



タッピング機能のついたボール盤に限りますが、ボール盤でタップを立てることができます。
マシニングセンタ等で原点設定をしたり、プログラムを組んだりする必要がなく手軽に加工できる方法ですので、ボール盤は大変便利な機械です。 特にフライス加工技術者には欠かせない相棒とも言えます。
本記事ではボール盤でタップを立てる方法を解説していきます。




準備
まずは下穴と面取りを行っておき、それからの手順になります。
タップ取り付け


※画像はモノタロウ様HPより引用
はじめにボール盤のドリルチャックにタップを取り付けます。(もちろんタッパーを使っても構いません)
タップには切削タップとロールタップ(転造タップ)の2種類がありますが、本記事では負荷が小さく基本となる切削タップを例に解説します。
切削タップには、主にスパイラルタップとポイントタップ(ストレートタップ)があり、以下の用途によって使い分けます。
・ポイントタップ→切りくずが下に出るため、貫通穴で使用する。
・スパイラルタップ→切りくずが上に出るため、止まり穴で使用する。ポイントタップより強度が低く、折れやすい
画像のように、ポイントタップはまっすぐの形で、スパイラルタップはドリルのようなねじれた形状をしています。
ポイントタップはスパイラルタップと比べて剛性が高い構造をしており、かなり折れにくいです。
そのため貫通穴の場合は、なるべくポイントタップを使用するようにしましょう。
今回の例は止まり穴としますので、スパイラルタップを使います。
ドリルチャックでも意外と折れない
基本はボール盤にタッパーと呼ばれる、空回り・伸び縮みする遊びがついたホルダーを付けるのですが、私の勤務先含め大概の会社では通常のドリルチャックでタッピングを行っています。
確かに底づきしたり、負荷が高くなりすぎると折れるのですが、操作ミスをせず、かつタップの状態を事前に察知するスキルを身に着けたうえで扱えばドリルチャックでも意外とタップが折れることはほぼありません。(慣れるまでは要練習です!)
M8以上のタップであれば、特にSUS304等の材質に立てる場合は結構な負荷がかかりますので、空回りしないようにしっかりとドリルチャックを力強く締め込むようにしましょう。
モードの変更
タッピング機能付きボール盤には、タッピングモードと穴あけモードがあります。
今回はもちろんタッピングモードに設定します。
通常の穴あけモードと違い、タッピングモードは設定した長さまで送ると逆転に切り替わります。
タップは、ボルトと同じように正転で切り込んでいき、逆転で抜ける方向に力が働きます。
切削条件の設定
基本的に、ボール盤の切削条件はHIとLOWの切り替えしか行いません。(この変速機構がないボール盤もあります)
タッピングは通常のドリルと違って負荷がかかるため、なるべく切削抵抗を減らすためギアはLOWにします。
ベルトの位置を動かすことによって回転数の調節が可能ですが、ひとまずは一番低い回転数に設定しておけば間違いありません。
加工時間短縮のため、アルミや小径のタップの場合はHIの回転数にして加工することが多いです。
SUS304にタップを立てたい場合、タップが折れやすいため基本的にLOWの最低回転数でタッピングを行うと良いです。
ワークの取り付け

ボール盤のバイスにワークを取り付けます。
このとき、バイスはボール盤のテーブルには固定しません。バイスを手で動かして、タップとワーク下穴の位置を馴染ませられるようにするためです。
そして、テーブルを動かしてワークの高さを調節するのですが、注意するのはタップ先端とワークは、指幅2~3本分程度離すことです。
ボール盤でタッピングをする場合、設定した長さまでタップを送ると自動的に逆転に切り替わります。
こうして逆転してタップを抜き、タップをスタート位置に戻すと逆転から正転に戻ります。
この正転に戻る過程に十分な高さが必要なのでワークとタップ先端の間にはある程度の距離が必要なんです。
近すぎると、タップ逆転で戻ってくる際に、ワークからタップが抜ける前に正転に戻ってしまい、タップを抜くことができなくなってしまいます。
タッピング深さの設定

