

職業訓練で様々なことを学びましたが、実際に現場で役に立つのかということは気になるポイントだと思います。
今回は職業訓練で学んだどんな知識が現場で役に立ったかをまとめてみます!
ちなみに私が通った職業訓練は、ポリテクセンター中部の機械加工技術科です。
学んだ内容のリストはこちらにまとめてあります↓




図面の読み方を学べた
職業訓練で図面の読み方を学んでいたことによって、就職してからスムーズに図面を理解する事ができました。
とくに役に立ったのは、幾何公差と表面粗さの指定について。
幾何公差は、円周振れ公差や垂直度、平行度をよく目にしますが、それを知っていたのは大変役に立ちました。
表面粗さも、特にRaとRz、一発二発三発を知っていたため、どのような図面指示かも理解できましたし、ノーズRと表面粗さから送り速度を計算する機会もありました。
RaとRzは知識が無いと混同しやすく、知らずに4倍違う表面粗さで加工してしまう可能性もあったので、特に役に立ったと思います。
測定器の扱い
測定器、具体的にはノギス、マイクロメーターを始めとし、ハイトゲージ、デプスマイクロ、シリンダーゲージ、ダイヤルゲージ等・・・なんかを職業訓練で学びましたが、これらが扱えるようになっていたことは本当に役に立ちました。
これらも職業訓練の知識がなければ全て使い方をゼロから教わらなければなりませんでした。
恥ずかしながら職業訓練に通うまではノギスの使い方も知らなかったので(^^;
ノギスに関しては、ノギスの上部で段の測定ができますが、社内の上司も使っていない使い方なので、きっと職業訓練で学んでなければ今でもこのノギスの使い方は身についていなかったでしょう・・・。
定盤の扱いについて
定盤は精度のでたものなので、上にものを置いたり、ハンマーを扱う場合に使ったりなど乱暴に扱ってはいけませんよね。
勤務先にも定盤があったので、この知識は役に立ちました。
ヤスリの基礎
手仕上げの工程でヤスリを使いましたが、前方向に送らないと削れないということなどは現場でも役に立ちました。
砥石の危険性
両頭グラインダーのバランス調整を授業で行いました。実際にグラインダーでものを削ることがなかったため、グラインダーの扱いについては身につきませんでしたが、知識として砥石は危ないものをいうことを知ることができました。
このことは教えてもらっていないと大変危険なことで、例えば砥石が割れたときのために立つ場所に気をつけるなど、注意していないといけません。
現在もグラインダーは使わない週はないくらいよく使うので、気をつけて使っています。
ポンチを使ったボール盤での穴あけ
ポンチでマーキングして穴あけを行うことは、旋盤担当でも全くないわけではありません。
面盤や生爪に穴をあけるなど、精度のいらない穴あけには必須の技術です。
職業訓練を受ける前はポンチという言葉も知らなかったので、学んでおいてよかったと思います。
汎用旋盤加工の講義と実習
これに関しては私の仕事内容なので、やったこと全て役に立ちました。
中でも現場では教えてもらえなかった知識を挙げていきます
切削速度の計算
私が入社する前は、勤務先ではNC旋盤も一定周速を切って定回転で加工していました。
ですが職業訓練で学んだ切削速度の知識があったため、一定周速で加工するように変えたところ、加工時間を短縮でき、さらに刃物の持ちがよくなりました。
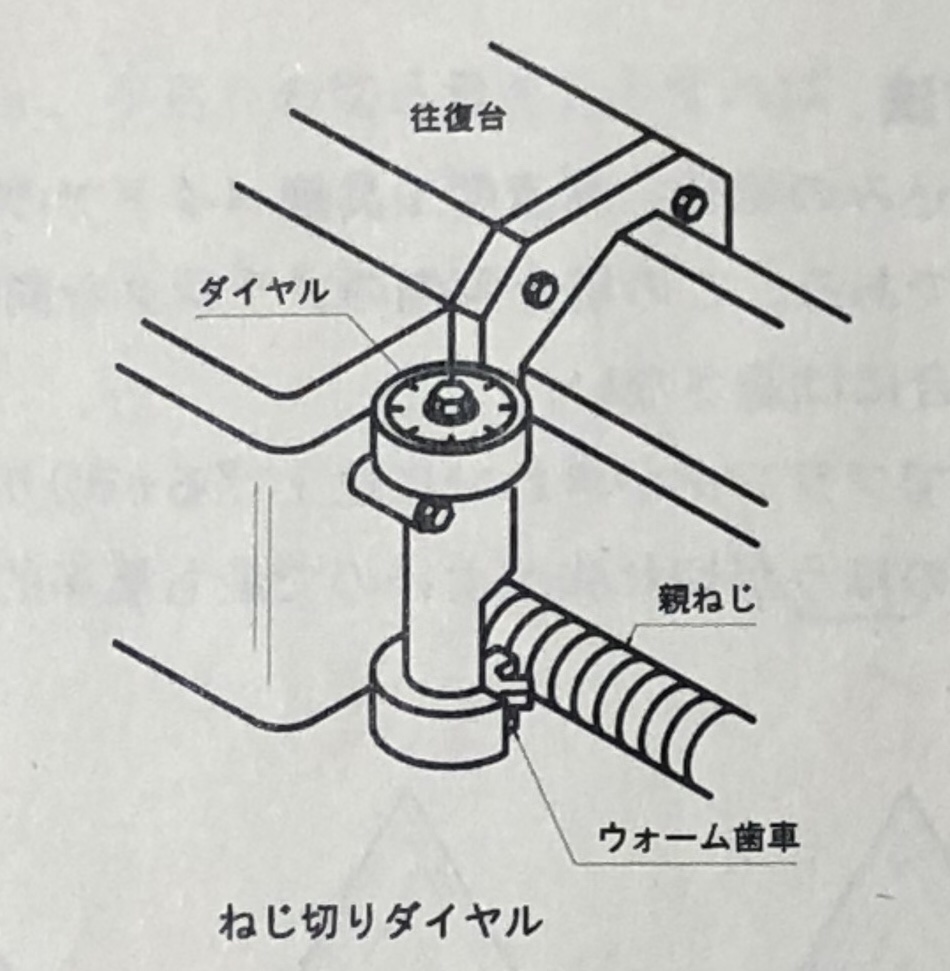
ねじ切り加工
勤務先にはNC旋盤があるため、正直汎用旋盤でねじ切り加工をすることは滅多にありません。
