

弊社協力企業には旋盤加工の神みたいな方がいます。
— 岡本 真樹 / ご予約受付中★世界最薄レベルのアルミラウンドテーブル★コアマシナリー代表 (@coremc_MO0423) June 10, 2020
フライス特化の弊社を支えてくださる有難い存在。
そんな方からのいただき物を紹介します。
どこにでもある旋盤で作ったそうですが、
どうやって加工したのかわからん・・・
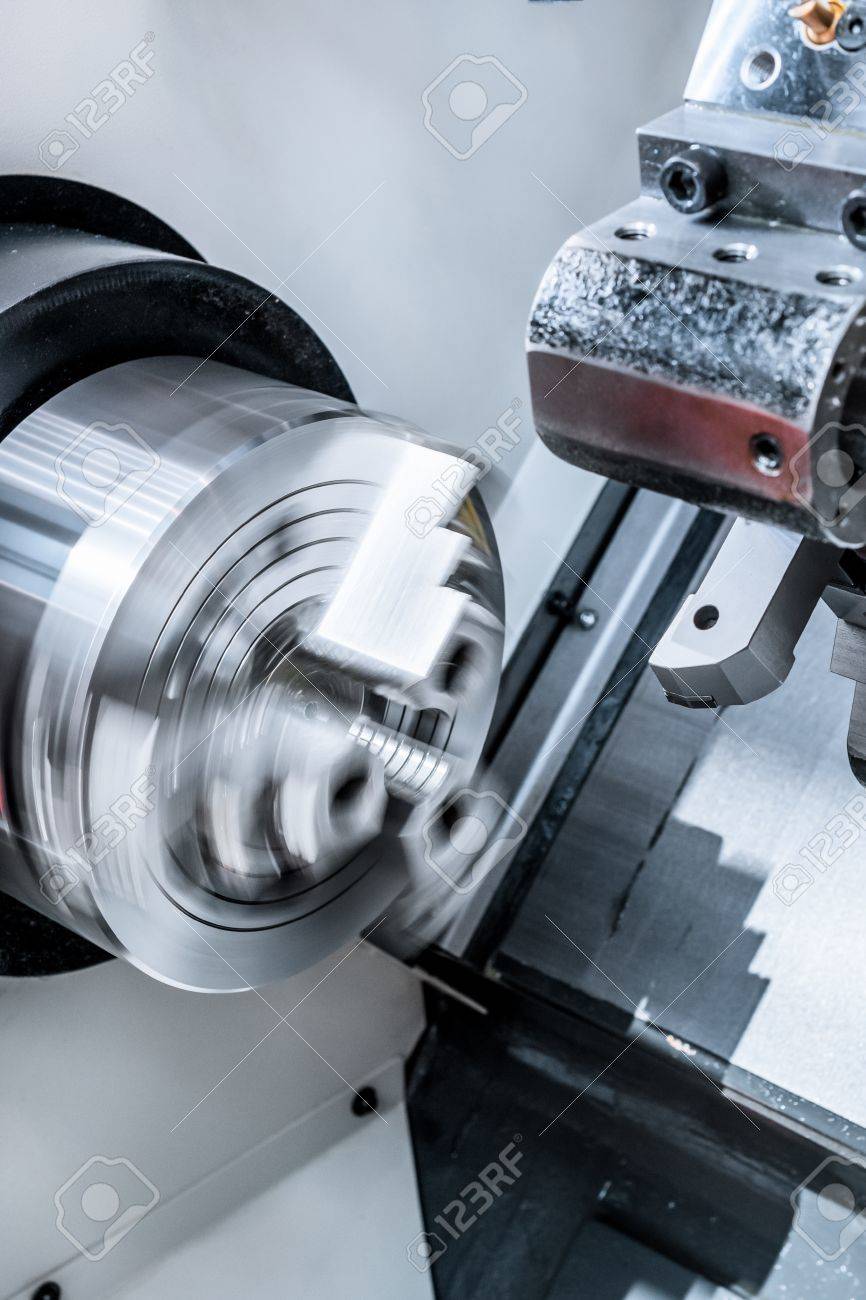
丸棒φ20から削り出し。
薄肉もさることながら、中のやつもスゴイ!! pic.twitter.com/gKuUbOy6qA


