


センタードリルは切削工具の一種で、旋盤加工はもちろん、マシニングセンタをはじめとしたフライス加工にも頻繁に使われる一般的なドリルのひとつです。
この記事では、センタードリルの基本的な特徴から、その使い方、さらには主要なメーカー情報まで、幅広く解説しています。また、センタードリルだけでなく、似た工具であるリーディングドリルとの違いについても触れています。センタードリルの基本的な知識やその選び方、使用方法など、詳しく知りたい方はぜひ本記事をお読みください!
本記事で分かること
・センタードリルの基本的な役割と特徴
・センタードリルの使い方
・センタードリルのメーカー、規格と選択のポイント
・センタードリルとリーディングドリルの違いと使用シーン




センタードリルの基本と特徴
センタードリルとは
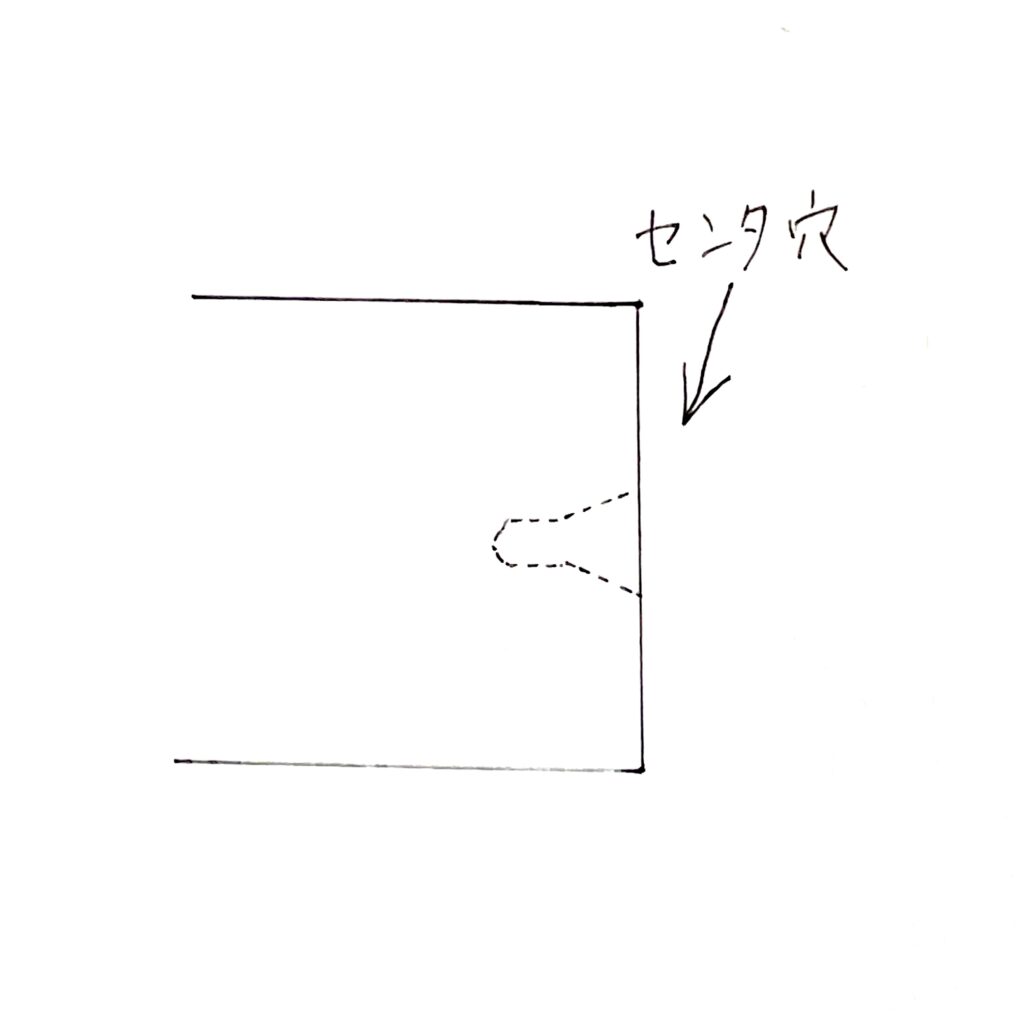
センタードリルは切削工具の一種で、加工物のセンター穴を決めるために使われるドリルです。その名の通り、材料の中心に位置する穴をあけるためのドリルとして設計されています。その主な役割は、小さな穴を開け、旋盤や円筒研削盤で心押台が材料を支持するための支点を作ることです。