だからこそ、教えてもらえる機会もほぼなく、職業訓練でねじ切りを学んでいなかったらねじ切りでもっと苦労していたと思います。
現在も1年に1回くらい汎用旋盤でねじを切らないといけない仕事がきますが、加工することができています。
4つ爪チャックの扱い
職業訓練では、基本的に4つ爪チャックを使って実習を行いました。
ですが、勤務先で使っているのは3つ爪チャックです。なので、職業訓練でやっていなかったら2点芯出しなど4つ爪チャックの知識は今でも身についていなかったと思います。
4つ爪チャックを知っていると、偏心加工などのとき、4つ爪チャックを選択肢の一つとして考えることができます。 いまだ使ったことはまだありませんが(^^;
芯出し
2点芯出しなんかは勤務先で行う機会がないので、やり方を知っているのは職業訓練のおかげです。
また、NC旋盤でも汎用旋盤の芯出しを応用して芯出しができるようになりました。
3つ爪チャックではあまり使うことのないトースカン芯出しも、何度か役に立ちました。粗い芯出しの場面ではやはりトースカンは便利です。
銅板をかませての仕上げ加工
職業訓練では4つ爪チャックなので、仕上げ面をつかむ際、銅板をチャックとワークの間にかませてつかみます。
このことを応用して、NC旋盤で銅板やアルミ板をかませて黒皮材を掴んだりすることがあるのですが、これがなかなか便利で大変役に立っています。
汎用旋盤に油を塗ってきちんと保守すること
意外と勤務先できちんと教えてもらえていないのが、汎用旋盤の摺動面をきれいにし、しっかり油を塗って、錆びたり傷がついたりすることを防止することです。
このことに関しては職業訓練でかなり丁寧に行っていたので、勤務先で習うことがなくても自然とやるようになり、汎用旋盤の精度を守るのに役に立っています。
NC旋盤の講義と実習
私が職場でNC旋盤担当なので、最も役に立ったところです。
汎用旋盤と同じように、仕事だけでは身につかなかった知識を挙げていきます。
ファナックのプログラム
職業訓練で扱うプログラムはファナックのものです。
一方勤務先ではオークマの機械なので、どのようにオークマとファナックで違うのかを知ることができ、勉強になりました。
もし今後ファナックの機械を使うことがあれば、何も知らないよりはスムーズに移行できると思います。
GコードやMコード
私は、現在プログラミングは100%対話で行っています。
なのでもしGコードやMコードを職業訓練で学んでいなければ、まだきちんと理解できていなかったと思います。
実際に使わないとはいっても、基本的なG01やM3を知っているだけで、対話で作ったプログラムを見るときの理解度が変わってきます。
さらに、対話にMコードを埋め込むことなども、職業訓練で学んだ知識からの応用です。
例えば上司はM0(一時停止)の存在を知らなかったのですが、今では対話に埋め込む方法でかなりよく使うMコードなので、たいへん役に立っています。
例えばタッピングの前に油を塗りたい場合、タップのプログラムの前にM0を挿入したりします。
ノーズR補正の知識
ノーズR補正は、現場で機械を扱っているだけだと経験的になんとなくわかるだけで、どのような動き方をするのかぼんやりしている場合も多いと思います。
職業訓練ではノーズR補正もきちんと学んだので、現場でノーズR補正関係のミスがあった際に原因を理解するのに大変役に立ちました。
ノーズR補正で特に大事だと思う知識は、2ブロック先のプログラムを読んで補正がかかることです。つまり3ブロック先は読み取らないので気をつけないといけません。