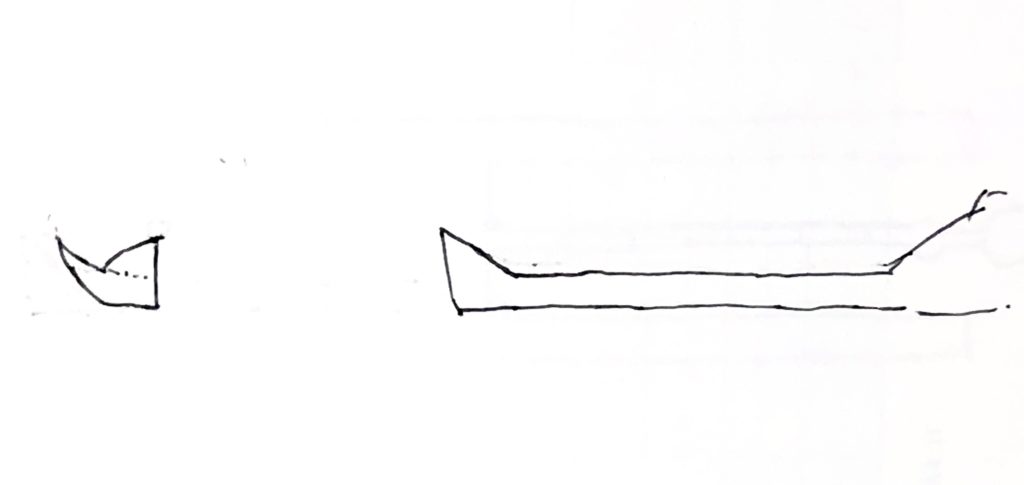
こちらはツイッターで見つけた加工品。ツイートした方いわく”旋盤の神みたいな方”が作ったのだそう。
φ20から削り出しです。
機械は汎用旋盤とNC旋盤しか使っていないとのこと。
見た通りかなり難しそうですよね。
そこで、もし私がコレを作るならと加工工程と使用工具を考えてみました。




完成後断面図はこちらの通り
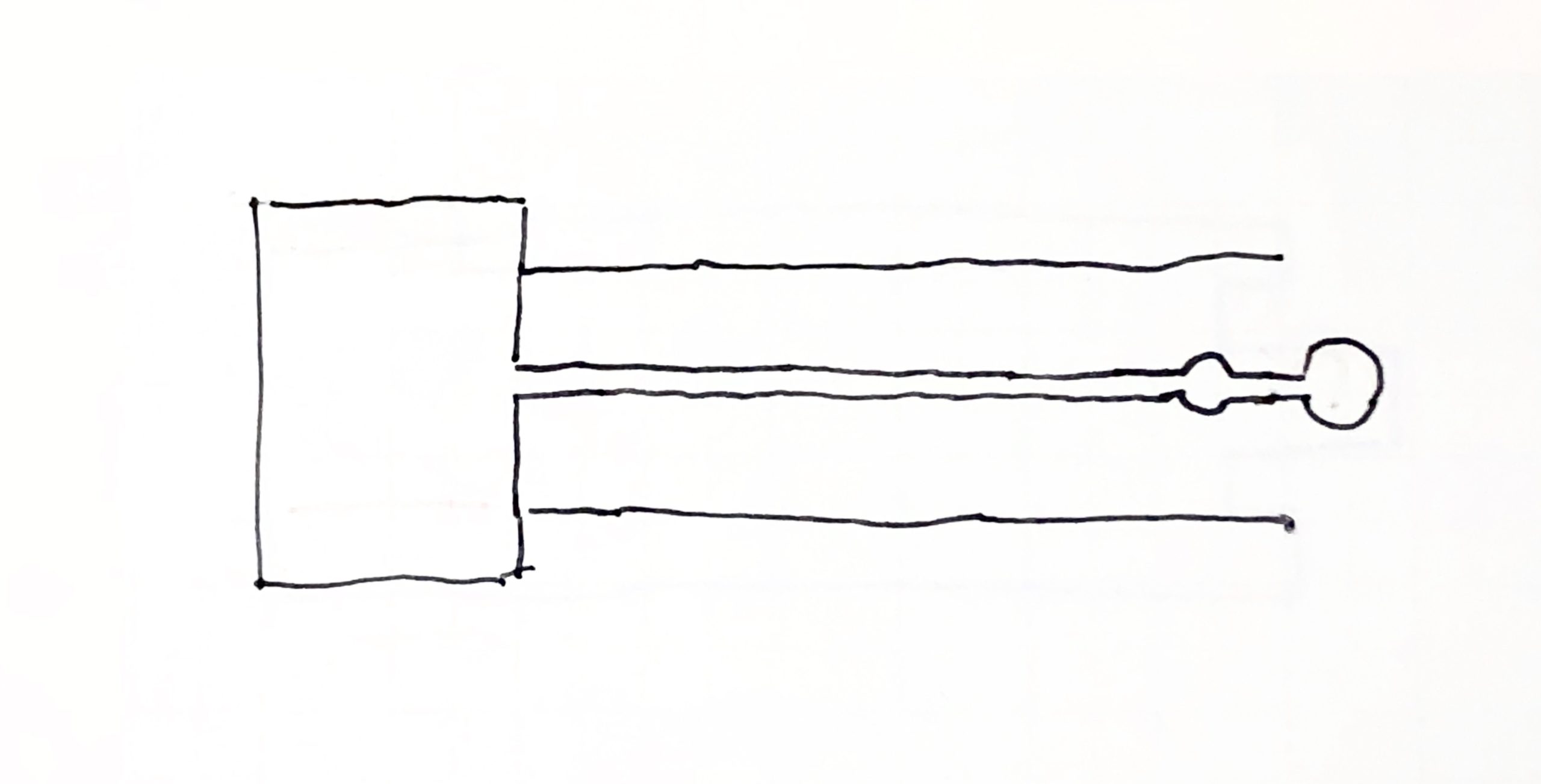
φ20からの削り出しです。
