


現役旋盤工が教えるNC旋盤のプログラミング基礎講座第1弾です!
プログラミング講座といっておいてなんですが、今回はプログラミングを行う前に知っておくべき基礎知識を解説していきます!
旋盤で扱う軸や原点の概念をまずは理解することで、スムーズにプログラミングを覚えられます。




旋盤は2軸を使う
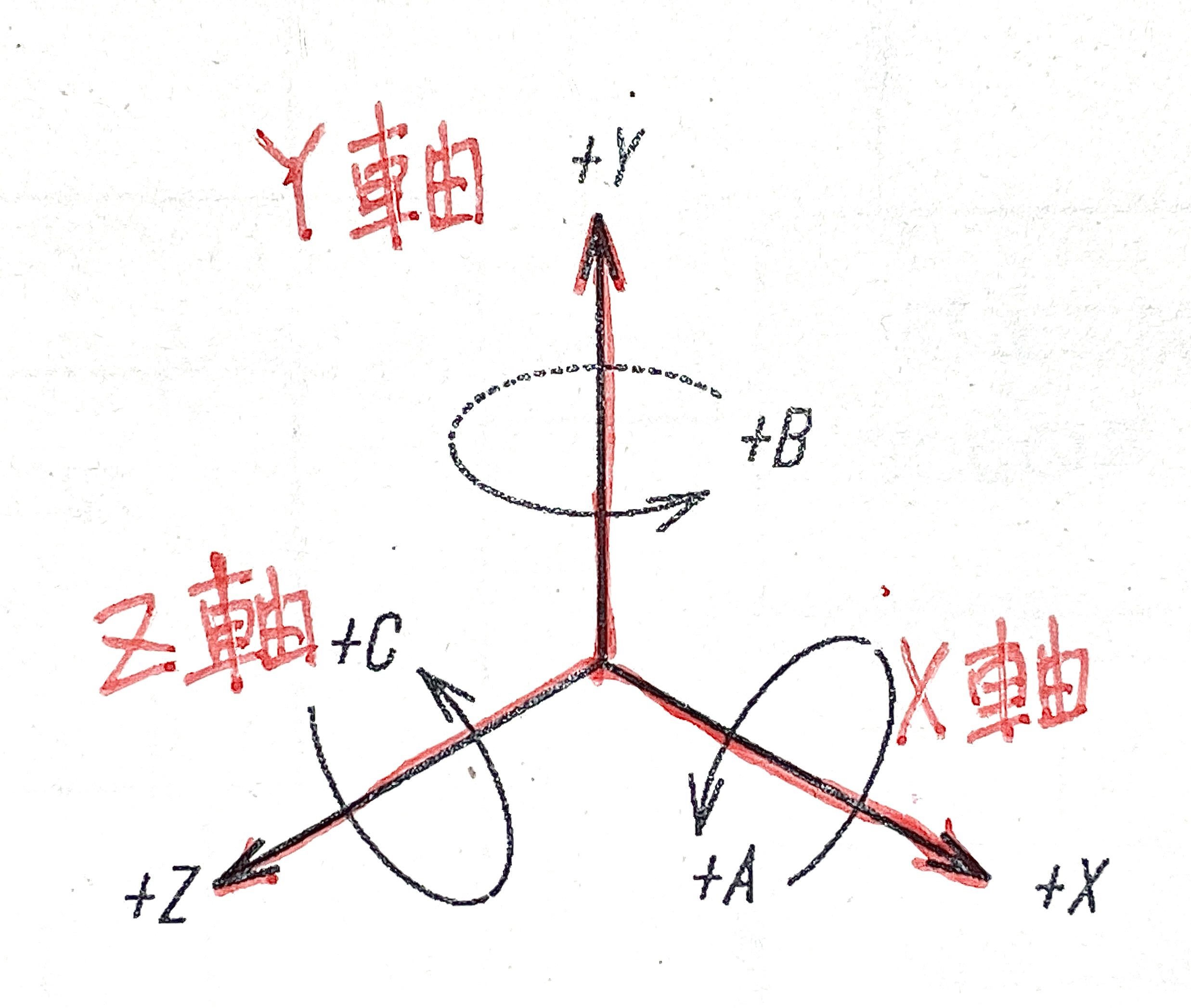
座標軸の基本三軸は、上のようなX,Y,Z軸で表されます。
イメージとしては、横方向にX軸、奥行き方向にY軸、高さ方向にZ軸と考えておけばOKです。