センター穴の位置は加工の基準となるため、高精度の加工を行う際は特に重要となります。このような役割から、センタードリルには先端の径の小ささや切れ刃の鋭さ、そして高い剛性が求められます。
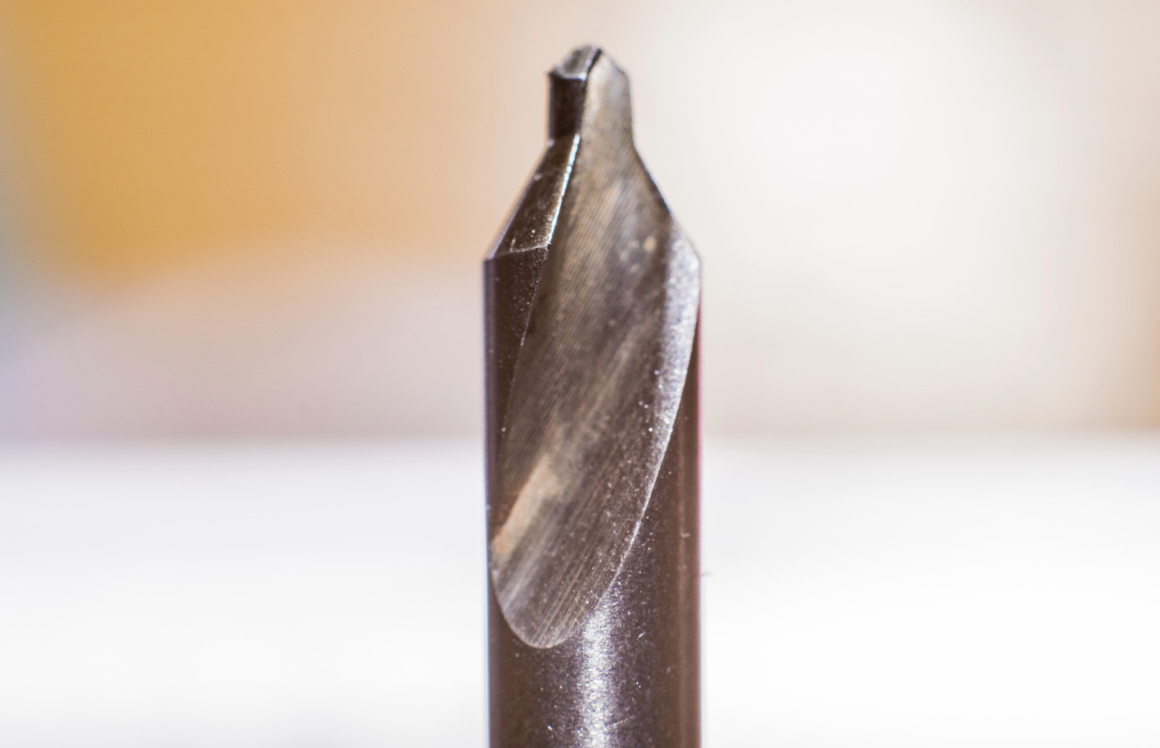
センタードリルの基本的な特徴
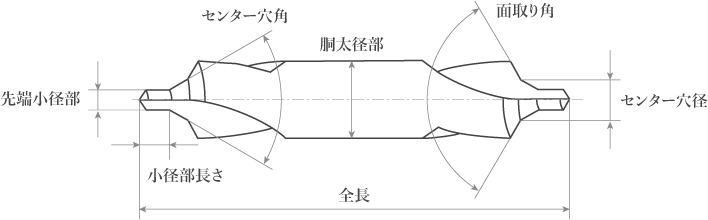
センタードリルは高い剛性が必要なため、全長が短く作られているのが特徴です。また、刃先には細い小径部分とセンター穴角に合わせた60度のテーパ部があります。これらの部分はそれぞれ、軸がぶれることなく穴あけを行う役割、心押しセンターに適した角度で穴あけを行い、旋盤加工時のワーク保持力を確保する役割を持っています。
また、センタドリルによってはさらに角度の大きい面取り部があり、穴深さを深くすることで面取りを同時に行うことができるようになっています。
センタードリルは、先端が尖っており、精密な位置決めが可能です。また、短いため振れの少ない加工が可能となっています。これにより、高精度な加工が求められる旋盤等の切削加工機械での使用が一般的です。
センタードリルの角度は?