薄肉部はφ12くらいでしょうか。かなり細いように見えます。
このワークの中で一番難しいのは内径。中に入っている棒の部分を加工することです。
工具も専用のものを作らないと加工できそうにありません。
薄肉部は低融点金属を使えば加工できそうです。
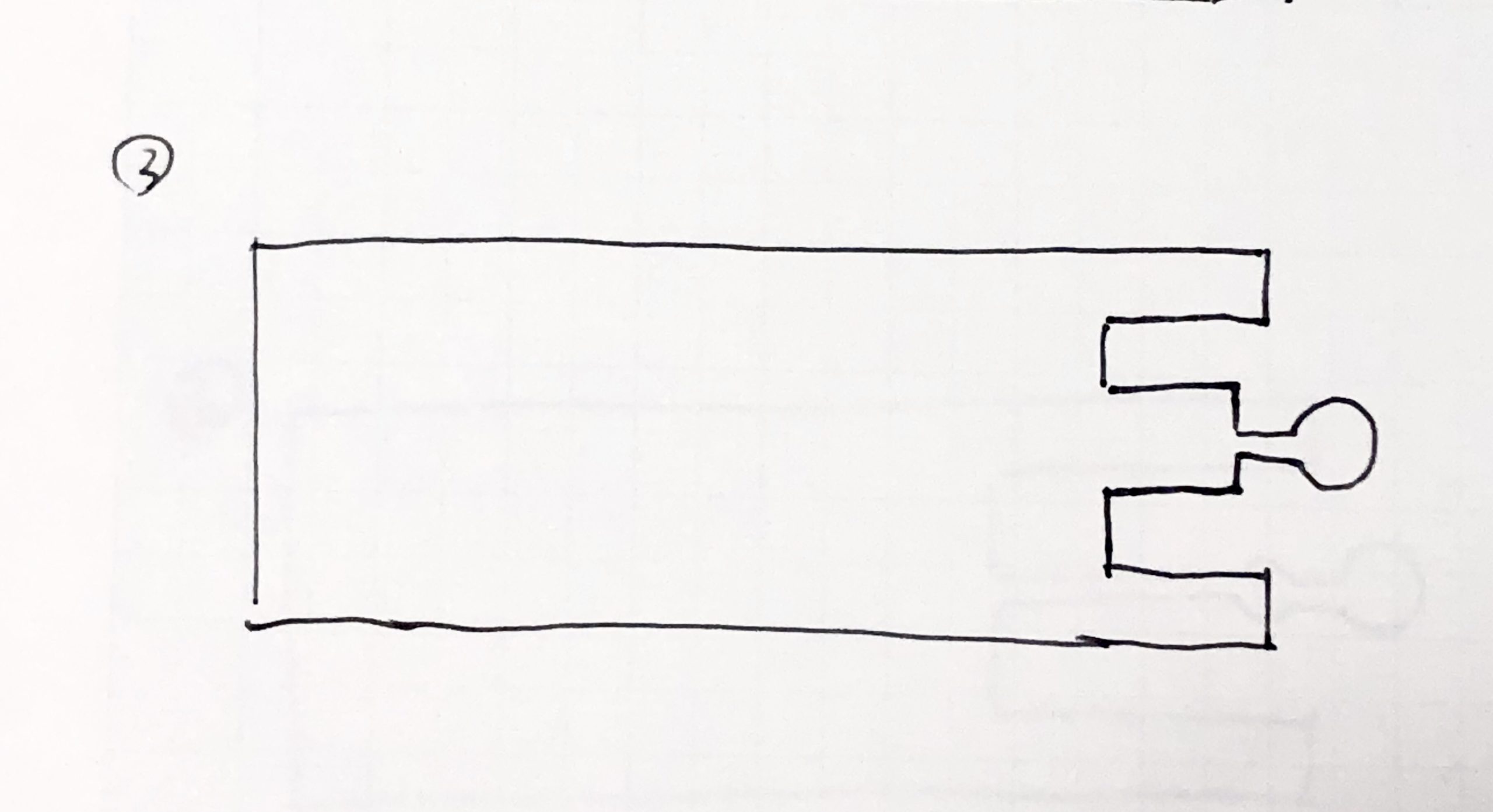
まずは外径・端面を加工してこの形をつくる
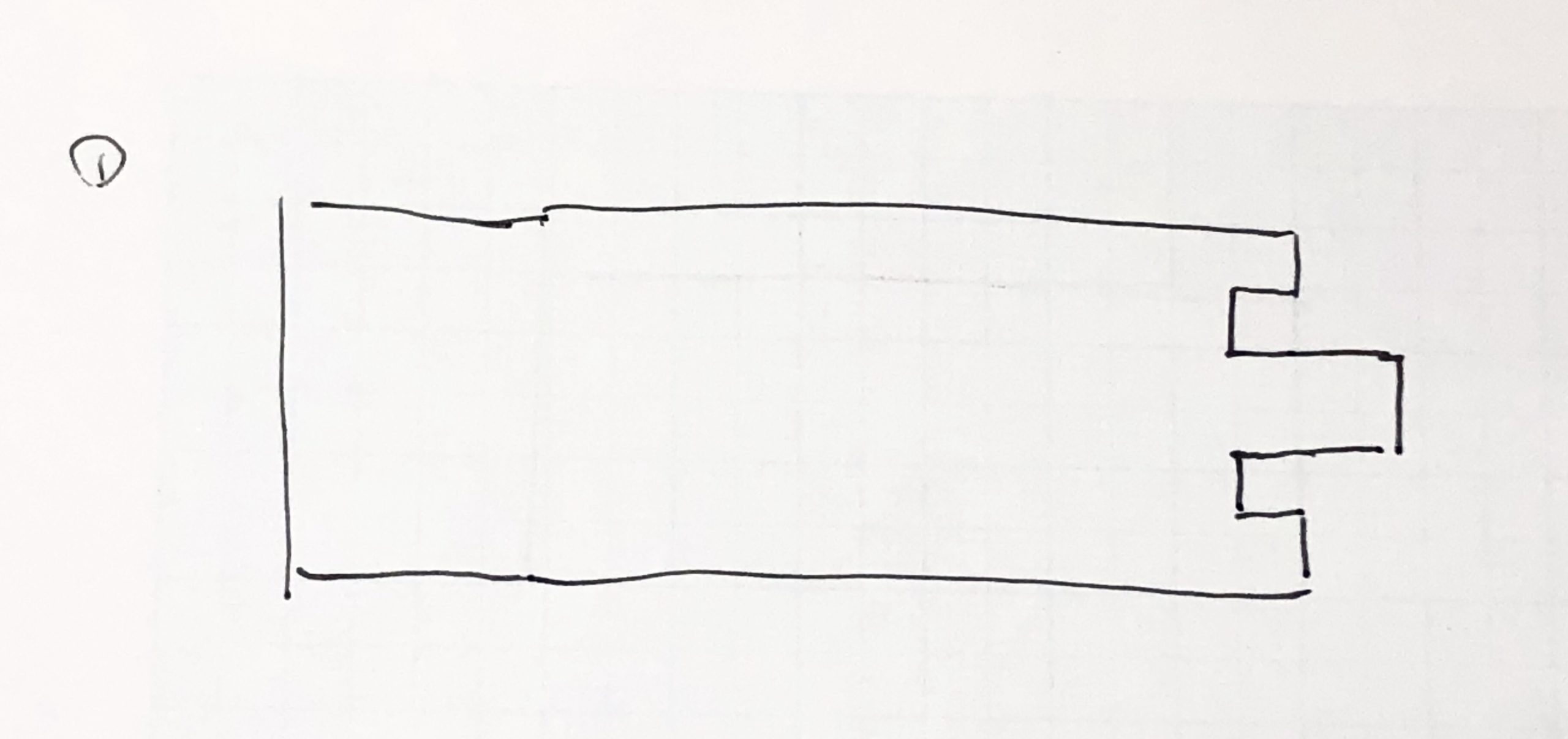
こちらも断面図です。
外径加工と端面溝入れ加工で、まずはこの形をつくります。
