
ノーズR補正は大変便利な機能です。
ですが、細かなところまで理解して使わないと削りすぎたり食い込んでしまったりと、様々なトラブルがおこりがちな機能でもあります。
本記事ではノーズR補正を使う上で起こりがちなトラブルをまとめました!
これらのミスにさえ気をつけておけば、ノーズR補正を怖がることなく便利に使えると思います。
本記事は手打ちではなくオークマの対話によるプログラミングでノーズR補正をかけた場合の解説をしていますのでご注意ください。(手打ちプログラミングでも活かせる内容になっているかと思います)
ノーズR補正についてのより基本的な内容はこちらの記事を参照ください





段加工や直線での削りすぎ
Aさんの例:なぜか削りすぎている!なんで??
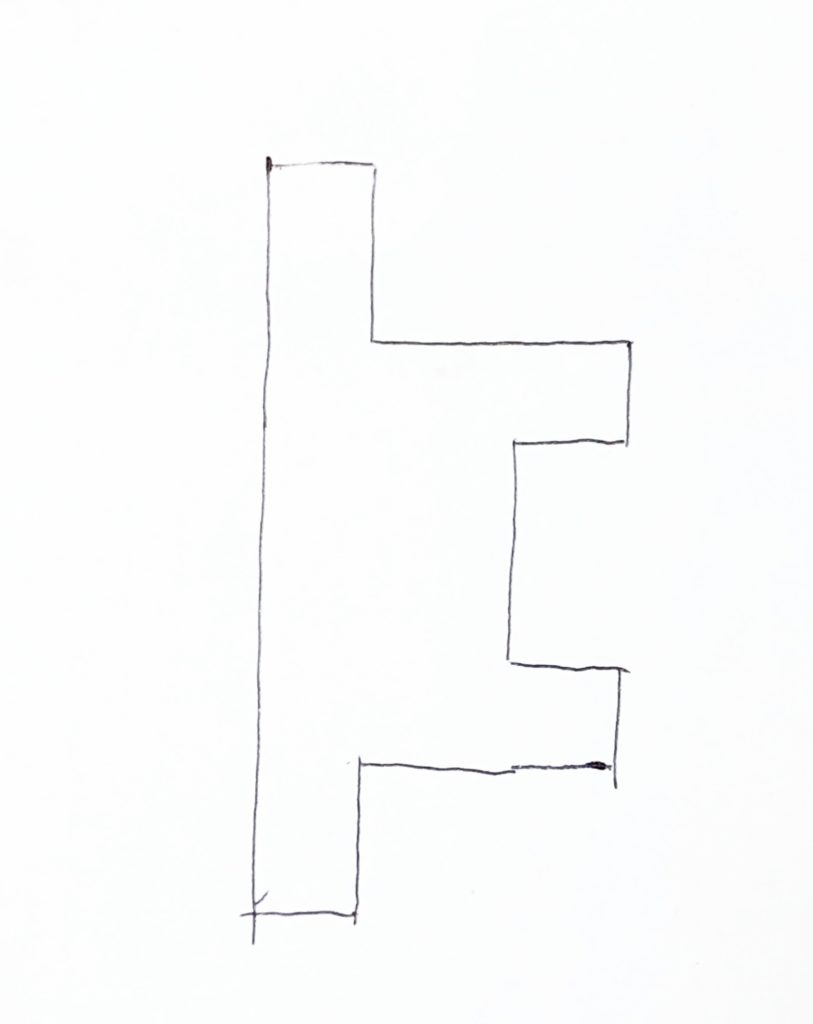
Aさんは、無垢材からこんな形を削ることにしました。
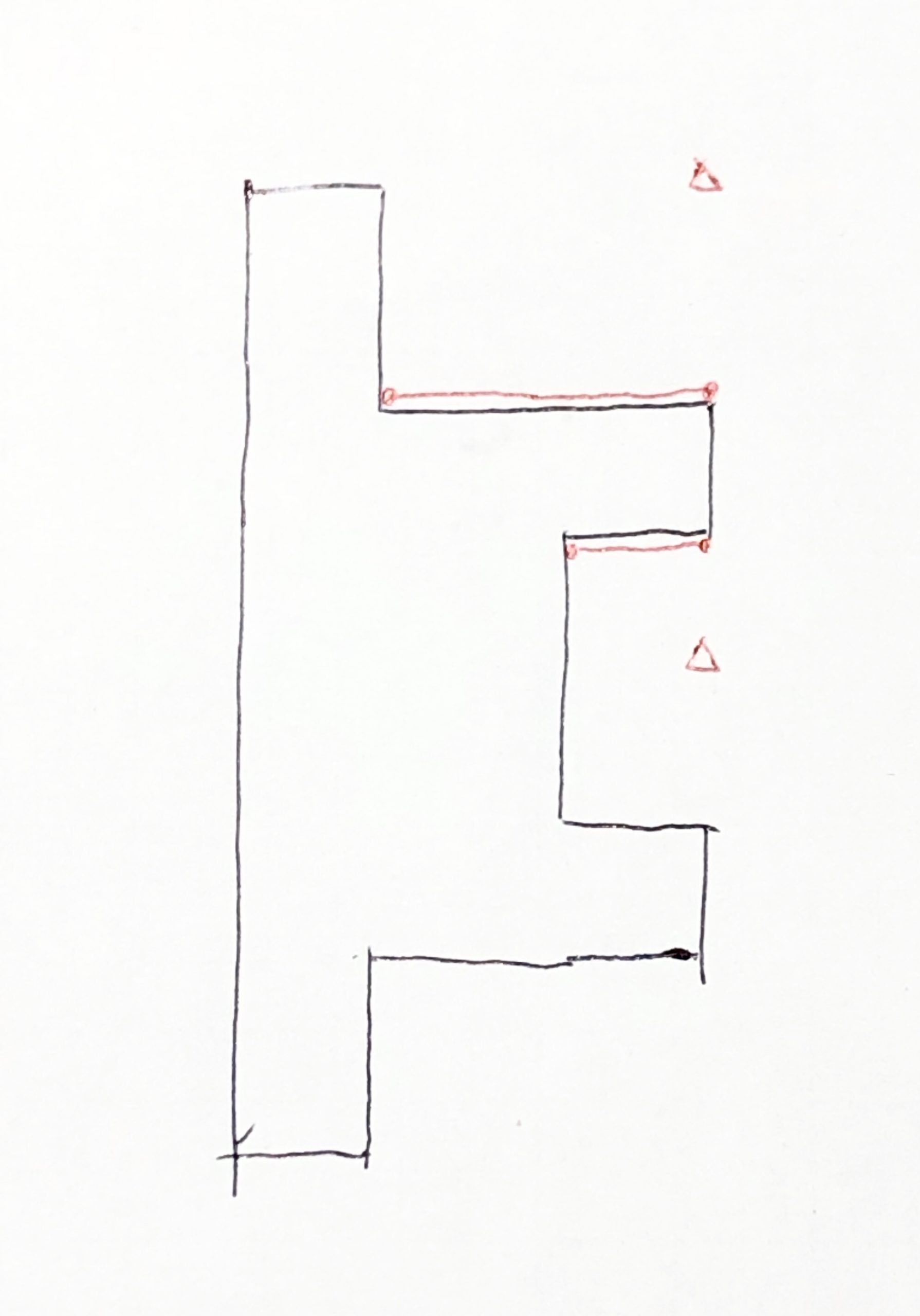