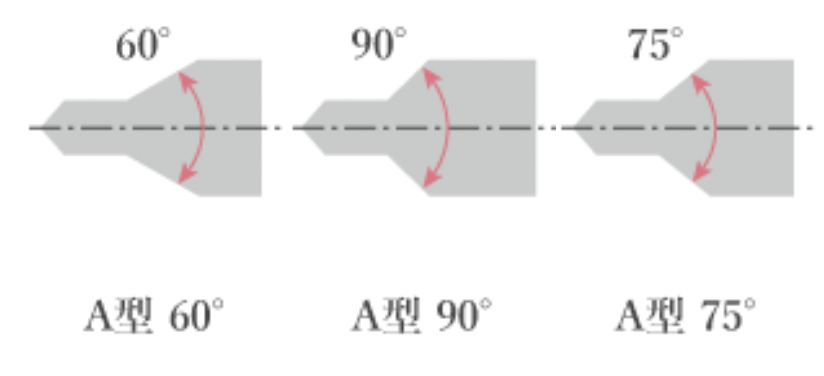
センタードリルの角度は基本的に60度です。
75度や90度のものも流通しているようですが、私も現場で60度のものしか使ったことがありませんし、それで不都合がでたこともありませんので、60度とおぼえておいて差し支えないでしょう。
センタードリルの規格は?規格表も公開!
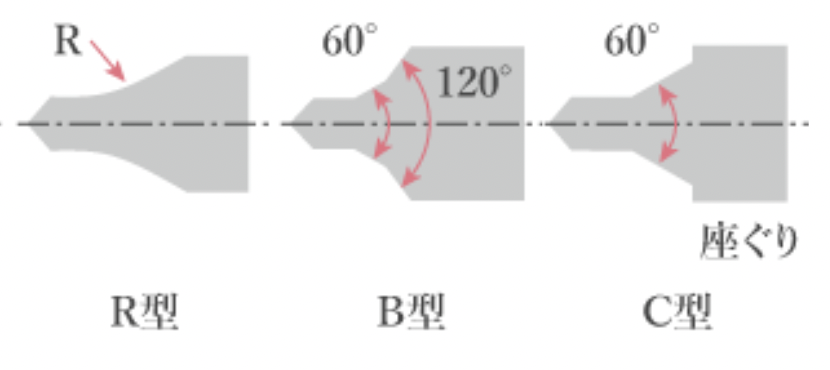
センタードリルの規格形状は、先程ご紹介したA型が主流ですが、上記のようなR型、B型、C型もあります。
それぞれに材質、ねじれ角、ドリル長さ、コーティングなどがあるため、下記のように多くの種類から選ぶことができます。
規格表については本記事で全て掲載するには膨大な量があるため、最も一般的なハイスのJIS A型60°のものを掲載しておきます。私が使っているのもほとんどこの中のものです。
その他種類のメーカーのカタログを見ると良いです。
