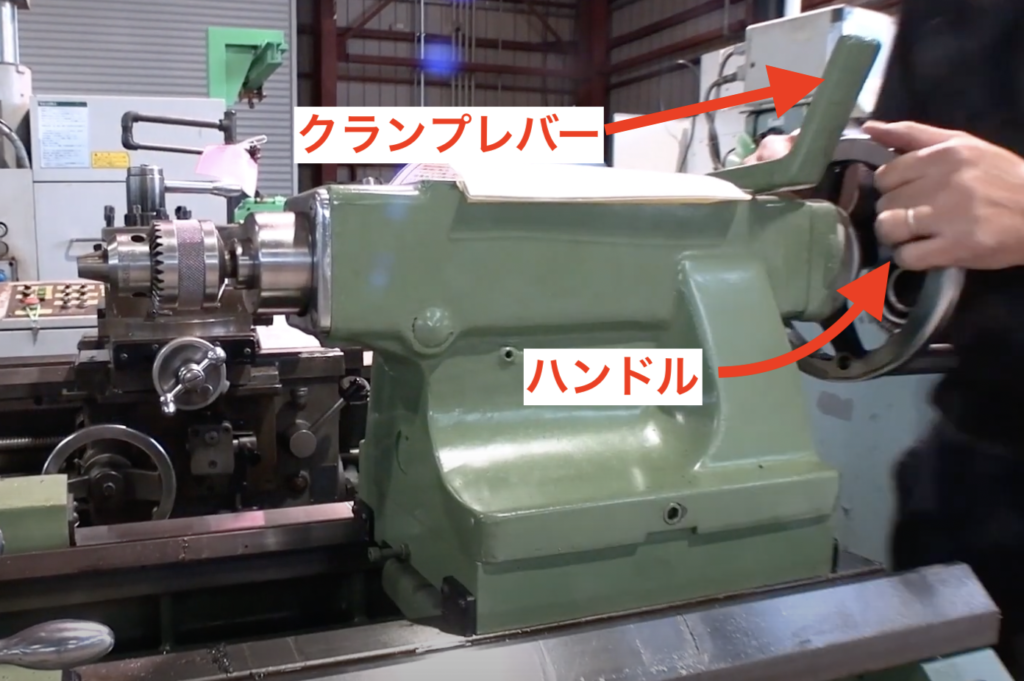
汎用旋盤の心押台は、ハンドルを回すことで心押し軸が前後する仕組みになっています。また心押し台本体は手で摺動面を滑らせることで動かし、クランプレバーで固定を行います。
NC旋盤の場合は、心押し加工に機能が限定されているため、ハンドルも心押し軸もありません。機械操作による心押し台自体の前後のみで操作を行います。
心押し加工に使用する「回転センタ」
心押し加工を行う場合、心押台に心押しセンタを取り付けます。心押しセンタには、主に先端が回転する「回転センタ」と、先端が回転しない「固定センタ」の2種類があります。
基本的に回転センタを使うことがほとんどですので、本記事では回転センタに絞って解説します。
先程も掲載した写真ですが、こちらが回転センタになります。
黒い部分にベアリングが内蔵されており、黒い部分から左が回転する仕組みになっています。
この尖った先端部は角度が60°と決まっており、先端部をはじめとしたテーパーの部分でワークを支えて加工を行います。
心押し加工の仕組み
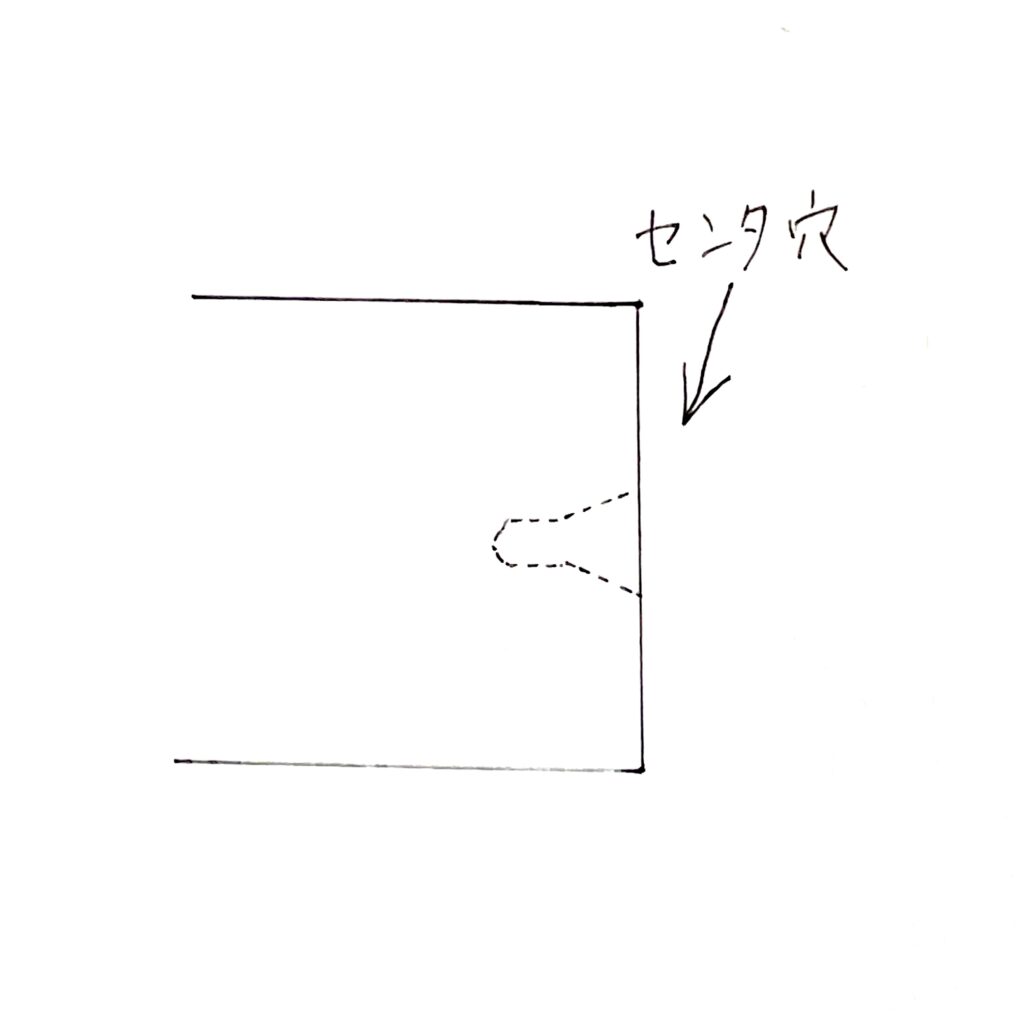
心押し加工では、センタ穴に心押台を押し当てることでワークを支えます。
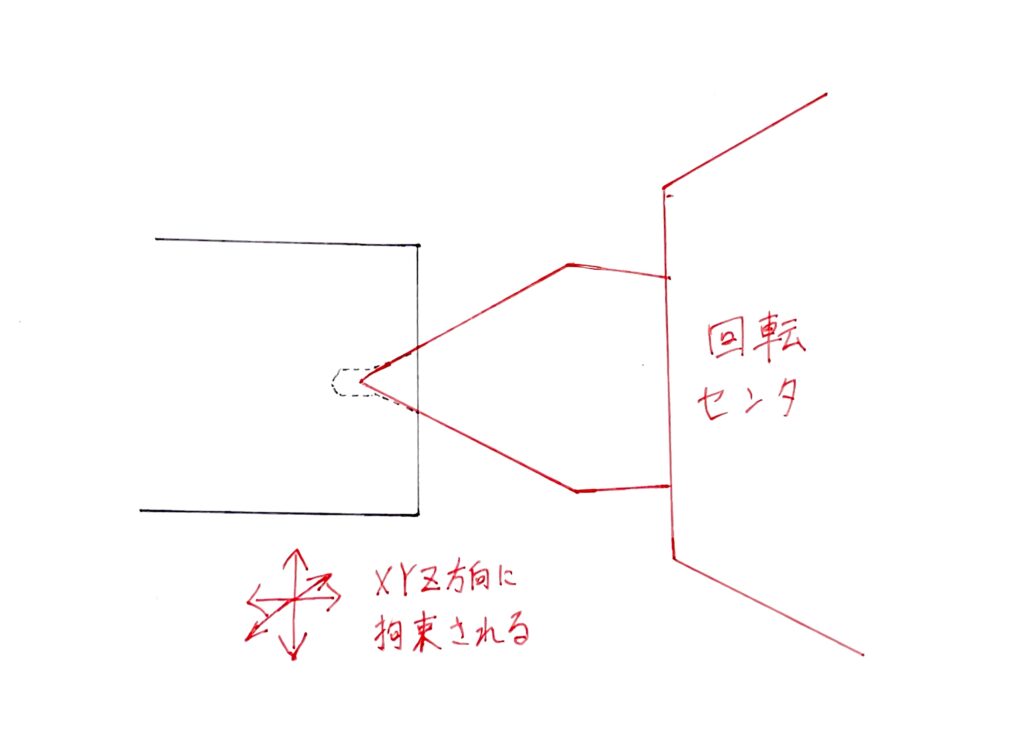
心押し加工を行うためには、まずセンタ穴を開ける必要があります。センタ穴はセンタドリルという専用のドリルを使って加工します。センタドリルの角度は心押しセンタのテーパー角と同じ60°になっているため、センタ穴は心押しセンタのテーパーと面で接触し、安定して支えることができます。
この形状で支えることで、図のように左右方向(Z方向)だけでなく、上下前後方向(XY方向)にもワークの動きを制限することができるため、安定してワークを支えることができます。