そのうち、旋盤のプログラミングで使うのはX軸とZ軸の2軸です。
ワークの径方向がX軸、長手方向がZ軸になります。
プログラム原点はここにとる

NCプログラムを作るには、プログラムの基準点を決める必要があり、その基準点のことを原点といいます。
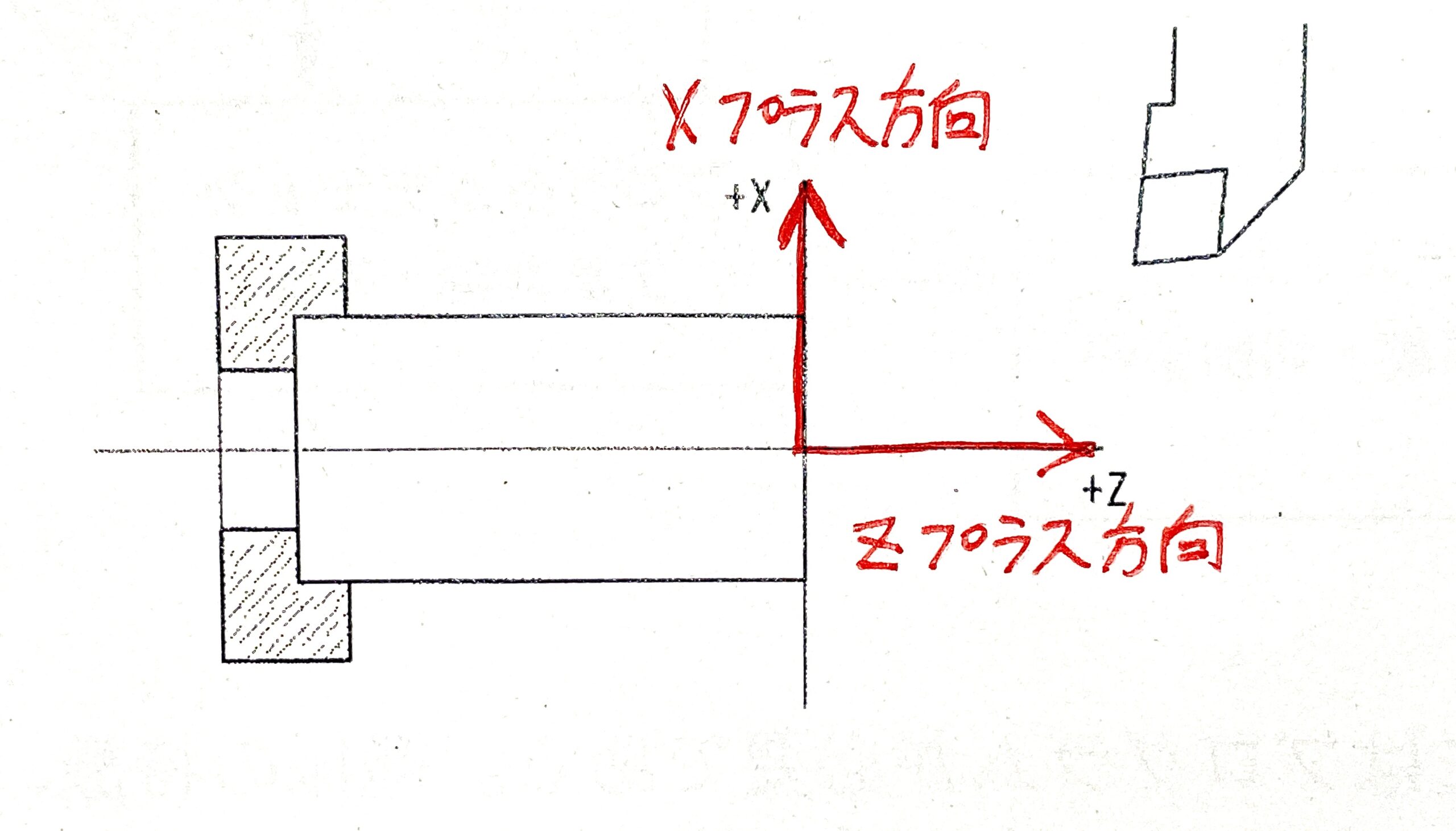
ほとんどの場合は画像の赤字で示した右仕上がり端面を原点にとります。
X軸の原点はワークの中心と決まっていますので、設定する原点はZ軸だけになります!