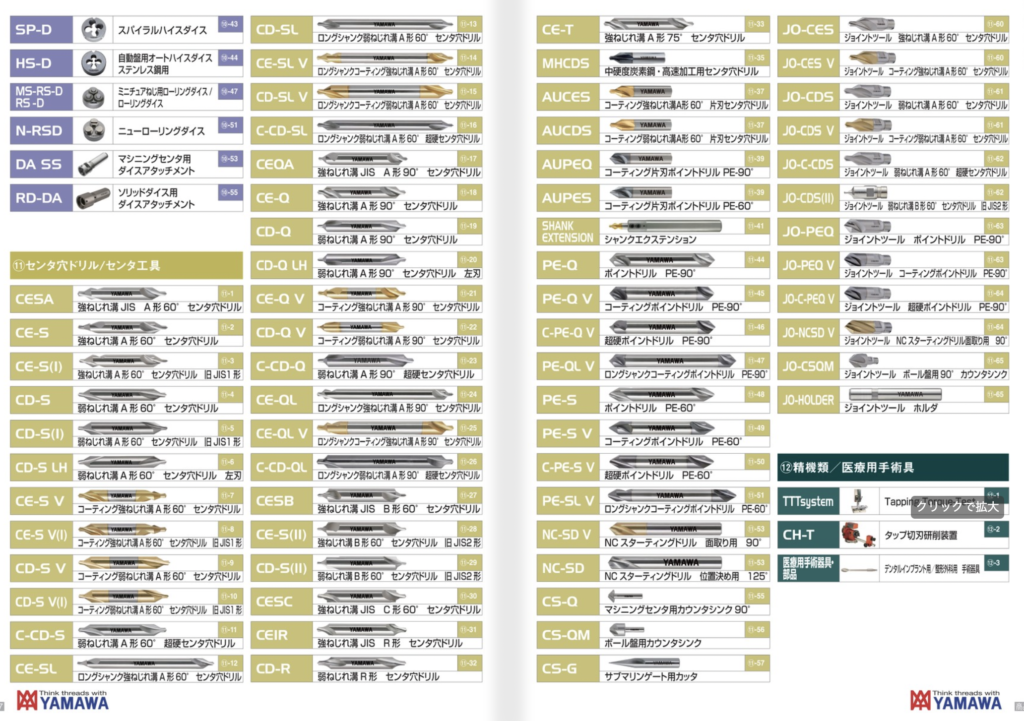

センタードリルの規格は、メーカーやモデルによって異なるため、具体的な規格表や詳細は各メーカーの公式サイトやカタログを参照することをおすすめします。多くのメーカーが独自の規格を持っており、それぞれの用途や特性に合わせて選択する必要があります。
おすすめは、ハイスのセンタドリル
センタドリルは、超硬でできたものも選ぶことができます。しかし、超硬では回転数を上げて高速な加工ができる反面、低切削速度帯で傷みやすく、また芯ズレの可能性のある旋盤では折損の可能性が高くなります。
超硬は硬い分デリケートですので、特別な理由がなければハイスを選んでおくのが間違いないでしょう。JIS A型60°の中から選べば問題ありません。
ちなみに私が普段NC旋盤で使っているのは先端径φ2のものです。汎用旋盤ではφ2.5のものを使っています。
センタドリルを使った加工の目的は?