どんなときに心押し加工を行うのか
心押し加工を行う場面は、以下のような状況です。
- びびりやすい・逃げやすい形状のワークの加工
- 負荷やワーク重量が大きい
- クランプが不安定な加工
- 両センタ加工
シャフトなどの長尺ワークは、心押し無しで加工を行うと大抵の場合びびりや逃げが発生し、外観や精度が極端に悪化しますので、それを抑えるために心押し加工を行います。最もよく心押し台使う場面ですね。
びびらない状況でも、加工負荷やワーク重量が大きい場合やクランプが不安定な場合は心押しを行うことがあります。それによって、ワークが動いたり、クランプが外れて吹っ飛んだりといったトラブルを防ぐことができます。
両センタ加工は、心押しのメリットを最大限に活かした、高精度な製品を加工できる加工方法です。詳しくは後述します。
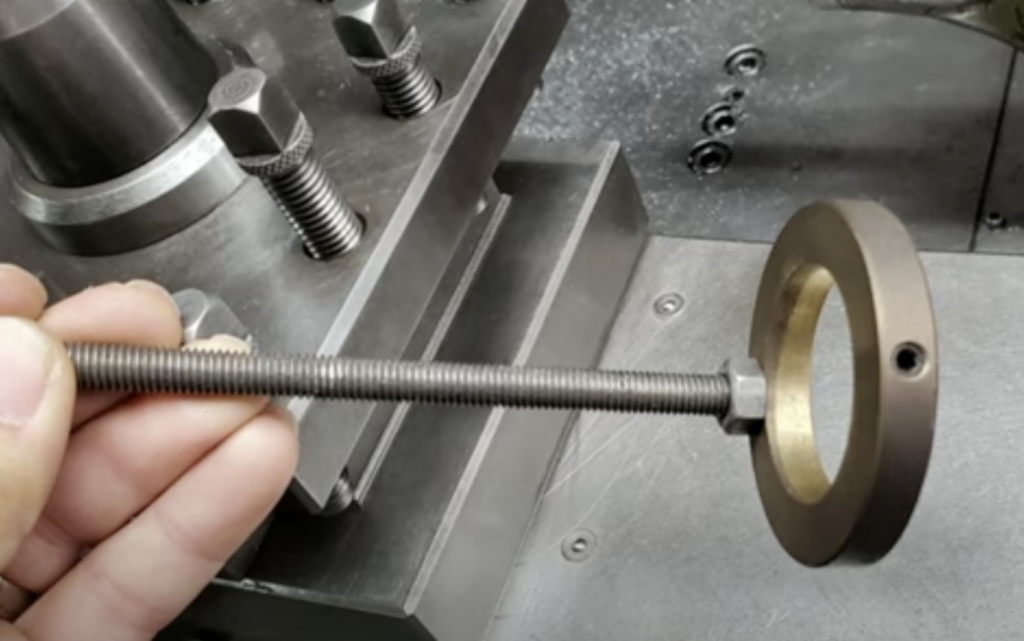
また、応用的な使い方としては、面盤などを使ったクランプでの芯出しに活用することもあります。穴が中心に空いたワークだと心押台を使うことでワークを中心に位置決めすることが可能ですので、それを利用して芯出し作業を効率化することができます。
心押台を使う突き出し長さは?
長いワークで心押し加工を行うといっても、具体的な目安があったほうが心押しを行うかどうかの判断がしやすくなりますね。
私は基本的に3D(直径の3倍の長さ)以上の突き出し長さの場合心押しを行っています。
つまりφ30のワークであれば、基本的に突き出し長さが90mm以上で心押しを行ようにしています。
3Dくらいの長さが丁度、逃げやびびりを無視できなくなってくる長さだからです。
