
汎用旋盤では馴染み深い芯出し。

汎用旋盤の4つ爪チャックでの芯出しは上のページで解説していますが、悩ましいのは三つ爪油圧チャック(パワーチャック)のNC旋盤での芯出しです。
一つひとつの爪を上下させることができないため、根本の芯出しが4つ爪のようにはできません。
なので、その芯出し方法を今回解説していきます。




先端部分の芯出しは油圧を最小にして叩く
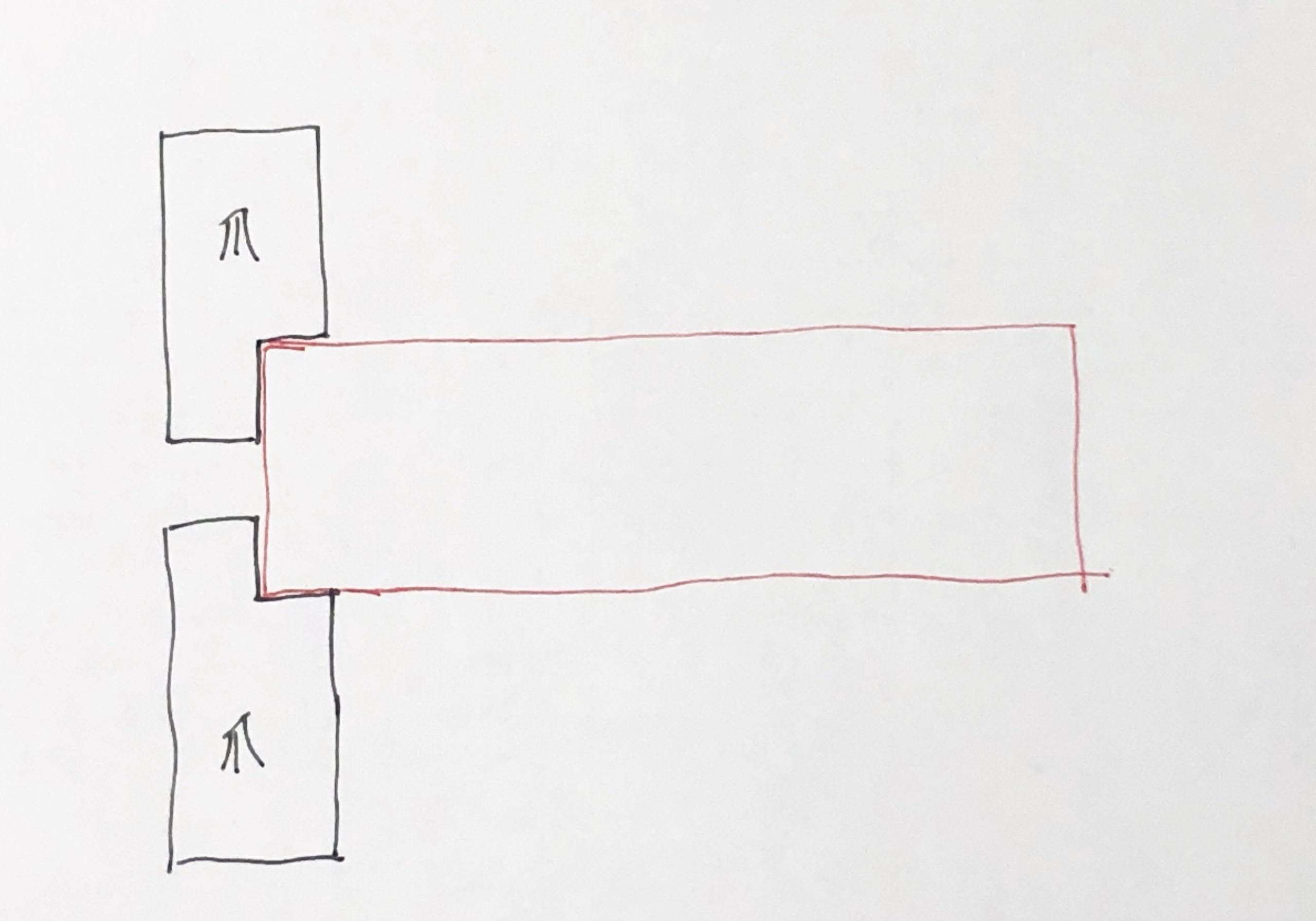
まずはワークを掴んだ例を2つ用意しました。
この2パターンであれば、先端をハンマーで叩くことで芯出しができます。(ただし根本の芯が出ている場合に限ります。)
まず図1のパターンの場合、油圧を最小にする必要があります。
勤務先にあるオークマのNC旋盤だと、最小の油圧が0.5です。0.5以下に下げてしまうとシリンダが焼き付いてしまう原因になるため、0.5ぎりぎりまででとどめておくとよいです。
