
ポリテクセンター中部、機械加工技術科の職業訓練に半年間通いましたが、現場でとても役に立った知識がある反面、「ここも教えてくれてれば助かったのになー」ということが振り返ったらいくつかあります。
職業訓練を経てNC旋盤等の機械加工の仕事に就く予定の方は、本記事の知識を頭に入れておくと役に立つと思います。




ねじ切りの逆転させないやり方

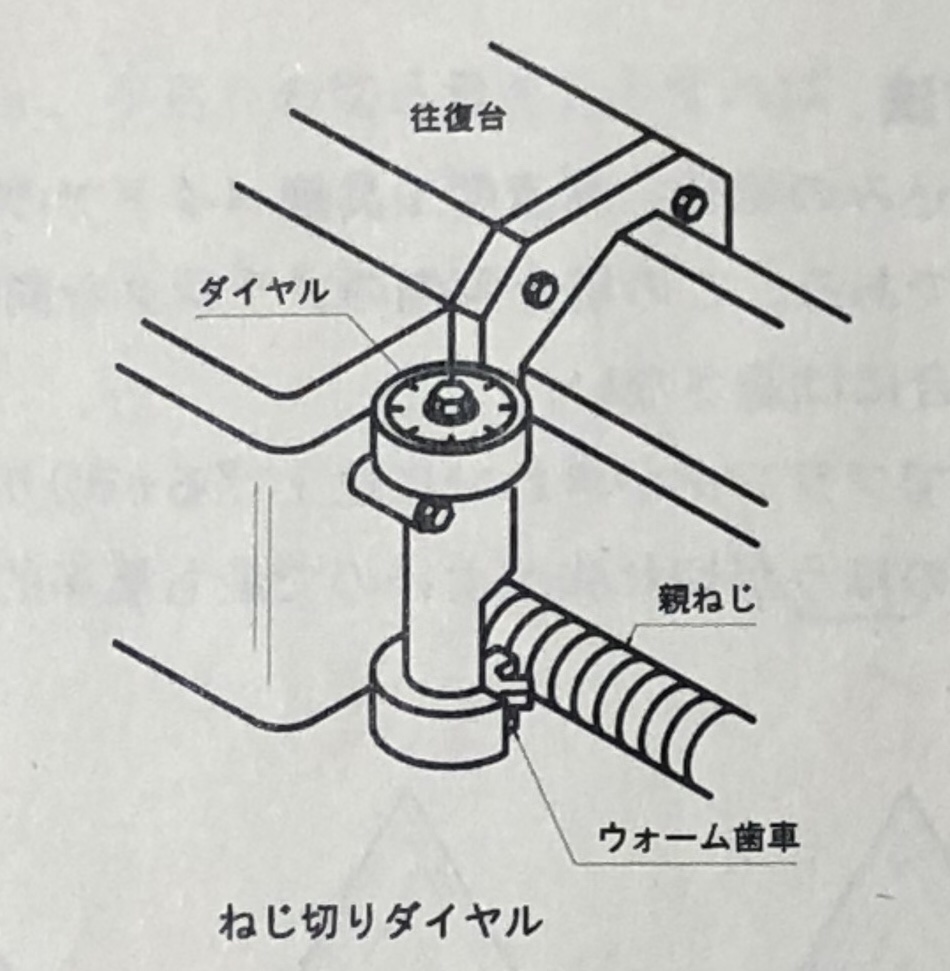
以前やり方をまとめたことなのですが、汎用旋盤のねじ切りには主軸を逆転させる方法とねじ切りダイヤルを使う方法の2種類があります。
そのうち現場で主に使うのはねじ切りダイヤルを使った方法なのですが、職業訓練では主軸を逆転させる方法しか使いませんでしたし、説明もありませんでした。
確かにねじ切りダイヤルを使ったねじ切りは旋盤のメーカー等機械ごとに特色があり、使い勝手が変わってしまうので統一的な実習は難しいという側面があると思います。
ですが実際現場ではねじ切りダイヤルを使うことが主なので、実習では逆転を使ってネジを切ったとしても、ねじ切りダイヤルの解説や、ギアの交換方法、送りの入れ方など、お手本だけでも見せてくれていればありがたかったです。
汎用旋盤のギアボックスやカミソリ、機械の水平出しなど調整やメンテナンスの知識
NC旋盤では必要ありませんが、汎用旋盤だかからこそ必要となってくるのが調整やメンテナンスの知識です。
例えば私は汎用旋盤のギアボックスを開けたこともありませんので(今度機械があったら開けてみようと思います)、ギアの交換方法やメンテナンス方法を見せてもらえていれば助かりました。
さらに現場に入るまで全く知らなかったのがカミソリの調節によるガタ調整です。職業訓練の機械なので実際にいじって実習というところまでは無理かと思いますが、先生のお手本でどのような仕組みになっているかくらいは教えてもらえていれば助かりました。
汎用旋盤の水平出しも同様で、これがズレてしまうと長尺の芯押し加工がテーパーになってしまうので、定期的に直さなければなりません。水平器を使った水平出しに関しても教えてもらえていれば助かったと思います。
グラインダーの実習
砥石関連の安全教育や、バランス調整の授業があった割には、実際に両頭グラインダーで何かを研ぐ実習は全くありませんでした。
その割には溶接や板金の実習は1〜2週間ほどかけてしっかり行ったので、その時間を少なくしても両頭グラインダーを使わせてほしかったと思います。
勤務先では特に汎用旋盤でバイトを研ぐ際に両頭グラインダーはよく利用しますし、タップの先端を落とす際やφ20以上のキリを研ぐのにも使います。
なので職業訓練でその研ぎ方を教えてもらっていれば、より安全に作業できるようになったと思います。
欲を言えば、汎用旋盤のバイトを自分で研ぐ方法も実習できていれば助かりました。
ローレット加工の実習
旋盤を使うにあたって、いずれ必要になってくる加工がローレット加工です。
学習項目のなかにはちゃんとローレット加工があるのですが、実習ではローレットをかけることはありませんでした。
特に転造ローレットは機械に負荷をかける加工なので、間違ったやり方をしてしまうと機械を痛めてしまいます。
そのような加工だからこそやらなかったのかもしれませんが、教えてもらえると助かりました。
以下参考です

マシニングやNC旋盤の実際の操作
マシニングセンタ・NC旋盤の授業は8割プログラムの作成などの座学で、実際に機械を操作できたのは1割もありません。
ポリテクセンター中部にはそれぞれ1台ずつしか機械がないので仕方ないことではありますが、プログラムと同じくらい工具の段取りやワークの段取りも大事ですので、機械をもっとさわらせてもらえればとても良い経験になったと思います。

コメント