特にNC旋盤では、心押台の段取りを行うほうが時間がかかりますので、3D未満なら心押台は最小限の使用に留め、時間効率を上げていきたいところですね。
両センタ加工で高い振れ精度を実現できる!
両センタ加工は、その名の通り主軸と心押台の両方にセンタを押し当て、その状態でワークを回転させて加工する方法です。
両センタでは芯がずれることが構造上ほぼ起こらないため、同軸度を高精度に出すことができます。そのため、両センタは精度が必要な円筒研磨でも活用されます。
両センタそのままでは主軸回転の駆動をワークに伝えられず、空回りしてしまうため下画像のような「ケレ」という治具を使ってワークに主軸の駆動力を伝えます。
また、後述するドライビングセンタという治具を使う方法もあります。

両センタ加工は、他のクランプ方法と合わせてこちらの記事でも解説しています!
心押台の精度について
心押台を扱うにあたって、その位置精度は重要なポイントになります。
本項では、心押台の精度の必要性や調整について解説しました!
心押台の位置精度が出ていないとどうなる?
心押台の設置位置は、主軸の回転中心と同軸の位置にあるのが理想になります。
これがズレていると、心押台を使ってシャフトを削ったときにテーパーになってしまいます。
具体的には、汎用旋盤の場合、心押台が奥側(Xマイナス側)にあるとワークが先太になり、手前側(Xプラス側)にあるとワークが先細になってしまいます。
(NC旋盤だとXマイナスが手前で、Xプラスが奥側になります。)
こうなると真っ直ぐな寸法公差を出す難易度が大きく上がりますので、心押台はしっかり調整を行った上で使うようにしましょう。

心押台を調整するに当たっての必要な精度
基本的には、心押台は0~0.005mm先細方向(Xマイナス方向)に調整します。