小数入力と整数入力
工具を動かすために数値を入力しますが、その数値入力の際にポイントがあります。
【ファナック】50と入力しても0.05mmの位置の指令になる!?
移動量の最小単位が0.001mmの機械の場合、「50」と入力しても0.05mmの指令になってしまいます。その理由は、ファナックの制御装置では基本的に最小単位(多くが0.001mm)の何倍かで座標を表すからです。
例えば「50」と入力した場合では0.001の50倍で0.05mmとなってしまうわけです。
この入力方法を整数入力といいます。
一方、最後にドットをつけ、「50.」と入力した場合は数字通り50mmを指示します。
この入力方法は小数点入力といいます。
ミスのもとになるため、プログラムを組む際は必ず小数点入力を使って入力するようにしましょう。
オークマの制御装置は入力した数値通りに動く
上記の話はファナックの制御装置の場合です。
私の勤務先でも使っているオークマの制御装置(OSP)では「50」と入力すると50mmを指示するため、何も考えることなく入力していくことができます。
アブソリュート方式とインクリメンタル方式
刃物を動かすための指令の方式は、二通りあります。
アブソリュート方式とインクリメンタル方式です。
アブソリュート方式
まずはアブソリュート方式の場合を解説します。
この方式は、示す点をすべてプログラム原点からの座標値で表します。
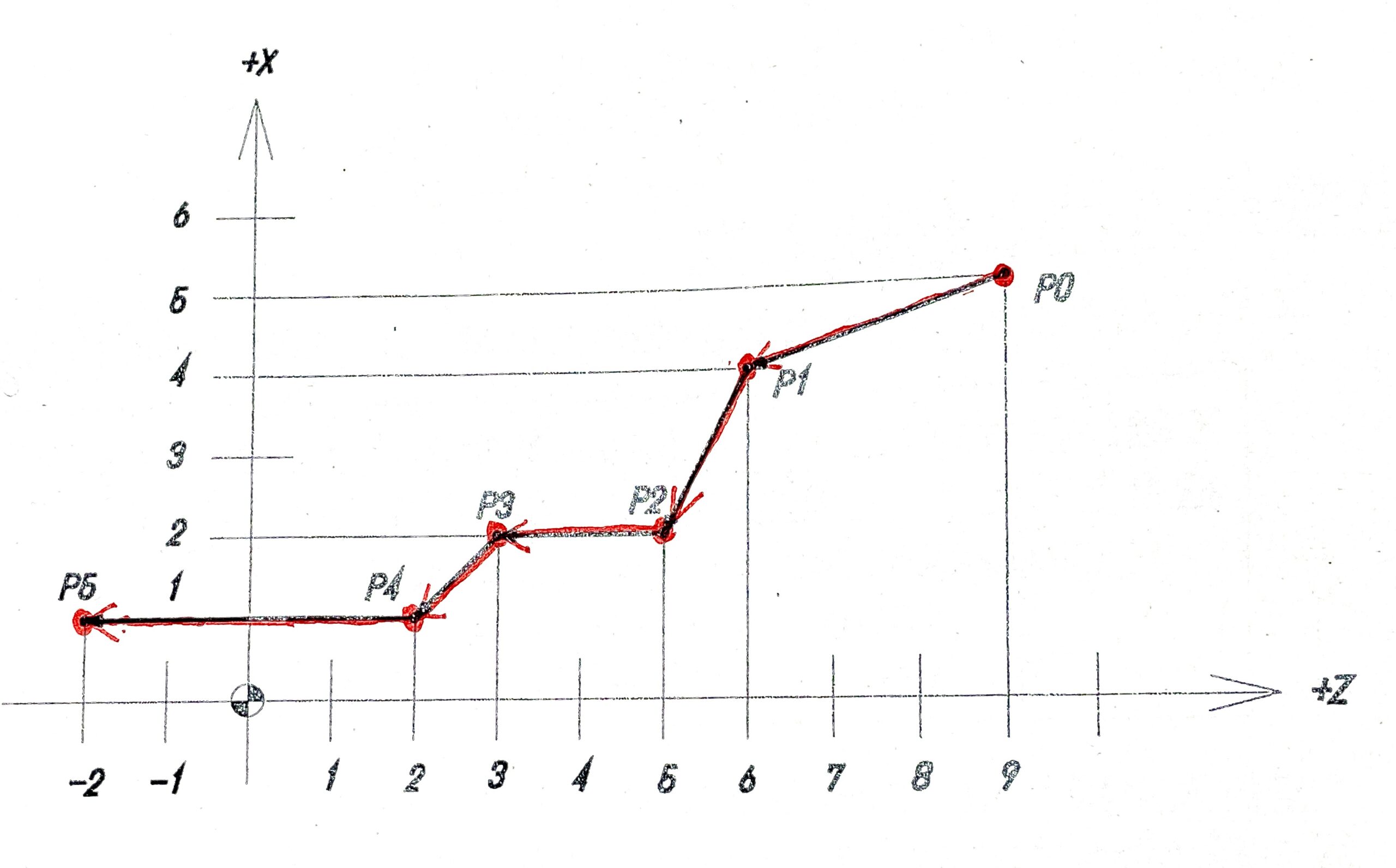
つまり、上の図を例にすると・・・
点P0をスタートし点P1へ移動:X4.Z6.
P1からP2へ移動:X2.Z5.