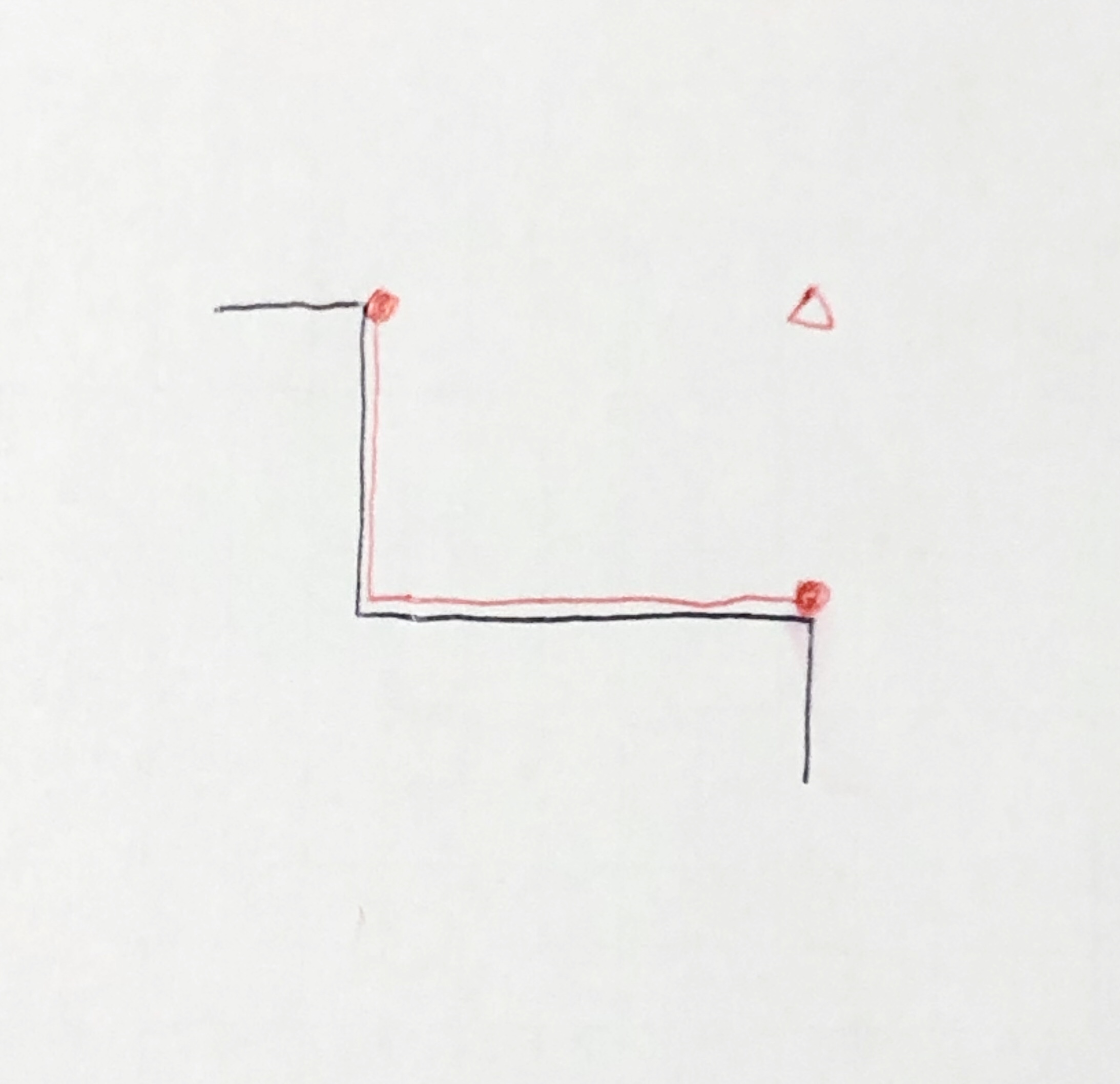
そのために、対話で上図のようなプログラムを作りました。(赤線が荒加工サイクルの形状指定で、三角マークがサイクル基準点とします。)
ノーズRは0.8で、ノーズR補正を使っています。
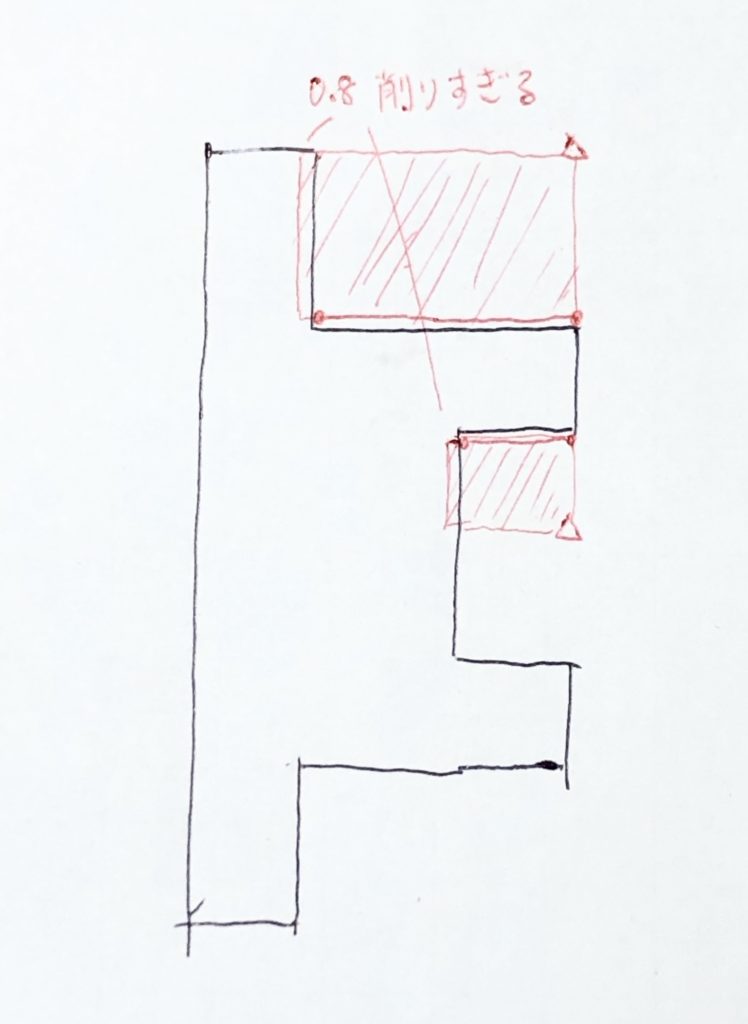
すると本来削りたい部分より行き過ぎて、ノーズRの0.8mmぶんだけ余分に削れてオシャカになってしまいました・・・。
なぜこのような間違いが起こってしまったのでしょうか。
これはAさんがノーズR補正の基本をきちんと理解していなかったから起こったことです。
その基本とは・・・
基本1.直線のノーズR補正
ノーズR補正の一番基本となる動き方を説明します。
それは直線のプログラムを動かしたときの動き方です。
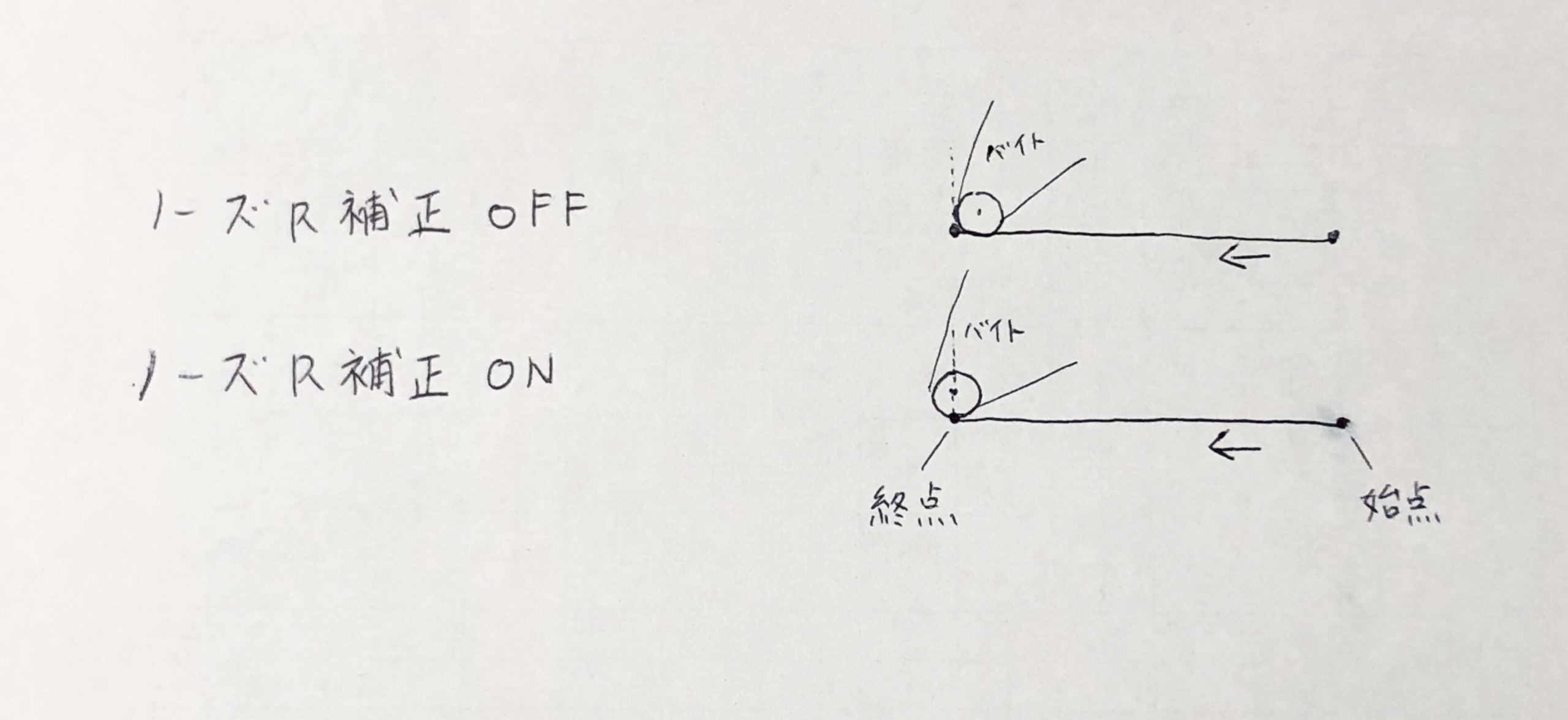