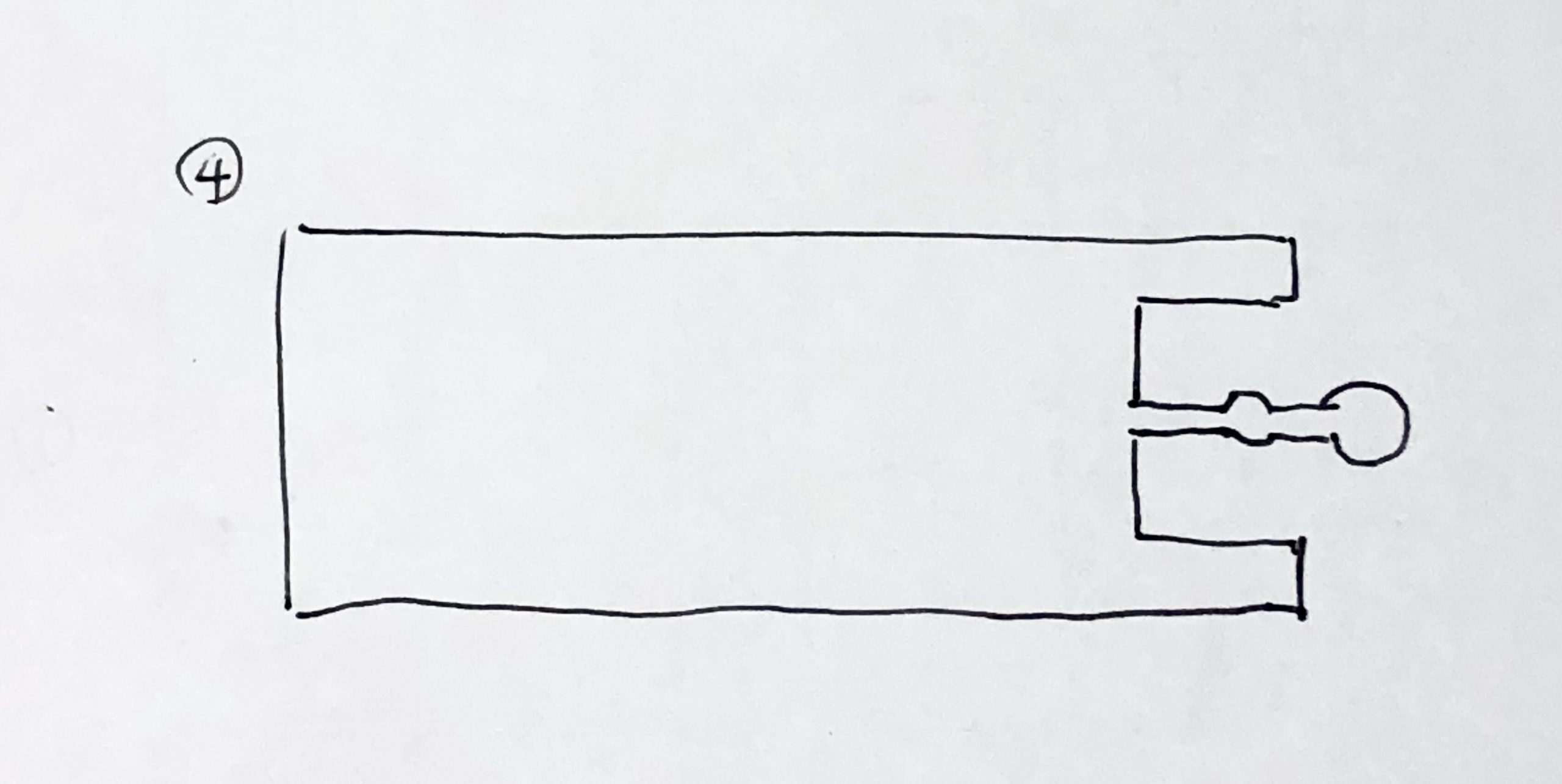
1つめの球を加工する
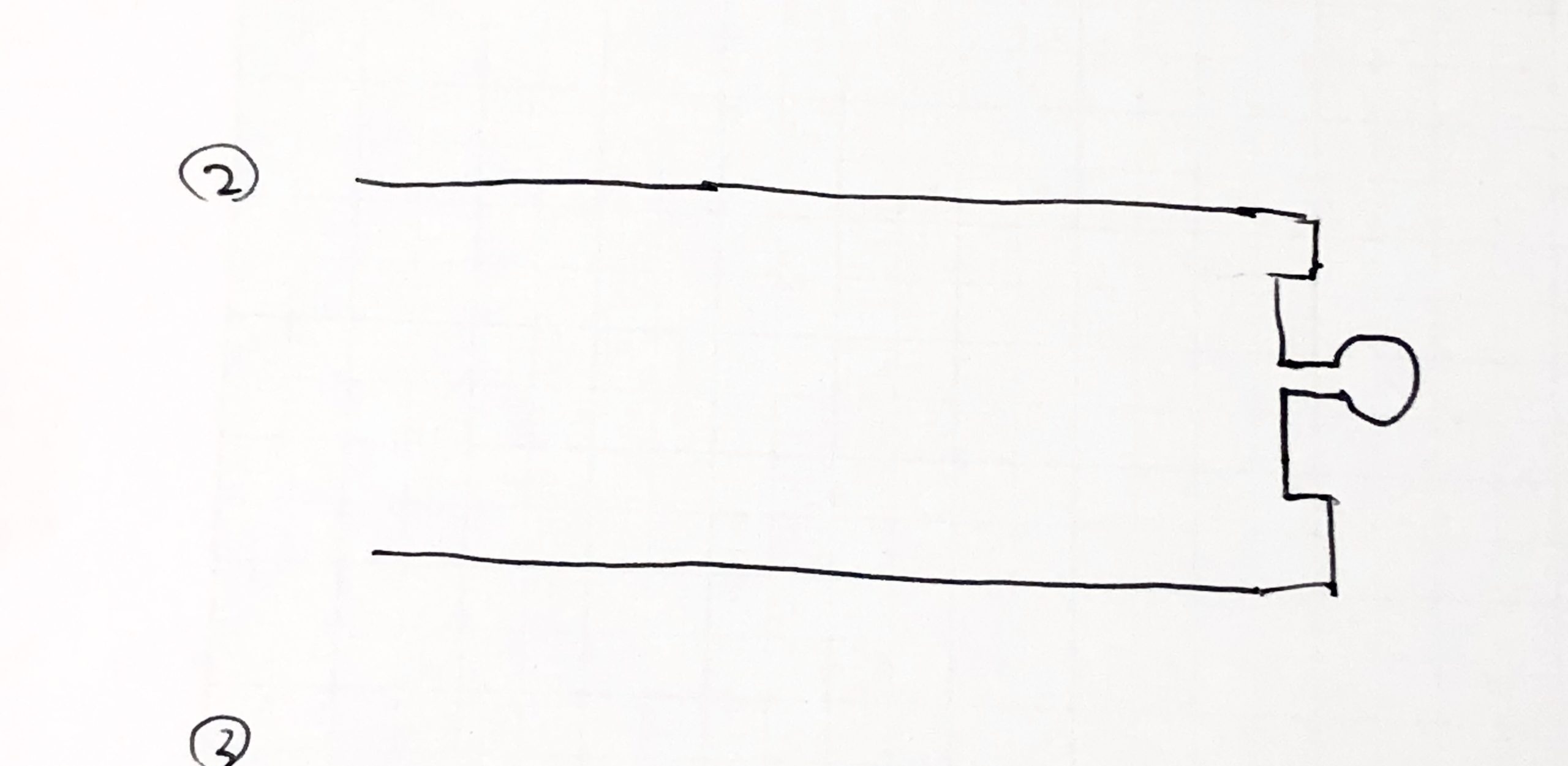
次に、1つ目の球を加工します。使うのは内径溝入れバイト。
しかしこんなに小さくて少し深さもある内径溝入れバイトは手持ちにない場合が多いと思いますので自作します。
作るのはこんな形の内径溝入れバイトです。
これを使って1つ目の球を図のように加工します。
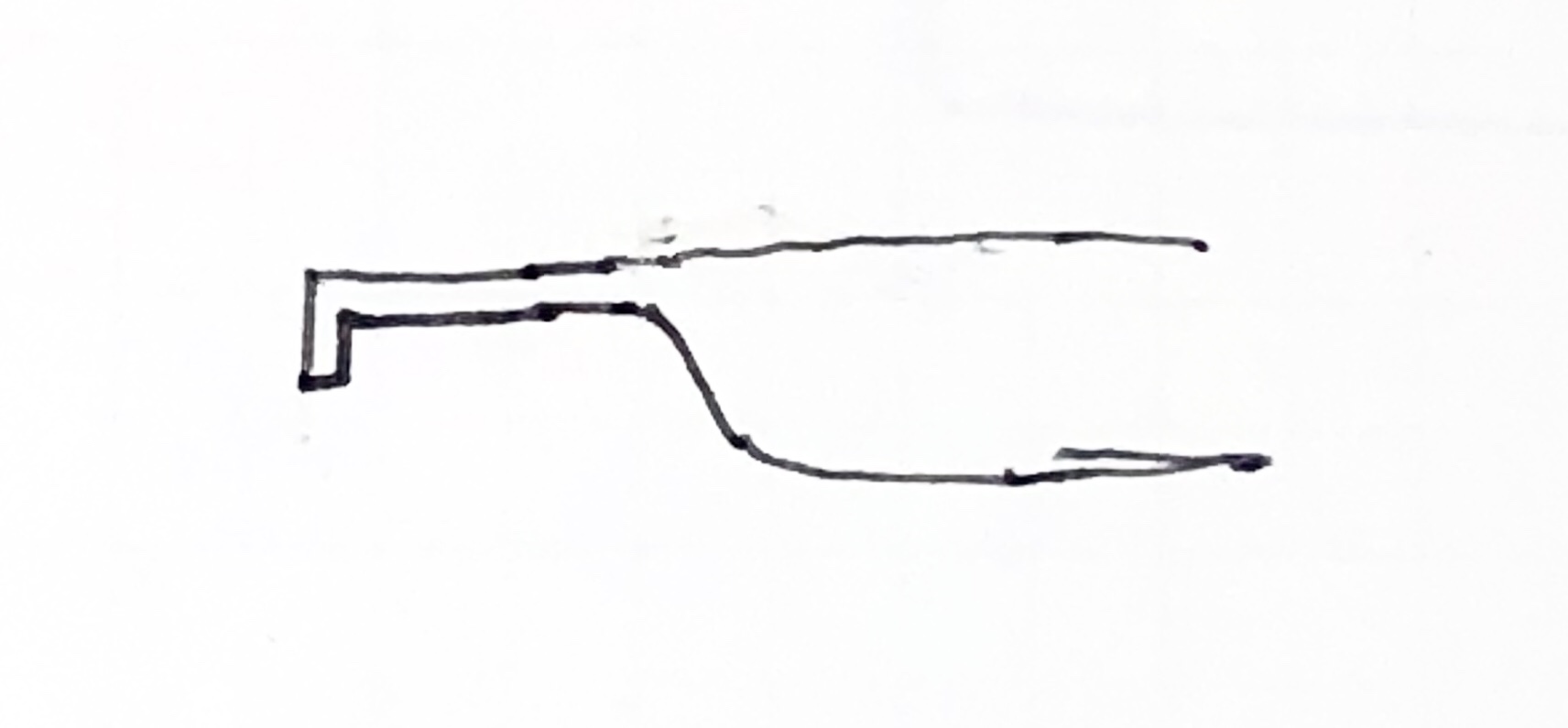
更に端面に溝入れ加工を施す
