
三菱マテリアルの工具カタログを見ていると面白い項目を見つけたので、紹介します。
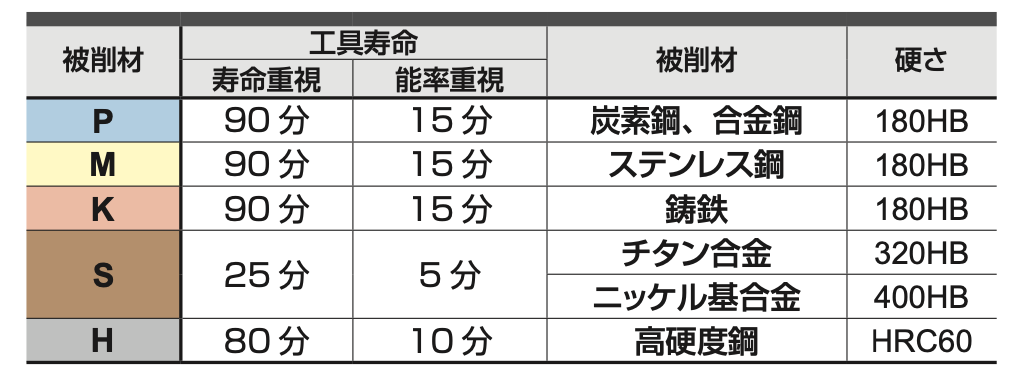
こちらの表、例えば炭素鋼の場合、切削速度を能率重視の速度にしていれば工具寿命は15分ですが、寿命重視の速度にすることで90分までのびるという事が書いてあります。
その差は六倍!!
これは具体的にどの切削速度帯を使っていくべきか考えてみる必要がありそうです・・・。




切削速度をかえるだけで工具の寿命が6倍になるわけではない
先程の表を見て思ったのは、「切削速度をかえるだけで単純に工具寿命が6倍になると勘違いしやすいなー」ということです。
例えば同じ切削量の部品Aを作ったとして、残寿命100%のチップを使ったとき、それを作るのに能率重視だと30%の工具寿命を消費し、寿命重視だと六分の一なので5%の工具寿命しか消費しない・・・とはなりません!
その理由は単純。切削速度を上げるとその分多く削れるから。
ではここからが本題です。寿命重視と能率重視の切削速度を比較すると、実際のところの工具寿命は何倍になるのか考えてみましょう。
寿命重視の切削速度に落とすと工具寿命は何倍になるの?
ここは計算の話なので、興味ない方は次の見出しまで読み飛ばしてください!
実際の工具寿命の伸びを、MC6025のチップを例に考えてみます。
実際の工具寿命がどのくらい伸びるか計算するためには、時間ではなく、寿命重視が能率重視に比べて何倍の長さを削れるかを求めれば良いですね。
そのためにまず、単位時間あたりの切削距離を求めてみましょう。
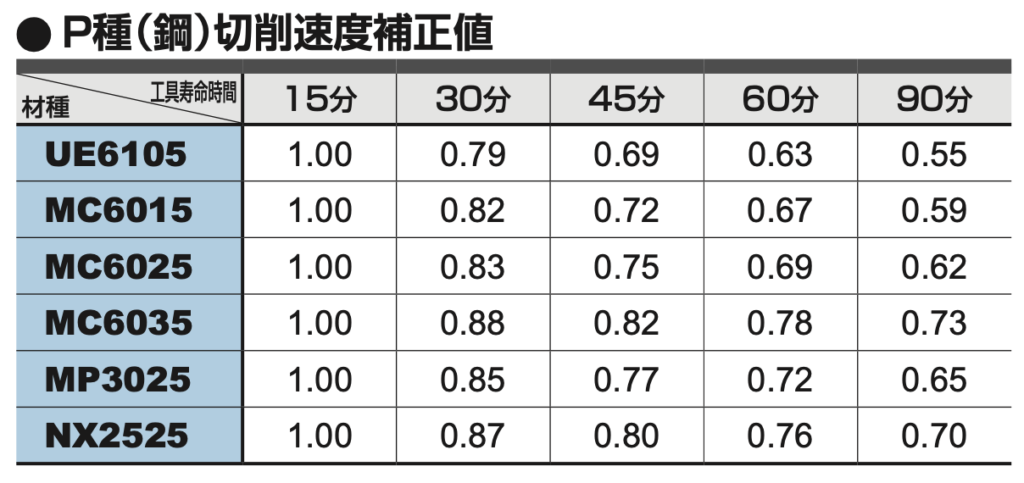
上の表は、鋼において対応した工具寿命時間を確保するために、能率重視の切削速度に対してどのくらいの倍率の切削速度で加工すればよいのかを表しています。
例えば便宜上、表のMC6025の能率重視切削速度が100m/minとします(実際はもっと高いです)
すると表から寿命重視切削速度(90分のところ)の倍率は0.62なので、寿命重視の切削速度は62m/minになります。
これが単位時間あたりの切削距離です。
この値を使って、実際に削れる長さを求めます。
能率重視は15分加工できるので、100m/min×15min=1500m
寿命重視は90分加工できるので、62m/min×90min=5580m
つまり、MC6025における寿命重視の実際の工具寿命は5580÷1500=3.72倍
になります!
切削速度を落とすだけで工具寿命が3.7倍になる!!
なので、切削速度を落とすことで、工具寿命は6倍とまではいかないまでも、3.7倍まで伸びるということです!
切削速度を0.6倍に落とすだけで工具寿命が3.7倍。私も今回始めて計算しましたが、とても勉強になりました。
機械を放っておける状態のときなど、必ずしもサイクルタイムが短くなくても良い場合は積極的に切削速度を落として、工具を長く使えるようにしたいですね!
能率重視、寿命重視それぞれの切削速度はラベルに記載あり!
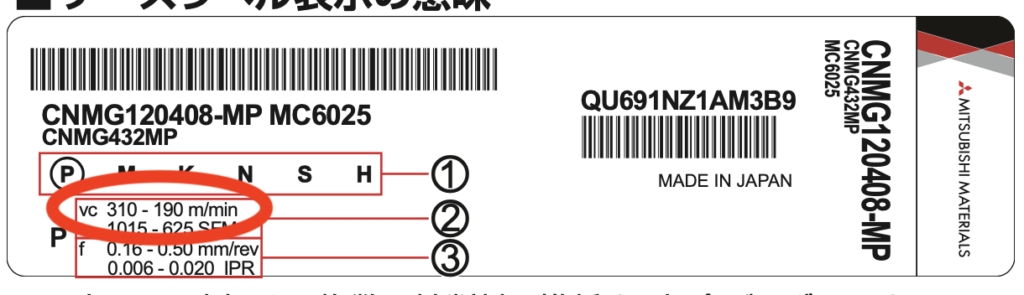
三菱マテリアルの場合、能率重視、寿命重視の切削速度がケースラベルに書いてあります。
ラベルのvcの欄に切削速度が2つ記載されていますが、高いほうが能率重視、低いほうが寿命重視です。
画像のMC6025では、能率重視が310m/min、寿命重視が190m/minということですね。
寿命重視よりも切削速度を落としても寿命は長くなりませんし、能率重視より切削速度を上げるとチップが欠けたりトラブルのもとになります。
加工の利益を最大化するために、切削速度を使い分けられるとベストですね。

コメント