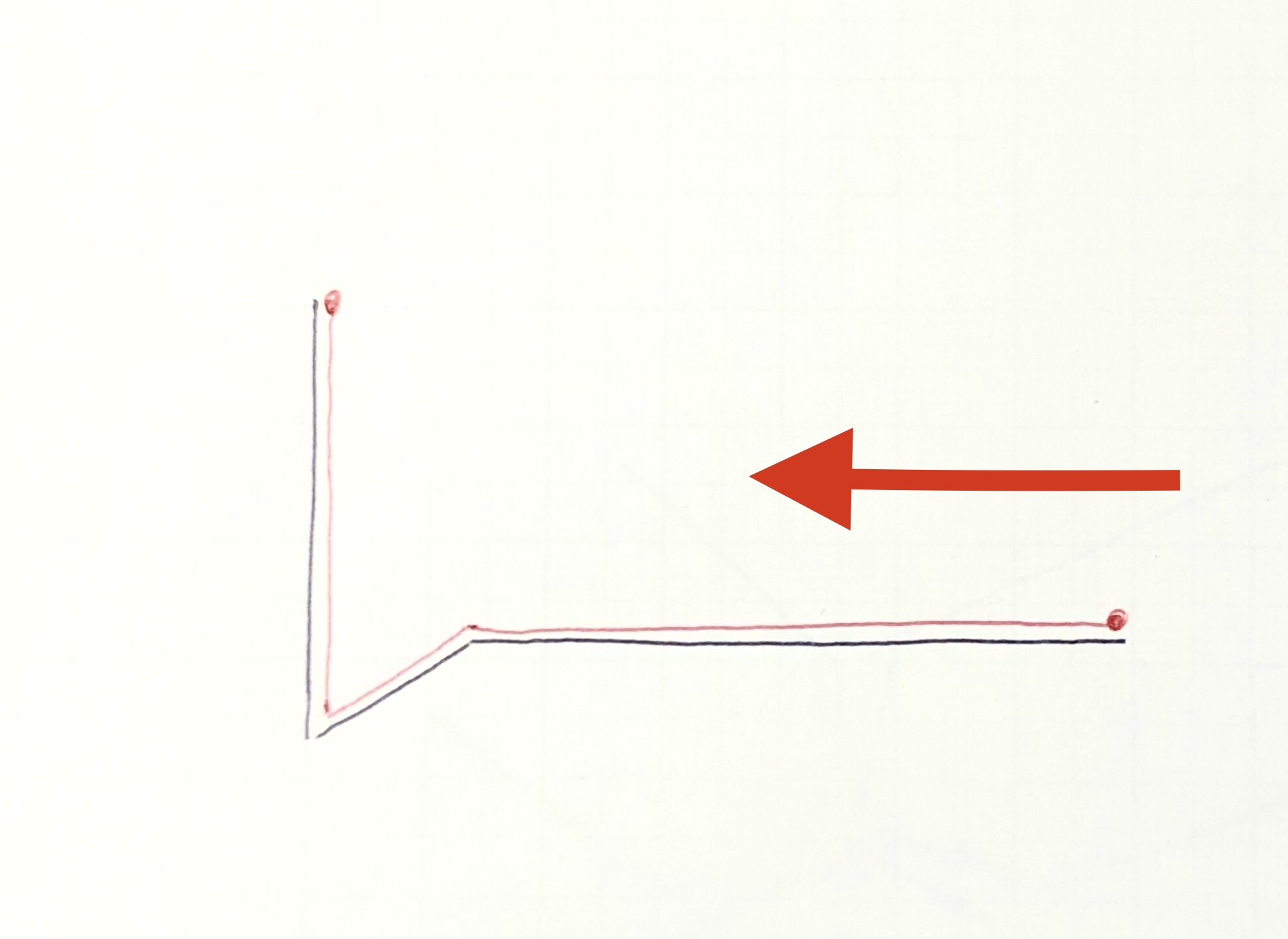
上の画像を見てください。ノーズR補正をオフにした状態で直線のプログラムを動かすと、バイトはプログラムの終点と同じところで止まります。
ですが、ノーズR補正をオンにした状態で動かすと、バイトはノーズRの分だけ余分に進みます。
これはノーズRによる削り残しをなくすための機能です。
上の図のように、ノーズR補正ONだと直線部分が終点まで全て削れていますが、ノーズR補正OFFだと終点の部分にR部分削り残しがでてしまいますよね。
こうすれば削りすぎはなくなる
では削りすぎをなくすためにAさんはどうすればよかったのかというと、上画像のように、端面方向にも形状を指定してやります。
そうすればプログラム形状が壁になり、削りすぎることはありません。
ヌスミ加工をするときの削りすぎ
Bさんの例:ヌスミを入れようとしただけなのにチップが割れてオシャカに!?
Bさんは外径の仕上げバイトでヌスミ加工に挑戦することにしました。