さらに端面溝入れバイトを使って彫り込みます。
このくらいの深さになってくると通常の内径溝入れバイトでは深さが足りなくなってくると思いますので、以下のような端面溝入れバイトを自作します。
こんな形状の端面溝入れバイトです。
これで曲がったり折れたりせずに削れるかどうかはやってみないと分かりません・・・。
今後はこれで端面の溝をどんどん深くほっていきます。
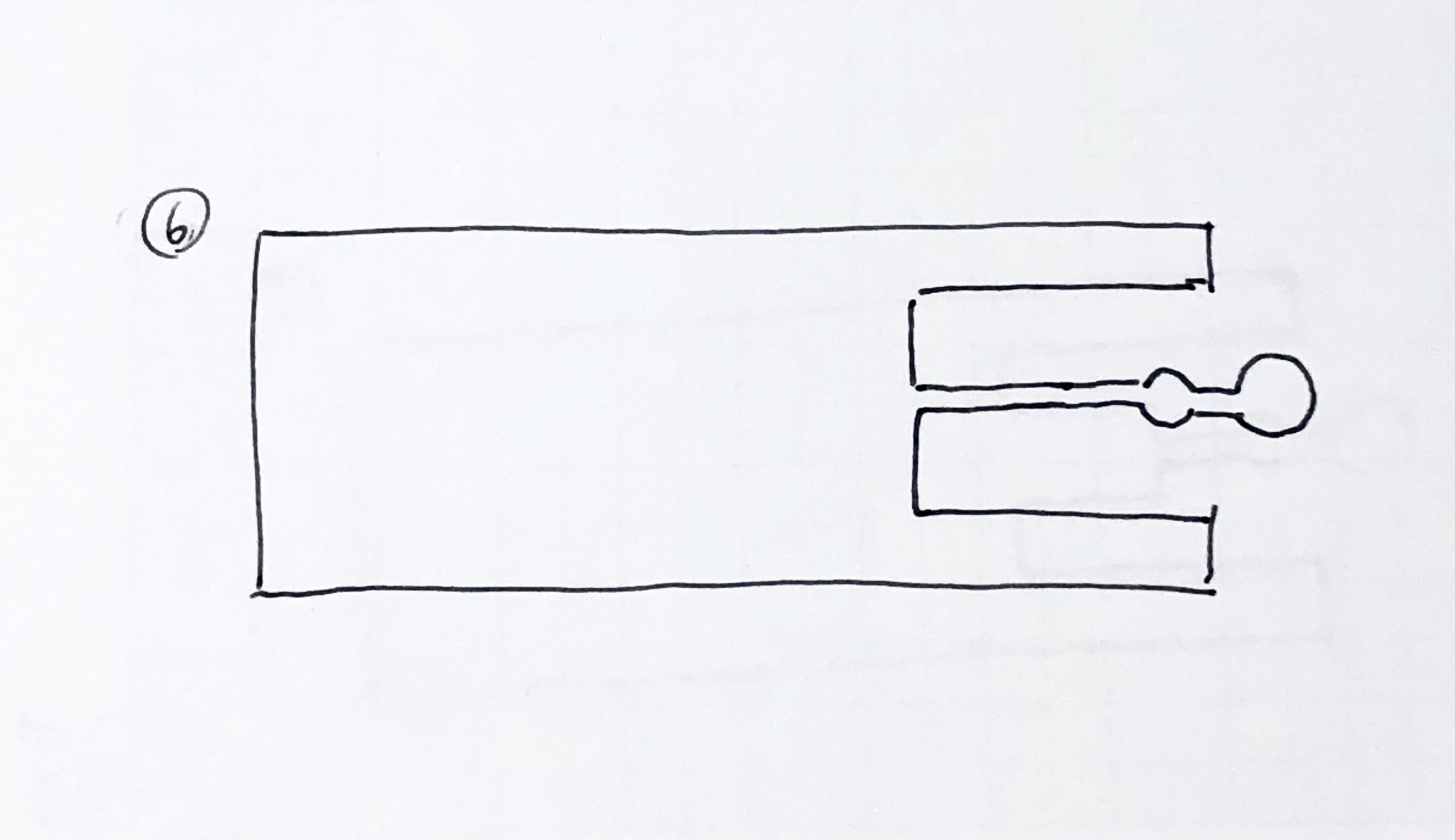
2つ目の球を加工する
次に先程作った内径溝入れバイトで同様に2つ目の球を加工します。
更に端面に溝を入れる