※モノタロウ様HPより引用
ボール盤には目盛りがついており、タッピングの深さを設定することができます。
ここで設定した点で、ボール盤は正転から逆転に切り替わります。
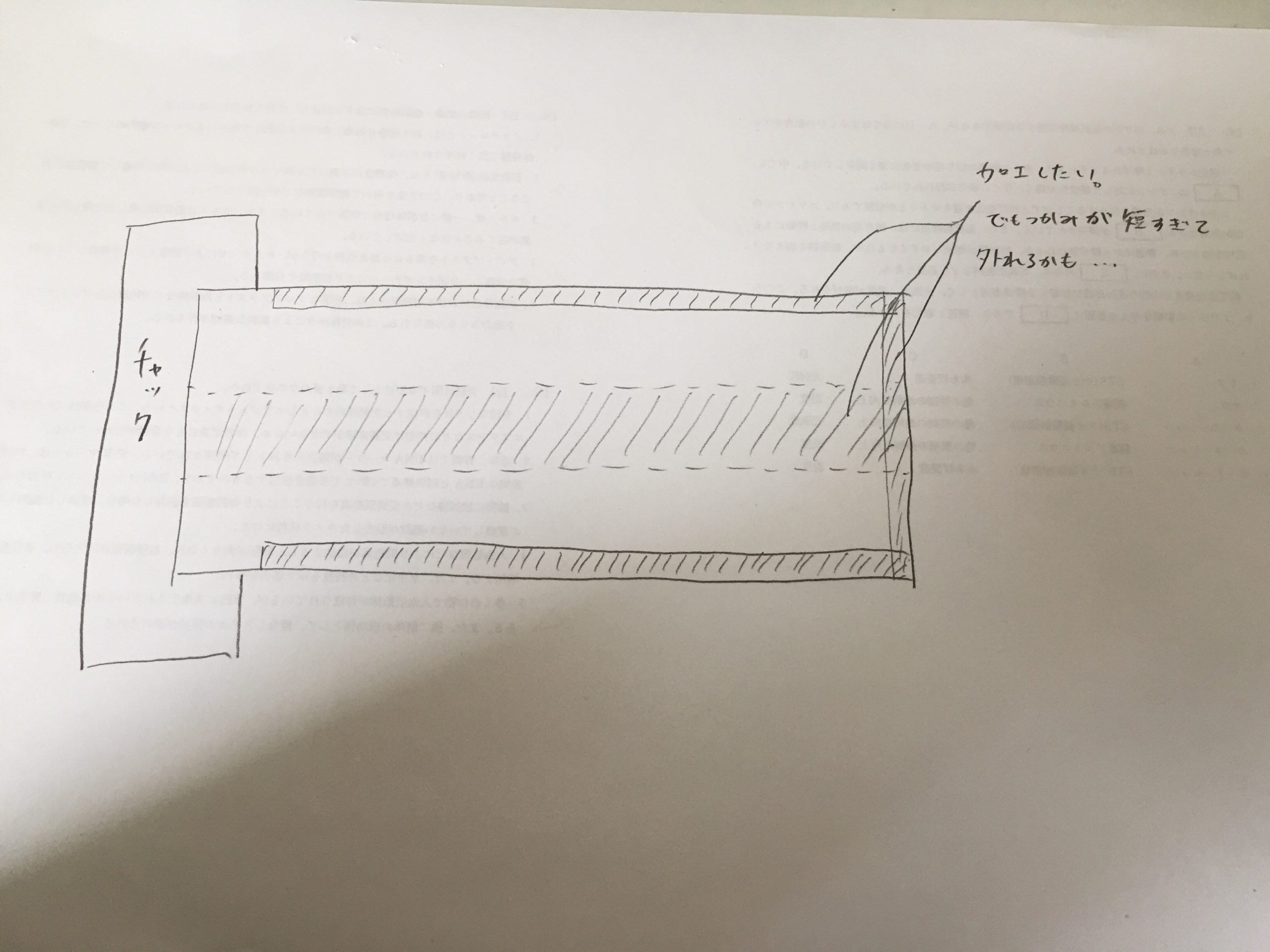
ここでのポイントは、求めるタッピング深さに加えてタップ不完全部の深さを考慮することです。
不完全部とは、タップの先端にある、ねじ山が十分に立っていない部分のことです。
例えばピッチ1.5で不完全部が6山分あったとすると、1.5×6=9mm分余分にタッピング深さを設定する必要があります。
不完全部は、ノギスやスケールを使って大体を測定することができます。
素振りを行う(試運転)
設定した穴深さが正しいか、素振りを行います。
ワークのないところでハンドルを送ってみて、大体目的の深さで正転から逆転に切り替わるかを確認します。
これを行っておくことで、タップ深さ設定のミスを未然に防ぐことができます。
もし止まり穴でタップ深さを深すぎるところに設定していた場合、タップが底打ちし、一発でタップが折れてしまいます。
切削油を塗って、切削
タップが折れないように潤滑性を得るために、必ず切削油を塗ってからタッピングを行います。