上画像がBさんが作りたいヌスミです。ヌスミ形状は、バイト先端形状と同じです。
汎用旋盤のように、ヌスミの部分だけバイトをXマイナス方向に動かしてやればよいと考えたBさんは、角のところでXを下げる、上図の赤線のようなプログラムを作りました。
しかし実際にプログラムを動かすと・・・「ゴゴゴッッ!!!」と大変嫌な音が!
慌てて機械を止めて確認すると、チップが割れてしまっており、さらにワークの角の部分がえぐれてしまっていました。
Bさんのプログラムはこんなふうに動いた

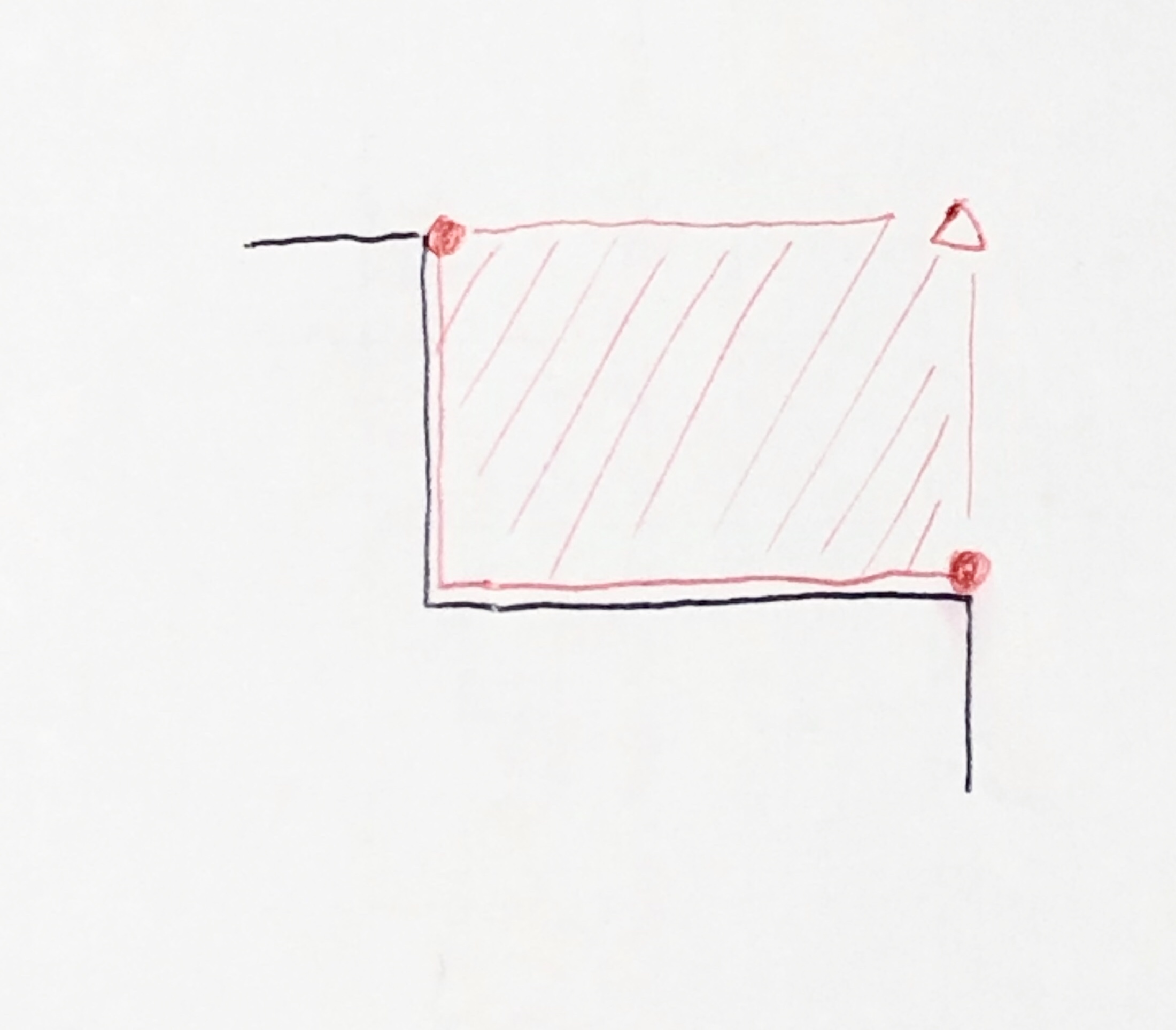
Bさんのプログラムで削れたところは上図の通りです。
ヌスミの部分が、Zマイナス方向にも動いてしまっています。
なぜプログラムに描いてない部分が削れてしまったのでしょうか。
基本2.ノーズR補正は外径なら進行方向の右側、内径なら左側に補正される