もちろん完全に主軸と同軸になるのが理想ですが、誤差が0.001mm程度の完璧な位置精度というのはなかなか実現できないため、上記くらいの精度で十分です。
相手とのはめあいを考えて、テーパーになるのであれば先太より先細の方が良いとされています。
0.005mm以内に調整されていると、長尺のシャフトの公差を入れる際に体感的にも本当に楽になりますので、しっかり時間をかけて、できる限り正確に調整するようにしましょう。
心押台の調整方法
ここからは、汎用旋盤とNC旋盤に分けて、主に汎用旋盤について具体的な調整方法を解説します。
汎用旋盤の心押し台調整
旋盤のレベルだし
まずは、測定作業を行う前にかならず旋盤のレベル出しを行っておきましょう。
このレベルが出ていないと、旋盤全体がねじれていることになり、心押台の精度にも影響します。レベル出しをするだけで心押台の精度が出てしまうことも多いくらいです。これを怠ると、旋盤がねじれた状態で心押台の精度が出ている状態になり、心押台の位置によって精度がばらついてしまいます。
送り台に水平器をX,Z両方向2つ、直角になるように設置し、送り台が左端にあるときと右端にあるときで両方とも水平が出いている状態にレベルを調整しておきましょう。
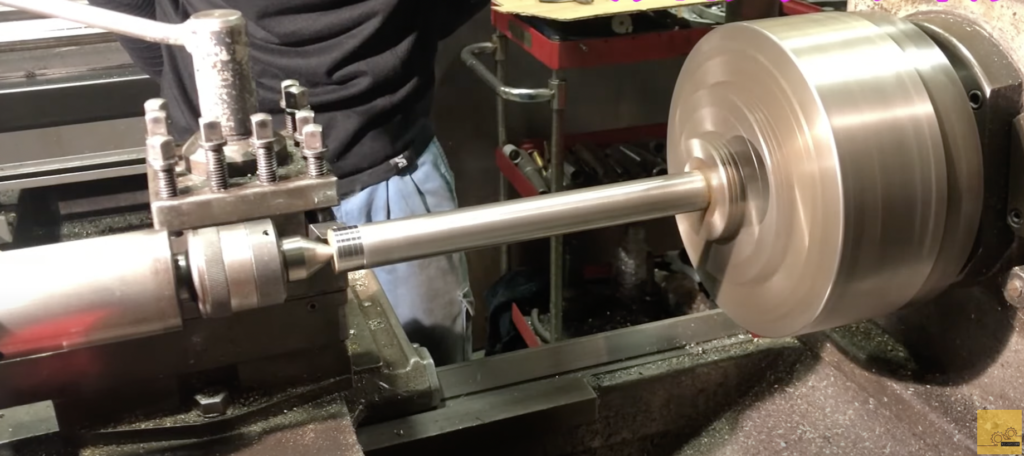
シャフトを削って心押台のズレを測定
心押し台の調整のためには、まず芯押しを行った状態でシャフト状のワークを削るところから始めます。
このとき、削るワークは太すぎず細すぎず、下画像くらいの丁度よいものを使うようにしましょう。太すぎると心押台がズレていてもワークが心押台になじまず、心押台のズレの測定を正確に行うことができません。一方で細すぎるとワーク剛性が低く、びびりや逃げが発生してしまい、正確に測定できません。 逃げのない程度に剛性が高すぎないシャフトを使いましょう。