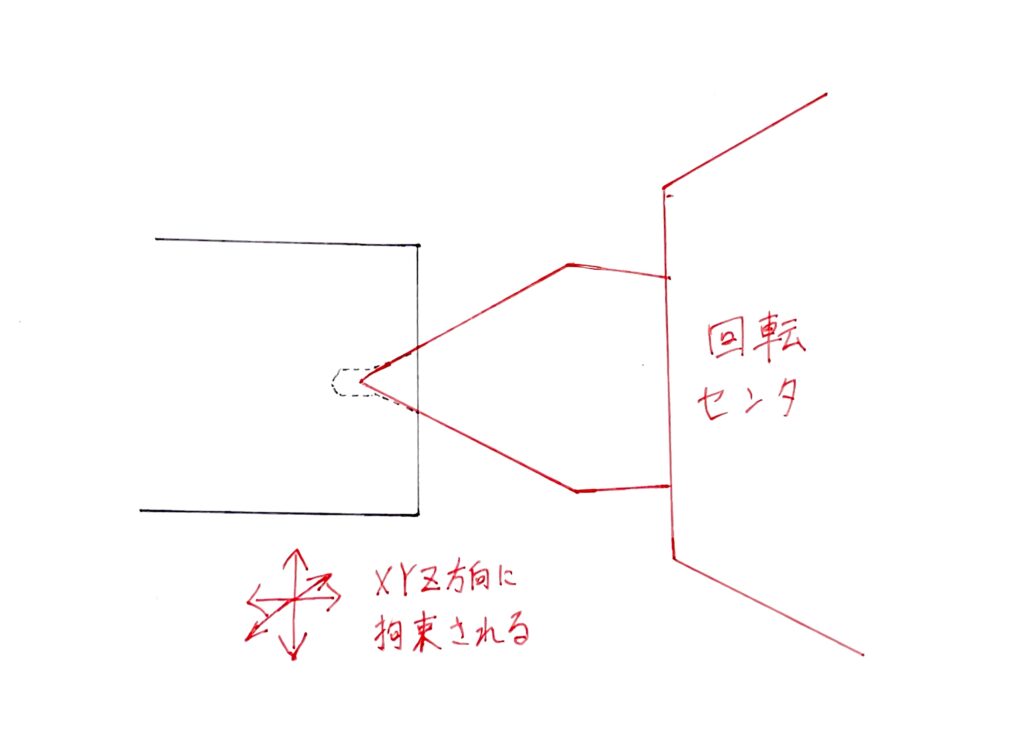
心押し加工に使われるセンタ穴
センタ穴は、心押し加工に使われます。
心押し加工は、汎用旋盤、NC旋盤のどちらを使う上でも、シャフト形状の加工を行うのに欠かせない加工方法です。
ワークを安定的に支え、長尺ワークのびびりや逃げを抑えるために絶大な効果を発揮します。
心押しについてはこちらの記事で詳しく解説していますので、ぜひ合わせてご覧ください!

センタードリルの使い方を徹底解説
センタードリルの切削条件を公開!深さ、回転数は?
センタードリルの切削条件は、使用する材料やドリルの種類、加工機械の性能によって異なりますが、迷うようでしたらNC旋盤の場合回転数1000rpm、送り0.03mm/revで加工しておけば大抵間違いありません。
これは控えめな条件になりますので、主軸回転であるマシニングセンタや、芯が出ている機械では2000rpm、0.05mm/revくらいやそれ以上でも問題ありません。
クランプ条件が悪かったりなど、びびり抑制を優先させる場合は400rpmなど低速で加工することもあります。
私は普段、1500rpmの0.03mm/revの条件を使っています。単品ものの加工を行っていますので、サイクルタイムより安定性を重視した切削条件です。
加工深さは、先端径φ2のセンタドリルで通常3.5mm(先端から)入れています。
汎用旋盤の場合は500rpmで回すことが多いです。送りは手送りで行います。
一般的には、硬い材料を加工する際は低い回転数、軟らかい材料を加工する際は高い回転数を選択します。深さに関しても、材料や加工条件に応じて適切に調整する必要があります。適切な切削条件を選択することで、効率的かつ高精度な加工が可能となります。
センタードリルは下穴としても使える
センタードリルは、キリ穴をあける前の下穴としても使用することができます。下穴をあけることで、次に使用するドリルが正確に位置決めされ、振れることなく加工することができます。この方法を使用することで、穴あけの位置精度が飛躍的に高まります。
その他、その形状を活かして別のドリルによってあけた穴の面取りなどにも使います。