Bさんのプログラムが変な動き方をしてしまった原因は、「ノーズR補正は外径なら進行方向の右側、内径なら左側に補正される」ことを理解していなかったことです。
(手打ちでいいますとG41とG42の違いになります)
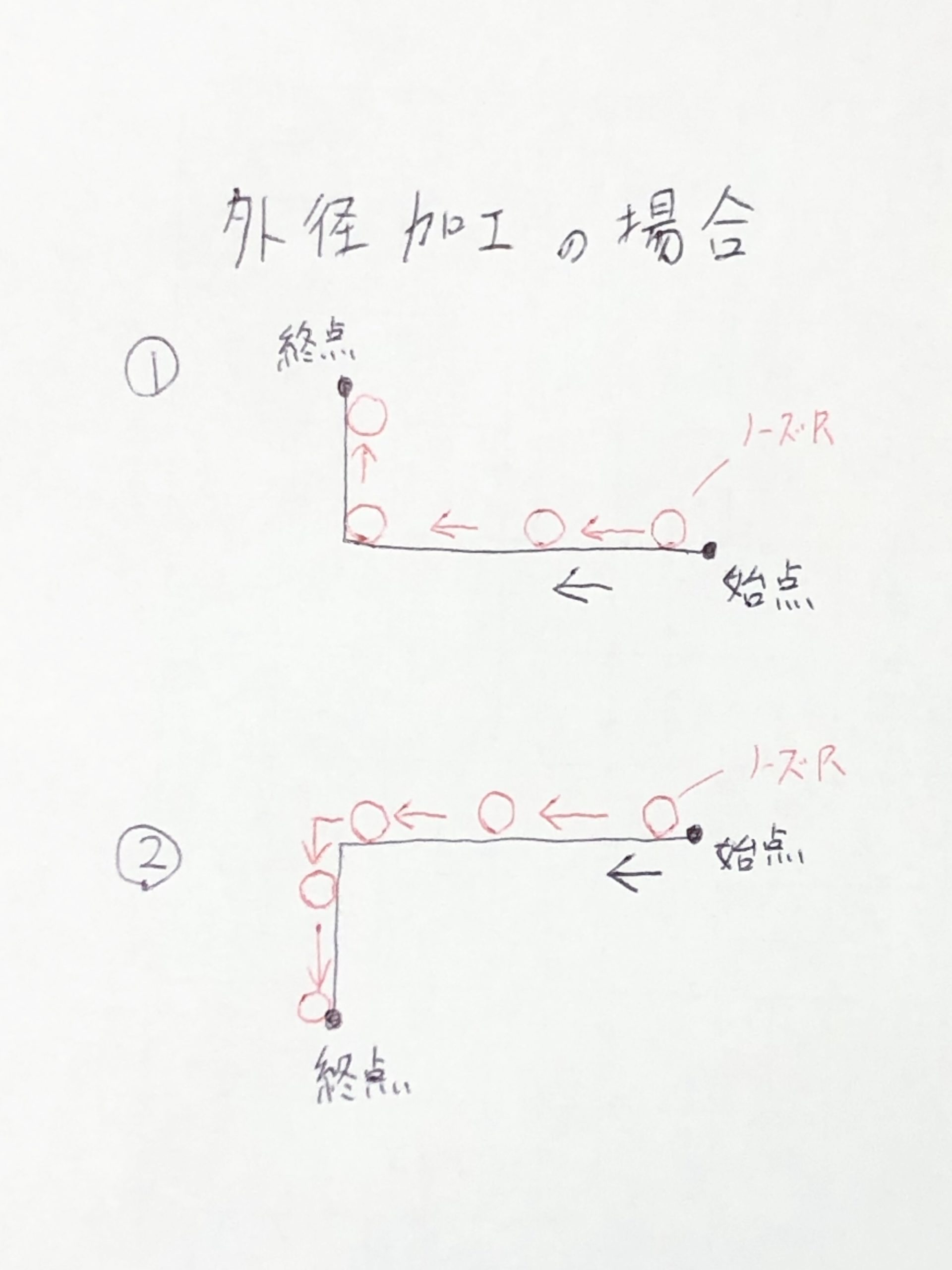
上の図を見てください。
ノーズRを赤丸として表していますが、実際はバイトの刃先になります。
外径加工では図の①のように上向きに進んだ場合に進行方向の右側に補正されますね。それと同じように図②のように下向きに進んだ場合も進行方向の右側に補正されます。
なので、外径で下向きに進むプログラムを作ってノーズR補正をかけてしまうと、ノーズR✕2(直径)分だけ削りすぎてしまうことになります。
Bさんはヌスミ部分のプログラムを下向きに作っていましたね。なのでZ方向に食い込みが発生してしまったのです。
ヌスミのプログラムはこう作ればOK
ではノーズR補正をかけてヌスミを加工するにはどうプログラミングすれば良いのでしょうか?