P2からP3へ移動:X2.Z3.
P3からP4へ移動:X1.Z2.
P4からP5へ移動:X1.Z-2.
となります。点の座標を入力すればその位置に移動するイメージです。
インクリメンタル方式
次にインクリメンタル方式です。
基本的にアブソリュート指令を使うことになるため、興味のない方は読み飛ばしてください。
ただプログラムを組む際に、アブソリュート方式を指示するコードを入れることになるため、インクリメンタル方式についても知っておくと移動方式を選択する意味を理解できるかと思います!
インクリメンタル方式では現在点からの距離と方向で指令する
インクリメンタルでは現在地を基準として移動量を入力します。
こちらは先程と同じ図です。
これをインクリメンタル方式で指令するとこうなります。
点P0をスタートし点P1へ移動:U-1.W-3.
P1からP2へ移動:U-2.W-1.
P2からP3へ移動:U0.W-2.
P3からP4へ移動:U-1.W-1.
P4からP5へ移動:U0.W-4.
使うのはアブソリュート方式のみ
プログラミングの際は、方式間違いによるミスを防ぐためアブソリュート方式のみを使うようにします。
X軸方向は半径値ではなく直径値で指令する

NC旋盤でのプログラムは、X軸方向は半径値ではなく直径値で指令します。
例えば図のA点はX25.Z0ではなく、X50.Z0.と指令します。
特にマシニングの経験がある方はごっちゃになりやすいため覚えておきましょう!
次回はいよいよプログラム!
今回はプログラムを学ぶ前の基礎知識についてご紹介しました。
次回はいよいよ実際のプログラムを紹介していきます!!


コメント