先程作ったバイトで更に端面に溝を入れていきます。
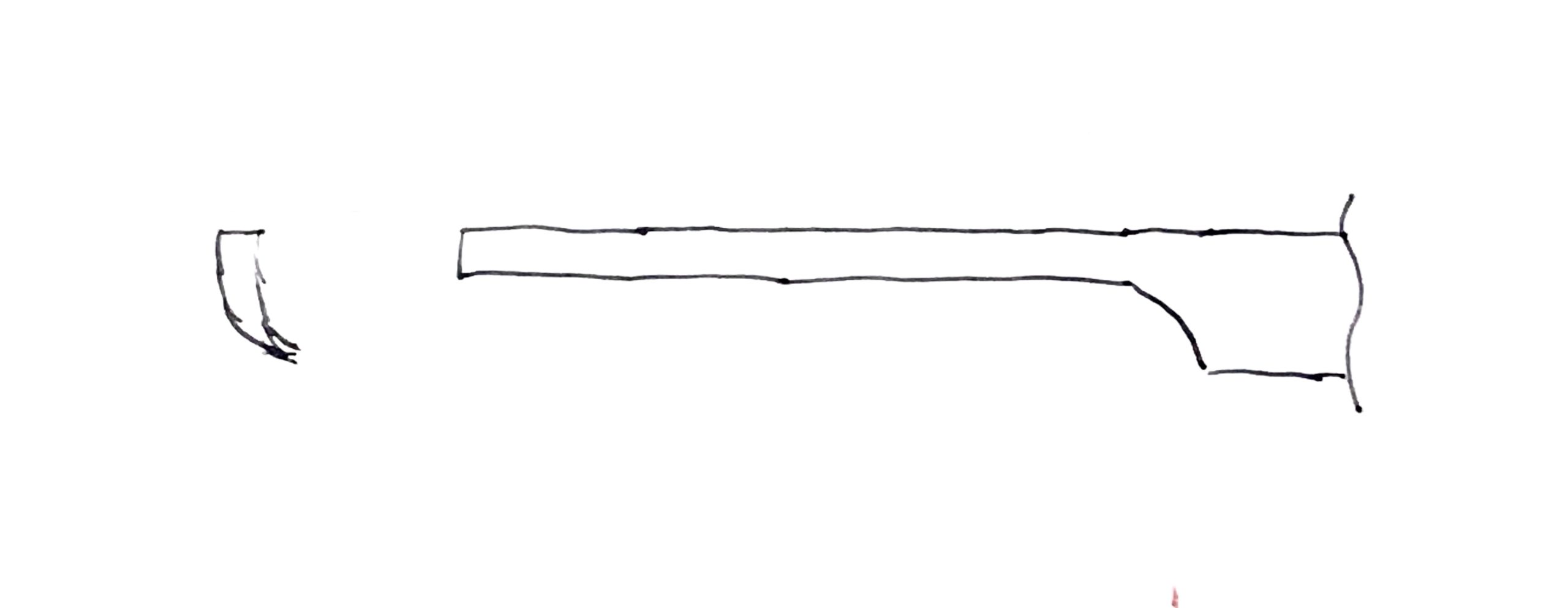
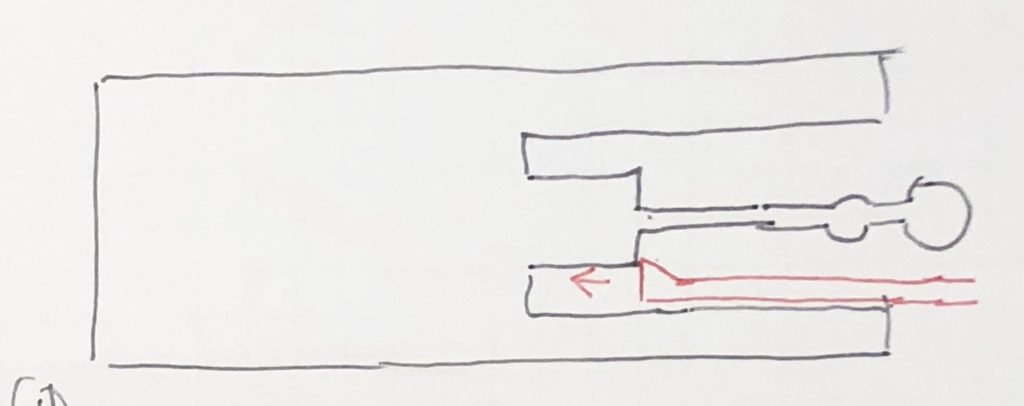
中の棒の外径を加工する
次に中の棒の外径を加工します。
これほどの深さになってくると内径溝入れバイトでは厳しいため、うち外径用のバイトを製作します。
内径用の完成バイトを削ってこの形にし、バイトを裏向きに取り付けて主軸を逆転させ、外径を加工するのが良いでしょう。
バイトは見ての通りかなり腰が弱い形状になりそうなので、切り込み量は0.05mmくらいで削っていくのが現実的なところになりそうです。