芯もみ加工(もみつけ)のポイント
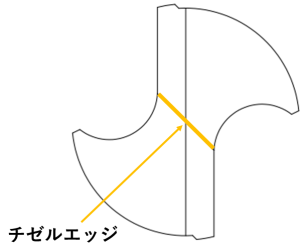
下穴としてセンタドリルを使う際のポイントとしては、ドリルのチゼルエッジをかわせる深さのもみツケを行っておくことです。そうすれば、ドリルの刃先が滑らず正確な位置に穴を開けることが可能です。(チゼルエッジについては下画像参照)
この方法を使用することで、ドリルが材料に対して正確に位置決めされ、高精度な穴あけ加工が可能となります。しかし、過度な圧力をかけると材料やドリルにダメージを与える可能性があるため、注意が必要です。
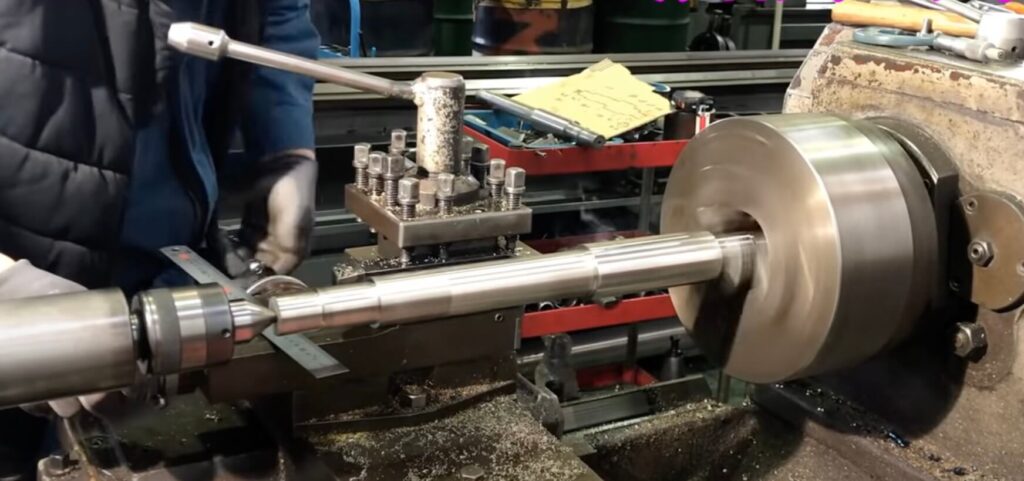
汎用旋盤でのセンタ穴あけ方法は?
汎用旋盤でのセンタ穴あけは、まず材料を旋盤に固定し、センタードリルをチャックにセットします。
そしてセンタードリルの折損防止のために必ず切削油をハケ塗りします。
その後、上記で解説した通りの適切な回転数を設定し、心押台のハンドルを穴をあけるように加工します。
NC旋盤でも同様ですが、NC旋盤ではクーラントを出せるため、油のハケ塗りはひつようありません。
このとき、ドリルの振れや摩耗を定期的にチェックし、必要に応じて交換や調整を行うことで、より精度の高い加工が可能となります。
センタードリルでの正確な穴あけのコツ・注意点
センタードリルでの穴あけには、いくつかのコツや注意点があります。まず、ドリルの摩耗や振れを定期的にチェックし、必要に応じて交換や調整を行うことが重要です。また、加工する材料の種類や硬さに応じて、適切な切削条件を選択することも大切です。さらに、ドリルの冷却や潤滑も適切に行うことで、長寿命化や高精度な加工を実現することができます。
センタードリルの主なメーカー
岡部のセンタードリル
岡部は、センタードリルの製造・販売を行っている有名なメーカーの一つです。高品質な製品と豊富なラインナップが特徴で、多くの工場や加工場で利用されています。特に、切削条件や材料の種類に応じた多様な製品がラインナップされており、多くのユーザーから支持を受けています。

ヤマワのセンタードリル 切削条件も紹介!