シャフトを削ったら、どのくらいテーパーになるかをマイクロメータで測定します。
例えば0.02mm先太になったとすると、心押台は0.01mmXプラス方向にズレていることがわかります。心押台が工具から遠い側にズレているほどワークは先太になるのは、感覚的にもわかりやすいかと思います。
この作業を行い、どちらの方向にどのくらい心押台を動かせばよいかを把握しておきましょう。
心押台の調整
いよいよ心押台の調整作業を行っていきます。
心押台は、下画像の赤丸で示した箇所にあるボルトで調整することができます。このボルトが反対側にもあり、その二箇所の締め・ゆるめで調整を行います。
多くの旋盤ではボルトを締めると手前側に動きます。まず反対側をわずかに緩めておいて、ボルトを締めることで調整するのがポイントです。
心押台がどのくらい動いたかを把握するために、オレンジの丸で示したようにダイヤルゲージを設置しておきましょう。ダイヤルゲージの針を読むことで、どのくらい心押台が動いたかを把握することができます。
調整が完了したら、再びシャフトを削り、テーパーになっていないことを確認しましょう。0.005mm先細程度までまっすぐ削れていれば調整完了です。


NC旋盤の心押台調整
NC旋盤の心押台にも、汎用旋盤の心押台と同じようなボルトがついています。
たしかそのボルトでNC旋盤の心押台も調整可能だったと思います。ですが、NC旋盤の心押台の調整はプロに任せることをおすすめします。
NC旋盤の心押台が狂うときは工具の衝突等によりかなりの衝撃が心押台に加わった場合です。心押し台とともにタレット(刃物台)の調整が必要なことも多く、調整はかなり難易度が高いですので、機械メーカーに任せてしまうことをおすすめします。
こちらの記事を参考にしてください!