板金・溶接を体験した
たしか1週間程度だったと思いますが、職業訓練で板金加工(曲げ、切断)と溶接加工を体験しました。
特に勤務先で役に立ったのは溶接の知識です。
おかげで勤務先で製缶品(溶接のある製品)を加工する際、どのように溶接が行われているのかイメージが湧くようになりました。
しかも勤務先には溶接を行える機械があり、師匠に一度だけですがやり方を教えてもらったこともあるため、その気になれば自分で溶接を行うこともできます。
板金はほぼ勤務先で関係してくることはありませんが、このような加工方法があるということや、切断や曲げの方法を知ることができ、ためになったと思います。
フライス盤作業実習を通して役立ったこと
職業訓練が終わってみると、一番長く触っていた機械は汎用フライス盤でした。最後に作った総合課題の小型バイスはほぼフライス加工でしたからね。
勤務先には汎用フライス盤はありませんが、マシニングセンタにハンドルがついており、汎用フライス盤の役割も果たしています。
私はNC旋盤担当ですが、今年のはじめに2ヶ月間ほどマシニングセンタの仕事を覚える機会があり、その際に職業訓練の知識が役に立ちました。
ですが、職業訓練でフライス盤を触ってから何年か経ってしまっているので覚えていることも少なく、なかなか苦労しました(^^;
役に立った知識は以下のとおりです!
バイスの平行出し
職業訓練でバイスを取り付ける際、てこ式ダイヤルゲージを使って平行出しを行いました。
現場ではバイスをつけ外しすること自体はまだありませんが、ダイヤルゲージを使って平行をみたりすることは多いので、その練習ができて役に立ちました。
アキューセンタによる位置出し
汎用フライス盤ではアキューセンタで位置出しを行います。

こちらが職業訓練を受けたときの記事です。
現場で使うマシニングセンタでは通電式のタッチセンサーを使いますので、アキューセンタを使う機会はありません。
なので、最もアナログなアキューセンタを使うことができたのは良い経験になりました。
マシニングセンタの講義と実習
私はNC旋盤担当ですが、職業訓練でマシニングを学び、良い経験になったと思います。
といっても実習で機械を触らせてもらうことはあまりなく、ほとんどの時間はプログラムを作っていました。
NC旋盤のときと同様に、MコードやGコードを学べて役に立ちましたし、サブプログラムを使ったプログラム作成を覚えられたことなど、良い経験でした。
油性ペンを使った位置出し
総合課題のフライス盤で教えてもらった小技です。
工具をワーク仕上げ面にわずかに当てて位置出しをする際に、ワークの当てる部分に油性ペンをあらかじめ塗っておき、その油性ペンのインクのみを削るようにすることで、当てた跡を残さずに位置出しをすることができます。
小型バイスの土台の部品で、Tスロットカッタを使う際にこの方法で位置出しをしました。
この小技はNC旋盤でもたまに使うことがあるので、ここで習っておいて役に立ちました。
工具カタログの見方
勤務先で意外と上司もちゃんと分かっていなかったのが工具カタログの見方です。
職業訓練でカタログを見て工具を選定する方法も学んだので、勤務先で工具を選ぶ際に大変役に立ちました。
強断続切削、通常の断続切削、連続切削のマークの違いなんて結構わかりにくいですよね。
これらを学んでいたおかげで、私から提案してもともと使っていたものより安くて寿命の長いチップに変えたりなど、会社の利益に貢献することができました。

コメント