ヤマワは、センタードリルの製造・販売を行っているメーカーの一つです。特に、切削条件や材料の種類に応じた多様な製品がラインナップされており、多くのユーザーから支持を受けています。また、ヤマワのセンタードリルの切削条件に関する詳細な情報も公開されており、適切な加工条件の選択に役立ちます。
ヘッド交換式のセンタドリルもラインナップされており、ロングのセンタドリルを先端を交換するだけで使うことができるようになっています。
以下は、最も一般的なセンタードリルであるハイスのJIS A型60°の切削条件です。ハイスですので回転数が低い分にはなんとかなりますが、高すぎると大きく寿命を縮めてしまいます。通常は1000rpm程度、切削速度を上げたい場合はこの切削速度を参考に設定すると良いでしょう。その場合、送りは0.03mm/revからはじめて徐々に上げていくのがおすすめです。


センタードリルの豆知識
センタードリルにはロングのものも!特徴と使用場面は?
センタードリルには、標準タイプの他にもロングタイプのものも存在します。ロングタイプのセンタードリルは、主にマシニングセンタでの加工で使われます。
ドリルチャック・ミーリングチャックがワークに干渉してしまう位置の加工芯もみ加工など、特殊な場面での使用が一般的です。また、旋盤加工ではめったに使いませんが、深い奥端面にセンタリングを行いたい場合などごく稀に使用することがあります。
このタイプのドリルは、長さがあるため振れやすくなる可能性があるため、使用する際は注意が必要です。

センタードリルが不要な場合も!?
センタードリルは、高精度な加工が求められる場面での使用が一般的ですが、すべての場面で必要というわけではありません。例えば、穴位置精度がそれほど求められない場面や、特定の材料での加工など、センタードリルが不要な場面も存在します。
例えば同じキリ穴あけでも、フラットドリルを使った穴あけではセンタリングは必要ありません。
サイクルタイムを短くするために、なんでもセンタドリルで下穴を開けるのではなく、必要なときだけに使うことで効率的に加工ができるようになります。
センタードリルビットは木材用。全くの別物。

センタードリルビットは、木材加工用のドリルビットの一種で、センタードリルとは全く異なるものです。木材加工用のドリルビットは、木材の特性を考慮した形状や刃先の設計がされており、金属加工用のセンタードリルとは使用目的や特性が異なります。
リーディングドリル
リーディングドリルとは
リーディングドリルは、先端がガイドとして機能する特殊なドリルです。このガイドの部分が先行して穴をあけることで、ドリルが正確に位置決めされ、高精度な加工が可能となります。
リーディングドリルとセンタードリルの違い
リーディングドリルとセンタードリルの主な違いは、それぞれの使用目的や特性にあります。
まず、センタードリルは、主に旋盤加工や円筒研削盤での材料支持と、下穴あけの両方の目的で使用されます。面取りにも使えないことはありませんが、補助的なもので、あまりしょっちゅうは面取りには使いません。
一方リーディングドリルは、材料支持には全く活用できない反面、下穴あけと面取りに特化しています。フライス加工での面取りも行いやすい形状になっています。


リーディングドリルのメーカー
OSGのリーディングドリル
OSGは、リーディングドリルの製造・販売を行っているメーカーの一つです。高品質な製品と豊富なラインナップが特徴で、多くの加工現場で利用されています。

インプラスのリーディングドリル
インプラスは、私のおすすめする工具メーカーです。台湾製の工具が販売されており、高品質ながらも安価なのが大変特徴的です。カタログに金額も掲載されているのでぜひご覧ください。
インプラスのリーディングドリルはこちらから(公式HP)
まとめ
- センタードリルは切削工具の一種で、加工物にセンター穴をあけるために使用する
- センタードリルの主な役割は、旋盤や円筒研削盤で心押台が材料を支持するための支点を作ること
- 切削条件に迷ったら、1000rpm、0.03mm/rev
- キリ穴の下穴にも使われる
- センタードリルの製造・販売を行っているメーカーは、岡部とYAMAWAが有名
- センタードリルの角度は基本的に60度
- 各メーカーは独自の規格を持ち、それぞれの用途や特性に合わせて選択する必要がある


コメント