答えはこちら↓
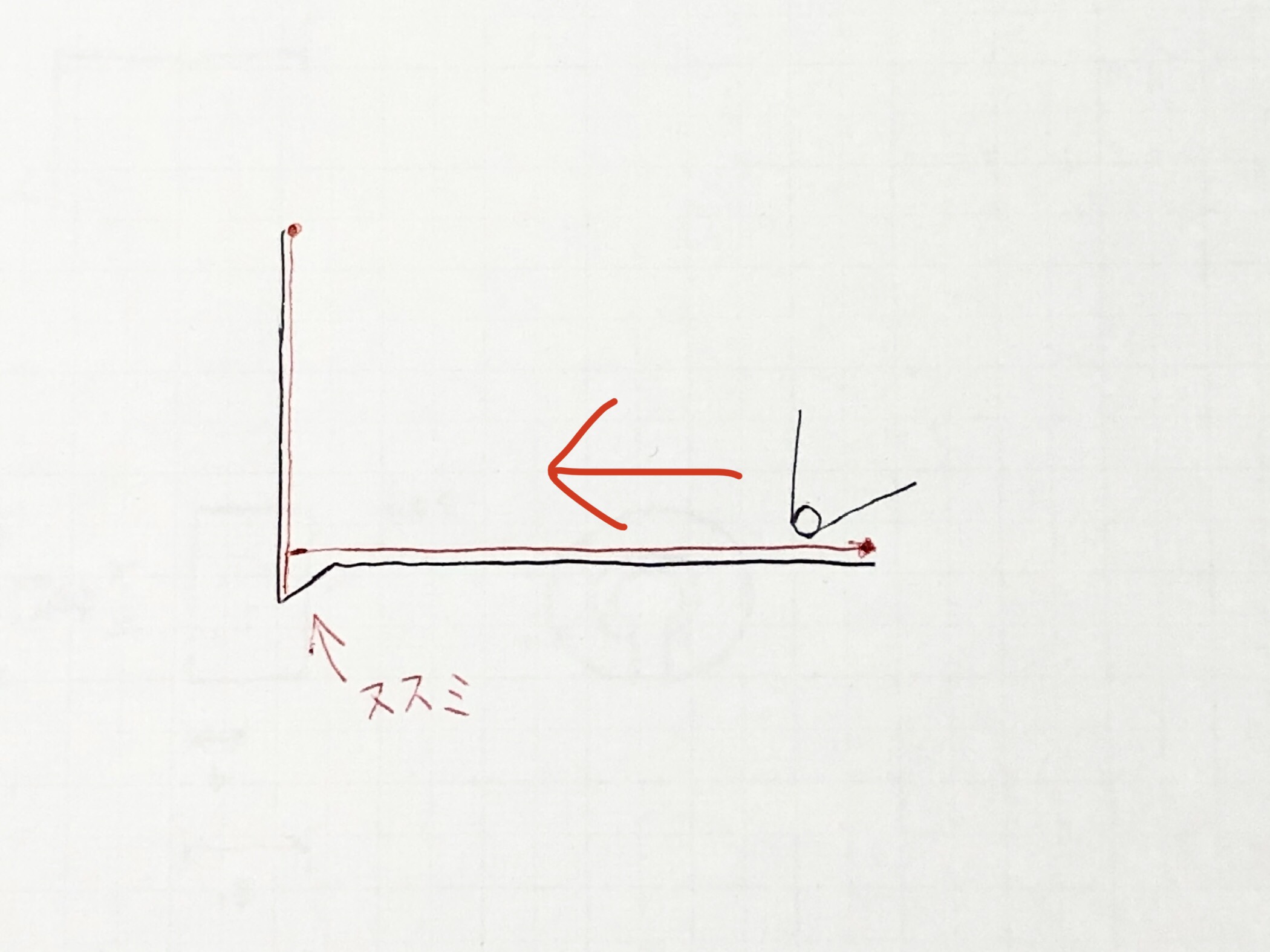
上図赤線のように、プログラムをヌスミ形状と同じように動かしてやれば良いです。
ノーズR補正は進行方向の右側に補正されるため、これなら食い込んでしまう心配はありません。
このプログラムであれば、こんな感じでヌスミが加工されます。
ですが、ノーズR補正が効いている分プログラムで指示したヌスミの深さより実際のヌスミの深さのほうが浅くなってしまいます。
ヌスミ形状がノーズRが入り込まないくらい小さいとヌスミがほぼ加工されない状態になってしまうので、最小ニガシの加工でもノーズRより大きいヌスミ形状にし、シミュレーションでヌスミの深さを確認するようにしましょう。
端面加工時の削りすぎ
次は端面加工について。先程説明した「ノーズR補正は外径なら進行方向の右側、内径なら左側に補正される」法則の応用です。
対話でプログラムを作るとき、外径仕上げのプログラムで端面を仕上げたり、内径仕上げのプログラムで端面を仕上げる機会があると思います。
そのとき端面を上から下に仕上げるか、下から上に仕上げるか、どちらかわかりますか?
答えは下の図の通り
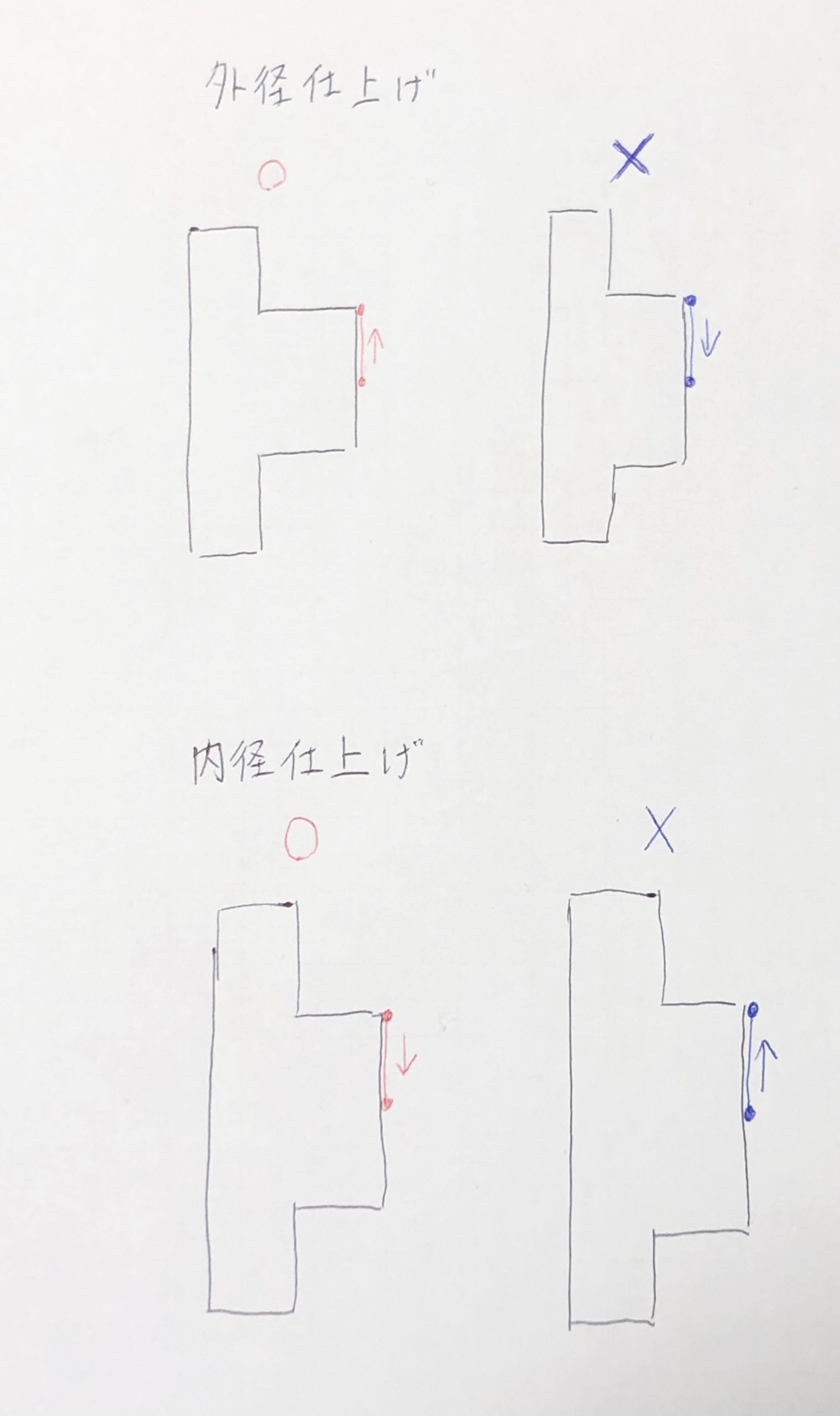
外径仕上げと内径仕上げで方向が変わります。
外径仕上げの場合は下から上へ。内径仕上げの場合は上から下へが正解です。