油圧を下げれば汎用旋盤と同じようにピックゲージをワークにあてて芯出しができます。
芯出し完了後は忘れずに油圧をもとに戻し、芯が狂っていないかチェックするようにしましょう。
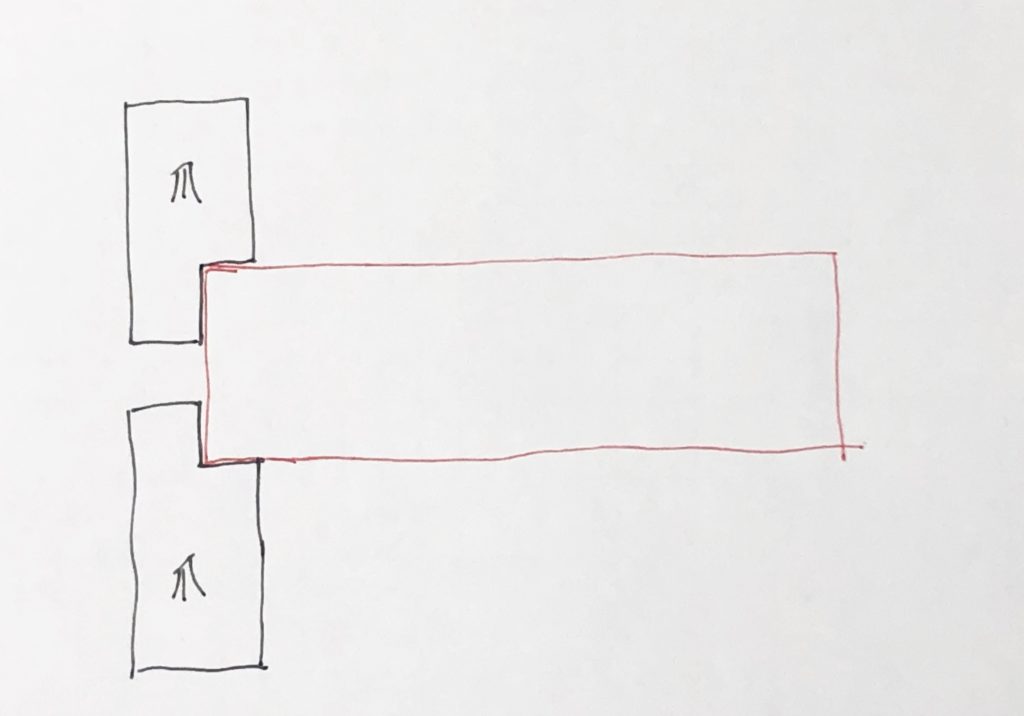
図2のように高爪を使っている場合、爪自体が少し傾くため、油圧をさげなくてもある程度芯出しが可能です。
そのままハンマーでたたき、ピックゲージの振れを0に近づけてやりましょう。
もし振れの値が動かない場合は先程と同じように油圧を下げれば多少は動くようになると思います。
根本の芯振れを直すには新聞紙を使う
問題になってくるのが根もと部分の芯出しです。
ですがもし根本の芯が狂っていた場合、生爪の芯が出ていないため、通常は生爪を削り直して修正しなければなりません。