これを繰り返す
このようなイメージで、端面溝入れとうち外径加工を繰り返してどんどん彫り込んでいきます。
追記:絵では下側を削っていますが、切粉処理の関係からバイトを裏向きに取り付けて上側から削ったほうが良さそうです!
内径を仕上げて、棒と内径は完成
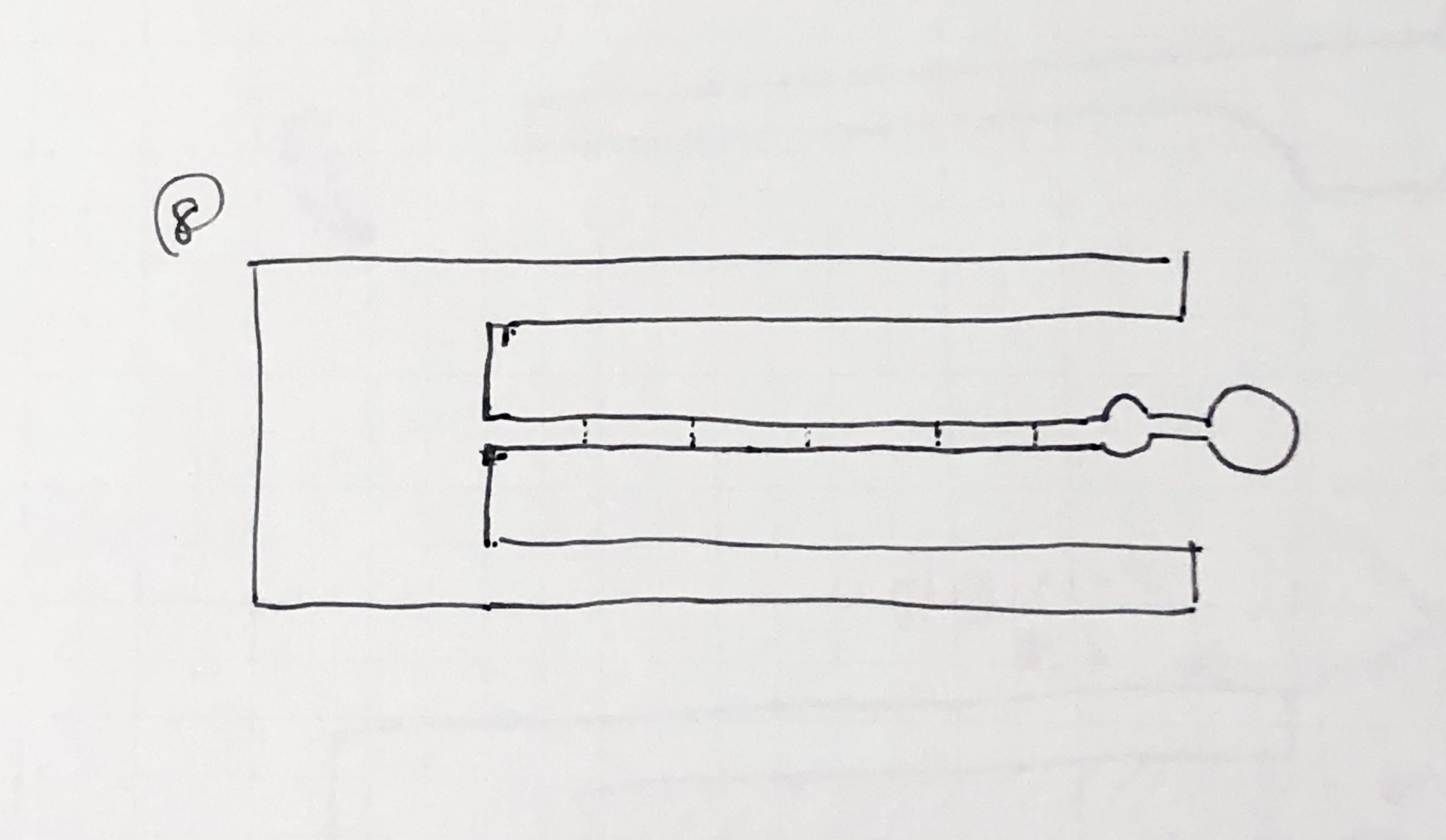
上の作業を繰り返してこのような形になったら、最後に内径を仕上げます。
これで棒と内径は完成です。あとは外径だけ!
ガリウムを流し込んで外径を薄肉に仕上げれば完成!