「ノーズR補正は外径なら進行方向の右側、内径なら左側に補正される」ルールから、この答えになります。
これを逆方向に動かしてしまうと、ノーズR✕2ぶん余分に削ってしまいオシャカになってしまいます。
小さい段の面取りでの食い込み
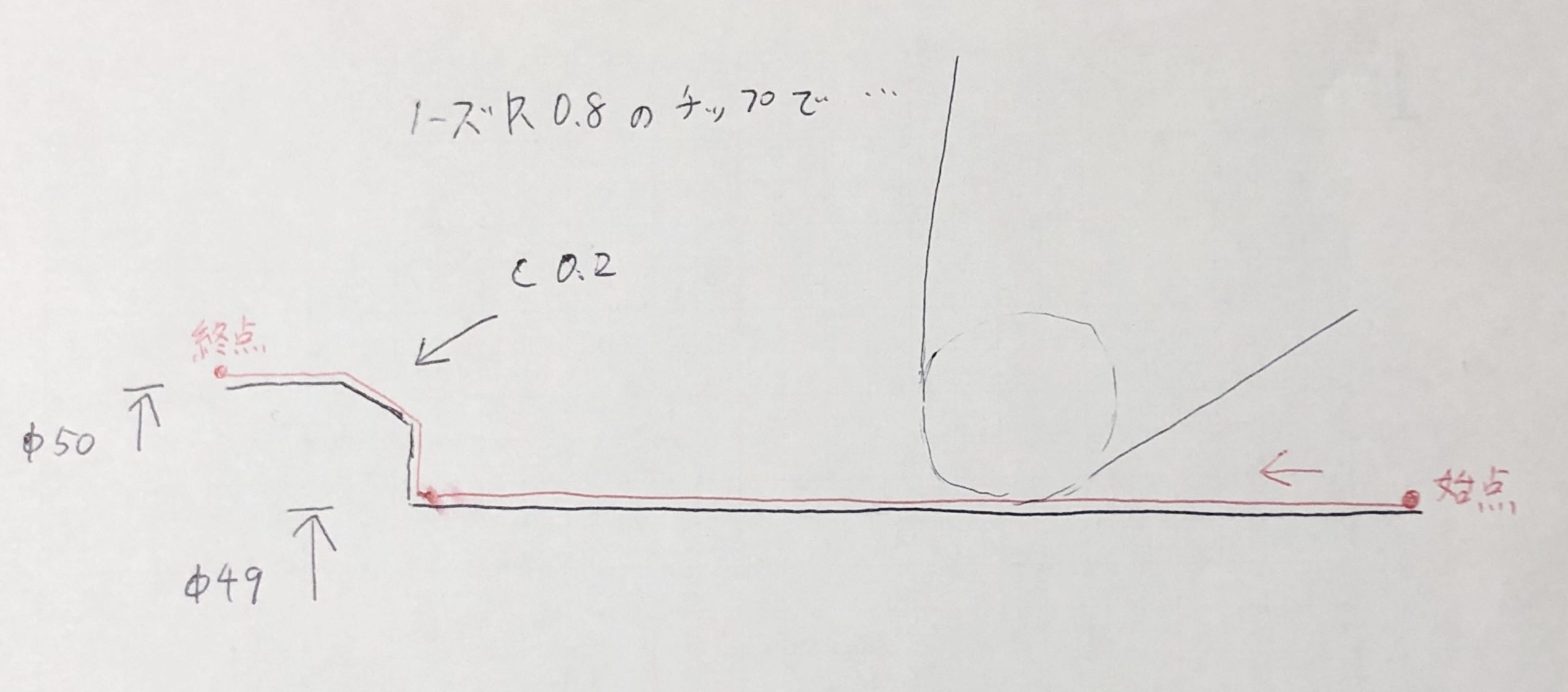
つぎはこんなプログラムをつくるとき。
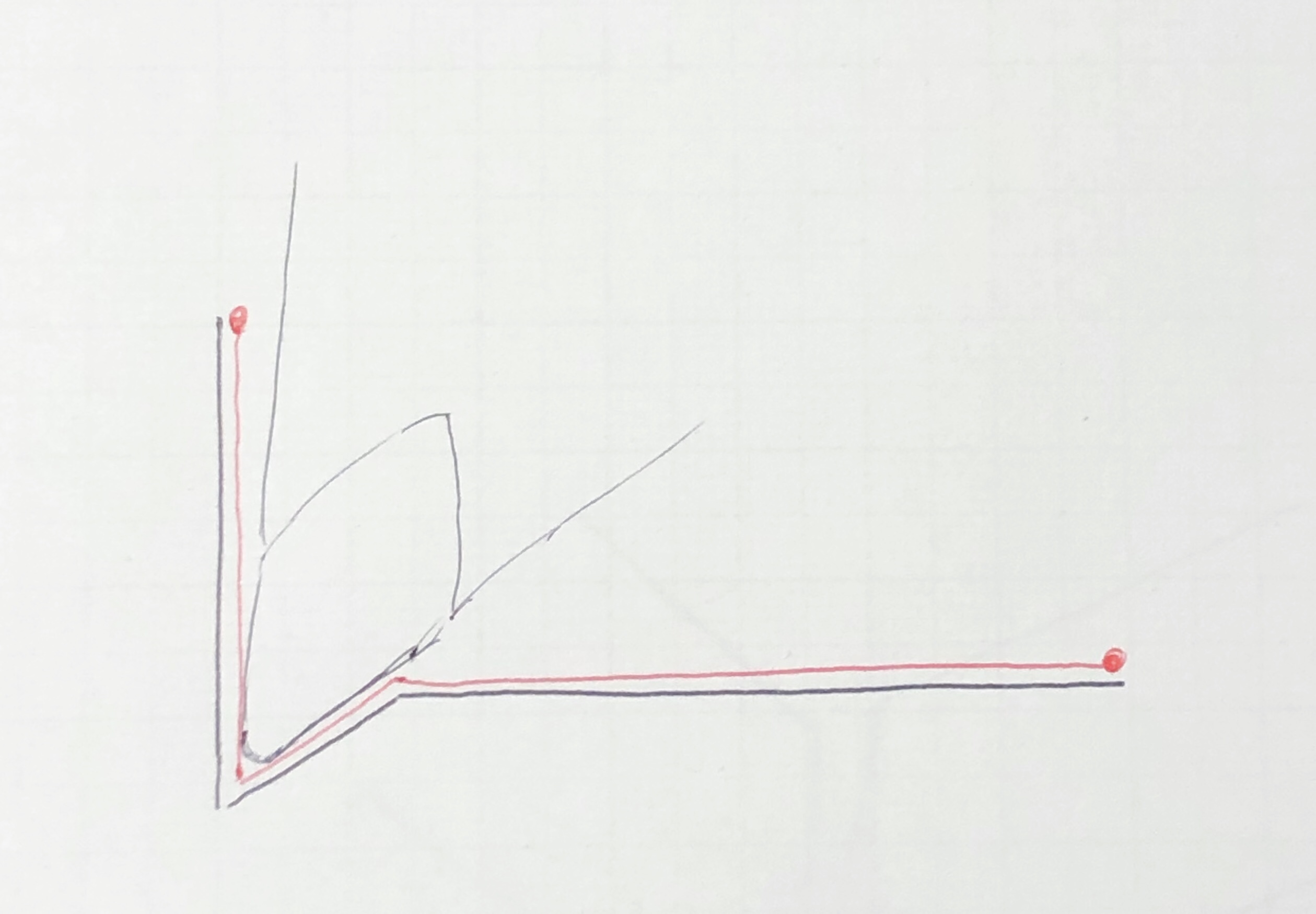
ノーズR0.8mmのチップを使って段を加工します。図のように、小さい段に面取りがある場合注意が必要です。

このように、C面の手前で食い込みが発生してしまい、Xマイナス方向に一部削りすぎてしまいます。
この現象は小さい段にC面があるときだけ起こり、小さい段のみでC面がない場合は起こりません。
原因について詳細は省略しますが、ノーズR補正は2ブロック先のプログラムを読み込んで補正をかけるようにできていることが原因です。C面を含めて2ブロック先までしか読み込まず、その2ブロックで小さい段と小さいC面両方に補正をかけようとしたためこのような食い込みが発生してしまいます。
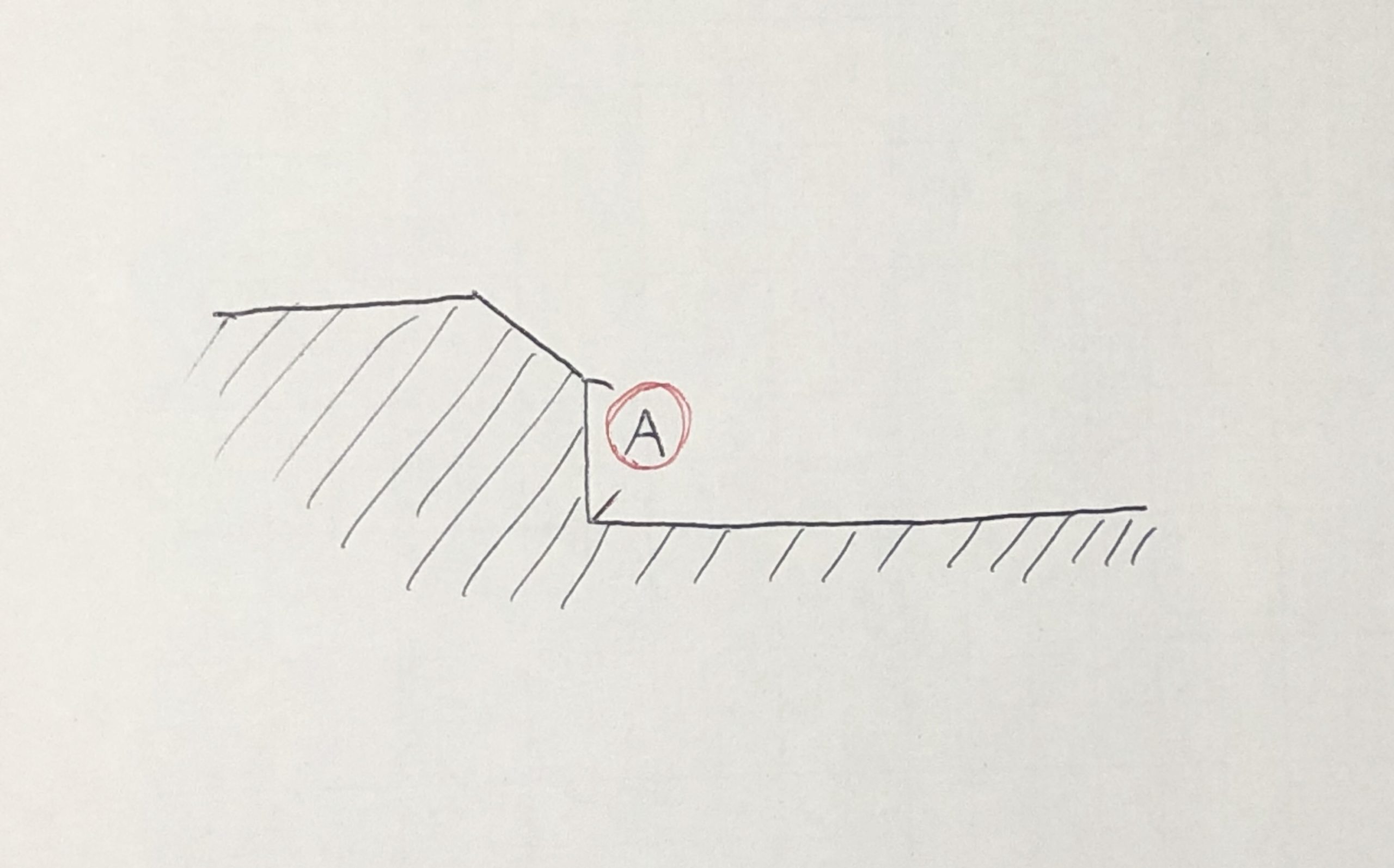
このことについては理屈はわからなくても大丈夫なので「図のAがノーズRより小さくならないようにする」ということだけしっかり覚えておきましょう。