心押台を使う上での適正推力は?
心押し台を使ってワークを削る際、意外と重要なのが心押し時の推力です。
汎用旋盤ではハンドルで心押しを行うため手の感覚で推力を決め、NC旋盤では数値設定にて推力を指令します。
汎用旋盤の場合
汎用旋盤は手の感覚で押すので文章で伝えるのが難しいですが、推力は強くしすぎないことがポイントです。
心押台のハンドルの取っ手を握ってグイグイ押してしまうと大抵の場合強すぎる推力になってしまいます。
推力が強すぎると、心押しセンタのベアリングからのびびりが発生しやすくなったり、長尺で剛性の小さいワークだと曲がってしまうこともあります。
ハンドルの外周を軽く握って手を滑らせながら押す程度の力が丁度よいです。それでも十分ワークのびびりを防止する効果が得られます。
なお、心押台のハンドルは、取っ手が重力で下がったときに巻き戻らない位置に合わせておきましょう。時計の針で例えると12時〜6時の間に取っ手の位置が来るようにします。
6時〜12時に取っ手を持ってきてしまうと、最悪加工中にハンドルが取っ手の重みで巻き戻ってしまい、心押し軸が引っ込んで製品が不良になったり事故が起きてしまう可能性もあります。
NC旋盤の場合
私の扱っているNC旋盤、オークマのLB3000EXの場合、推力は0.5~3.0kNくらいの範囲で設定することができます。最低は0.5kNです。(3kN以上の推力まで設定できるかもしれませんが、通常は0.5~2.0kNくらいまでしか使わないため、この範囲と覚えても差し支えありません。)
NC旋盤では、基本的に1.0kNに設定しておけば問題ありません。
重いワークなど、強く押さえておきたい場合は2.0kNなど強めに設定するようにします。
φ5などの細長いワークの場合は心押しの推力によってワークが曲がってしまうため、最小値の0.5kNに設定しておきましょう。
NC旋盤のプログラムで心押しを行う方法
NC旋盤では、基本的にプログラムで心押しの指令を行います。
基本的なプログラムの流れは以下のとおりです。Mコードは、私が普段使ってるオークマLB3000EXのOSPのものになります。
M847 (心押台を端まで後退)
M157
端面荒
センタドリル
端面仕上げ
M156 (心押し台前進)
M55
M56
外径加工
M55 (心押台を端まで後退)
M847
このプログラムを動かせば心押し台を使った加工を行うことができます。
心押しのプログラムを動かす前にはNC旋盤の操作盤でアプローチ点と定寸位置を設定しておきましょう。LB3000EXでは、「教示モード」というモードに変更した上で手動で心押し台をワークに当てて、定寸位置を設定します。
工具と心押台の衝突に厳重注意!!!