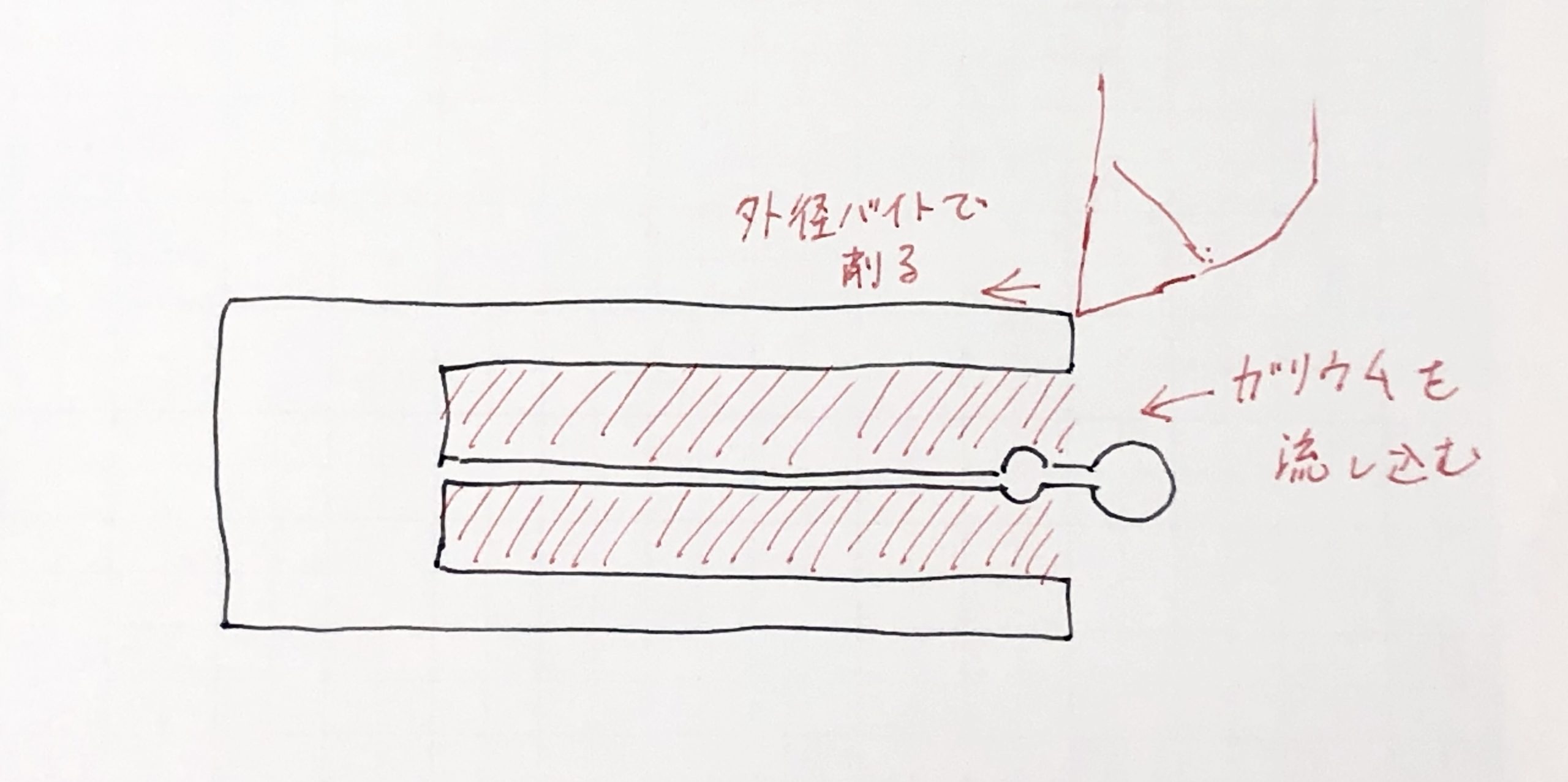
冒頭の写真のような薄肉にするには、普通に削っても加工面が逃げてしまうので不可能です。
そこで加工面が逃げないように、中に低融点金属であるガリウムを入れてやります。
ガリウムは融点が約30度なので、お湯で溶かして流し込みます。

こちらの記事で紹介したガリウムで薄いカラーを作るやり方の応用です。
ガリウムを入れた状態であれば身が詰まって加工面が逃げないため、厚さ0.1mmほどの薄肉でも加工可能です。
加工後は再度お湯につけて、ガリウムを除去してやれば完成です!
とりあえずやり方は書いてみたが・・・
刃物が不安定すぎてちゃんと削れるかやってみないと分かりません・・・。
私が思いついていないだけで、もっといい方法で作っているかもしれませんので、思いついた方はコメントいただけると嬉しいです。
この部品、見た目のインパクトがものすごいので、いつか時間ができたときに挑戦してみたいと思います!
挑戦してみたらまた記事にします!!
他にも切削速度とチップ寿命の関係の記事など色々書いていますので、よかったら見てみてください(^^


コメント
突然すいません。
お湯で溶ける金属は「Uアロイ」なら知っていましたが、ガリウムはじめて知りました。
お湯で溶ける金属も、切削の違いや、母材との親和性など考えることがあるんでしょうか、
ここまで細いとドライ加工ですかね?油の勢いで折れることは無いのかな?
あと、キリコが邪魔しそうで、バイトのすくい面をひっくり返して、
キリコが刃先溜まらず、下に落ちるようにしたほうが良いかと思いました。
コメントありがとうございます!
Uアロイ、勉強になります。 商品名のようですので、ガリウムが含まれた合金なのでしょうか。 googleで調べてもすぐには合金の成分内訳が出てきませんでした。
お湯で溶ける金属については実際に加工したことはないのですが、youtubeで加工動画があがっています。https://shokunin-tenshoku.com/2525
それを見たところ、考えることはそれほどなく加工できそうな印象です。 いつかやってみたらまた情報を共有します。
切粉の兼ね合いがあるので、折れない範囲で油もしくはエアーを使って加工したいところですね。
切粉の件、おっしゃるとおりだと思います。バイトをひっくり返して正転で削ったほうがトラブルなく加工できそうです。
なんかトヨタ自動車のGRヤリス評判高いですね。水素燃料エンジン車のくせにパワーがあるんだって。そうそうなんか某社の有名なSLD-MAGICがエンジン回りにはめこまれているのも一つのみそらしい。