このトラブルを避けたい場合、あえてC面をとらないこともあります。
ノーズR補正が効かないため、C面のない段であればどんなに小さい段でもこのトラブルは起きないからです。
バイト交換時、ノーズRの値を設定し忘れて削りすぎることの対策
R面を削る際、ノーズRの設定を間違えて荒で仕上げしろを残したはずが、仕上げの後も削りきれずに荒の面が残ってしまったという経験はありませんか?
大抵の場合は、バイトを交換したときノーズR補正の値を変え忘れたことが原因だと思います。
人間が行う作業ですので、ノーズRの変え忘れ程度のミスは誰がやっても十分に起こりえます。
なので、ミスを前提にして、荒のバイトは持っているものの中で最も小さいRに常に設定しておけば良いです。
例えばノーズR0.4mmと0.8mmの2種類の荒チップを持っているとしたら、ノーズR0.8の場合でも常に0.4に設定しておくということです。
ノーズR補正は、ノーズRが大きければ大きいほど深く削るという特性を持っています。
なので、ノーズRを小さく設定する分には削りすぎることはないため、仕上げで正寸に削り切ることができます。
私はよく使う小技ですので、覚えておくと役に立つと思います!
注意点として、この方法は荒加工でのみ行うようにしてください。仕上げ加工用の工具では削り残しができたまま仕上がってしまうことになりますので、仕上げには寸法通りのノーズR補正をかけるようにしましょう。
コメント