大変重要なポイントとして、NC旋盤で心押しを行った際は工具と心押しの干渉が起こらないプログラムを組むようにしましょう。
通常通りにプログラムを組むと、多くの場合工具が心押台に衝突してしまいます。そのため、X+方向のリミットを通りながらワークにアプローチするプログラムにすることで干渉を防ぎます。難しく書いてしまいましたが、要は工具が心押台を避けて通るようにすればOKです。
例えばOSPの対話であれば工具経由点Xを最大値に設定しておくことで衝突を回避できます。手打ちでも同様に、心押台を回避する工具パスでプログラムを組む必要があります。
機械の衝突が起こると、修理が完了するまで機械が動かせない上、多額の調整費用がかかってしまい、さらにぶつけ方が悪ければNC旋盤の精度が永久的に狂いかねません。2重3重に確認を行い、絶対に衝突がおこらないように注意しながらプログラミングを行いましょう。
万が一ぶつけてしまった場合の記事もこちらに書いていますので、参考にしてください!
心押しセンタの種類
心押し台に取り付けて使う心押しセンタにも様々な種類があります。本項ではその一部をご紹介します!
回転センタ
回転センタ(ローリングセンタ)はベアリングが内蔵されており先端が回転する、最も基本的な心押しセンタです。
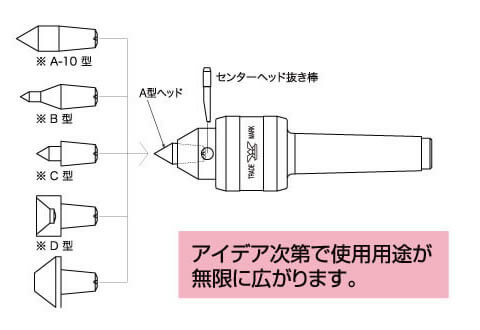
私がおすすめするのが、先端取替式の回転センタ。画像のように先端(センタヘッド)のみをとりかえることができるタイプの回転センタです。
剛性が必要なときは太いセンタヘッド、干渉が問題となるときは先端の細いセンタヘッドと、使い分けることができ大変便利です。取替作業も10秒程度で完了します。
下の記事で詳しく解説していますので、興味のある方はぜひご覧ください!


レースセンタ(固定センタ)
レースセンタは、小型の旋盤で用いられることのある回転しないタイプの 心押しセンタです。
ベアリングの機構がないため最も振れが小さくなる高精度なセンタです。
一方でワークとの摩擦が発生してしまうため、一般的な旋盤加工ではあまり使われません。

傘型回転センタ
穴があいた比較的大きいワークを支持する際に使用するのが傘型回転センタです。主に汎用旋盤で使います。
穴に60°の面取りを加工しておき、その面取り部を支えることで大きいワークも保持します。
傘型回転センタにも様々な大きさがあります。ワークに合ったサイズを使うことで干渉を防ぐことができ、私の勤務先にも3種類あります。
傘の大きさを広げる、テーパーのフタの治具を作ることで、サイズを拡大して使うことも可能です。

ドライビングセンタ
ドライビングセンタは、ワークドライビングセンタやフェイスドライバとも呼ばれ、ケレがなくても両センタ加工ができるように駆動力を伝えられる心押しセンタです。
こちらは心押し台にではなく、主軸に掴んで使用します。
下画像のように、センターの周囲にツメが配置されており、この爪は強く押し込むと引っ込むような可動式になっています。独立して爪が動くため、斜めになった端面に対しても使えるようになっています。
両センタ加工は高精度な同心度が必要な加工に大変重宝するため、それがやりやすくなるドライビングセンタは大変便利な道具です。
一方でデメリットとして、ツメで端面を保持するため、端面に傷が入ってしまう点が挙げられます。
ツメが当たる部分には仕上げしろを残しておき、傷が入った部分は最後に削り落とすようにする必要があります。


心押台は旋盤加工に必須の機能!
心押台は旋盤加工に必須の大変重要な機能です。
しっかり精度が出ている必要があったり、推力の設定や心押しセンタの選定など、覚えておかないといけないポイントも多いです。
一方で、基本的な機能ですので、一度覚えてしまえばNC旋盤でも汎用旋盤でもそれほど難しくはありません。
心押台を使いこなせるようになれば、加工の幅も大きく広がります。本記事を参考にして頂いて、ぜひやったことがない加工にも挑戦してみてください!

コメント