ですがもしセレーションを動かして多少小さめのワークを掴んでいる場合は、正しく爪が成形できていてもセレーションの精度で芯が振れてしまうこともあります。
ただ爪が傷んでいるだけだったとしても、普段あまり使わない爪であれば修正するのも億劫ですよね。
そんなときに活用できるのが新聞紙を使った芯出しです。
やり方は口でいうと簡単、ワークと爪の間に新聞紙を一枚だけ挟んで芯を動かしてやり、芯振れを0に近づけていきます。
しかしこれがやってみると意外と難しく、振れを0.03mm以内に収めようと思うと結構な時間がかかるときがあります。
なので数物には向いていない、単品もの向けの方法です。
コツは、動かしたい距離に合わせて新聞紙の大きさをかえること。
例えば0.05mm芯を動かしたければ普通に新聞紙を挟めばよいですが、0.02mmしか動かしたくない場合はほんのひとかけら、3mmくらいの大きさに新聞紙をちぎり、挟んでやります。
行き過ぎたり足りなかったりするので、根気よく作業を行ってみてください。
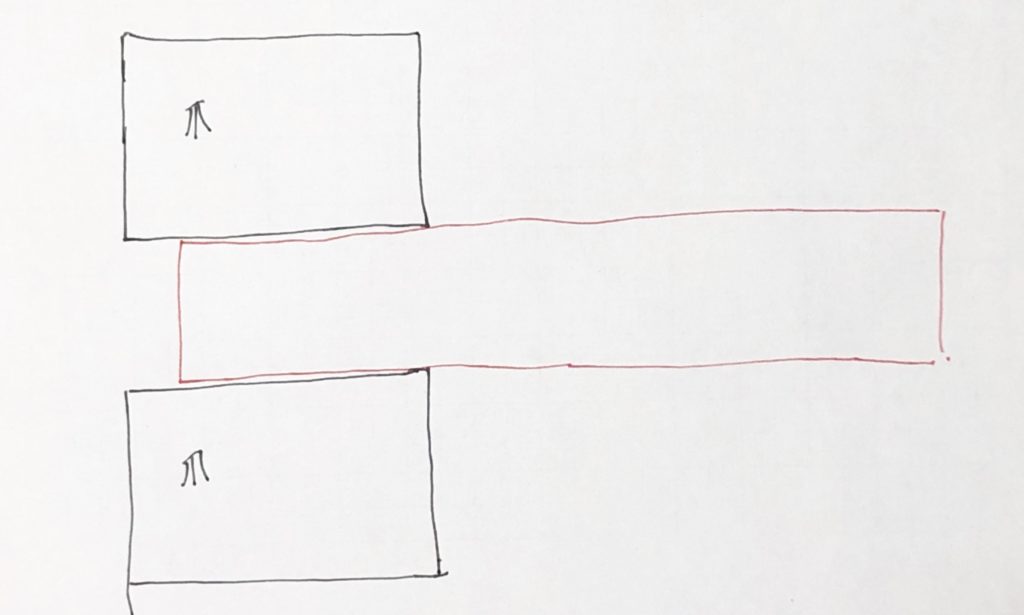
この方法を応用すると、以下の図のような芯出しも可能です!
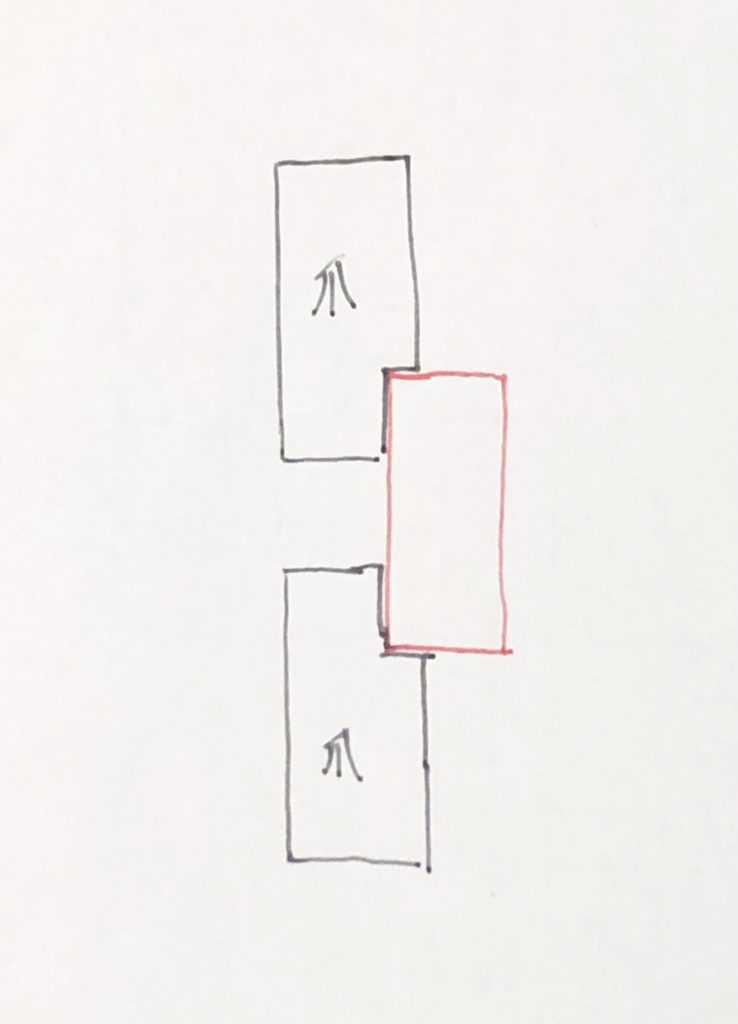
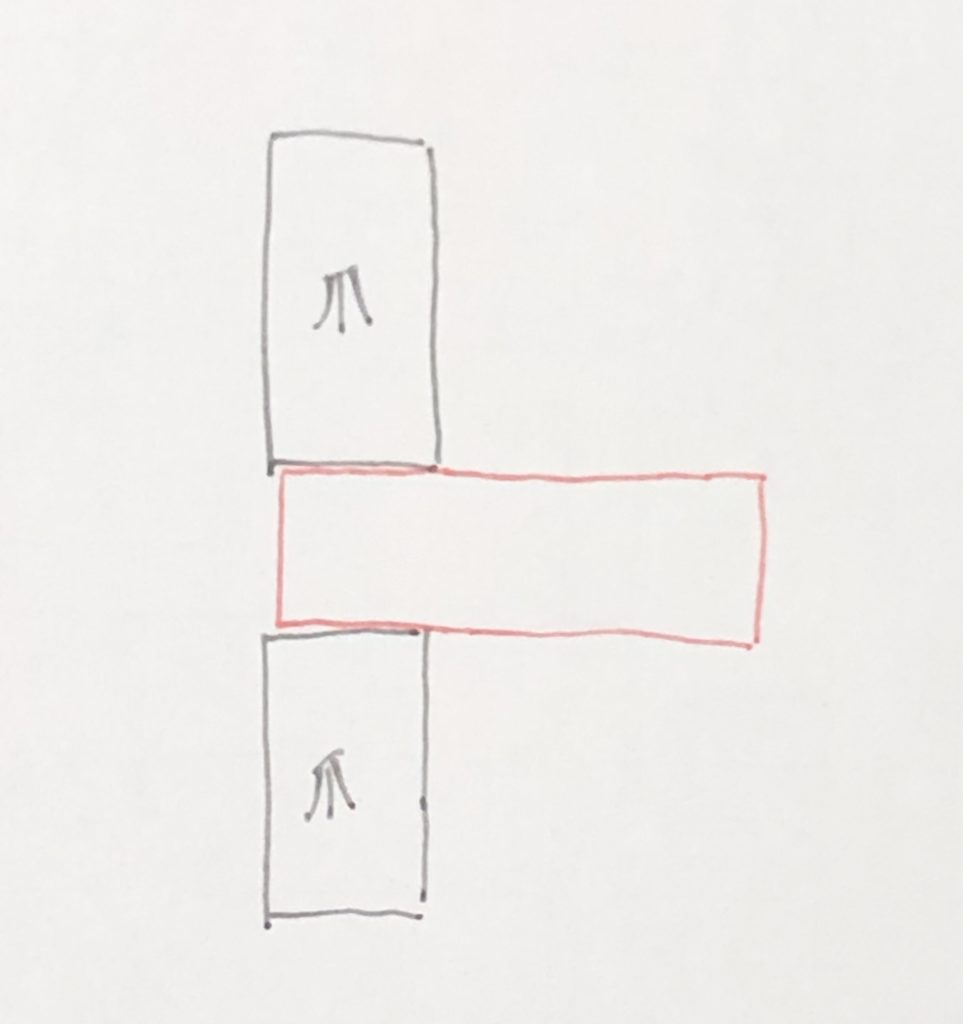
図3,図4のような状態だと、油圧を最小にしてもハンマーで芯出しをすることは難しいです。
ですがこのような場合も新聞紙を使って少しずつ芯をずらすことによって、芯出しを行なうことが可能です。
幾何公差が入っている単品ものの加工におすすめなので、是非挑戦してみてください!

コメント