使う油はステンコロリンという塩素系の油です。勤務先ではステンだけでなく鋼材にもこの油を使っています。
これを塗るだけでステンでもかなりタップが折れにくくなります。一方塩素系ですので錆びやすいというデメリットもあるので気をつけましょう。
ハンドルを送る力加減ですが、送るときは強め、戻すときは添えるだけです。
送るときに弱めに送ってしまうと、タップは入り込もうとしているのにハンドルが追い付かず、
バイスが浮き上がってしまうことがあります。
戻るときは逆転ですので、力を入れなくても自然に抜けてくれます。ハンドルを持つ手は添える程度で大丈夫です。
ただしM3以下のような細いタップでは、かなり折れやすいため逆にできるだけ弱い力で送るようにしましょう。
追記:JIMTOFで試供品をもらったルビシルというメーカーのタッピングペーストも大変切削性が良く、チタンのタッピングで活用しています。
油はこれを使い、新品のタップを使えばチタンでも現状ボール盤でタップは折れていません。(それでもチタンでは、深いタップを一度で立てようとすると折れます!)
タッピング時の注意点
バイスをしっかり押さえておく
タッピングは、想像以上に負荷がかかる加工です。
ワークがタップに引っ張られてバイスが回転してしまうことがあるので、ハンドルを送るのとは反対の手でしっかりバイスを押さえておきましょう。
怖い場合は、バイスが一定以上回らないようにするピンやボルトを、ボール盤のテーブルの穴に通すかたちで設置しておくとよいです。
ハンドルとテーブルの干渉に注意
ワーク設置時に、テーブルの位置を調整し忘れると、ボール盤のハンドルにテーブルやバイスが当たってしまうことがあります。
こうなってしまうと、タップは回転しているのに機械が送られない状態となり、バイスが浮き上がるか、タップが折れるかネジがつぶれます。
危険なので、必ずテーブルとハンドルが干渉しないかはチェックしておきます。
軍手が巻き込まれやすいので注意
タップには、軍手のような布が引っかかりやすいです。
巻き込まれて大変危険なので、軍手をしての作業は決して行わないようにしましょう。
こちらの動画でその危険性はよく分かるかと思います。
機械加工の気をつけるべき事故について下の記事にまとめています。機械を扱う方は知っておいたほうが良いことばかりですので、ぜひ読んでみてください。
(参考)ボール盤で穴あけをする方法
順序は逆になってしまいましたが、ボール盤で穴あけを行う方法も簡単にご紹介します。
基本はタッピングと同様です。
準備として、ポンチやセンタドリルを使って心もみはあらかじめ行っておきましょう。
まずはワークの取り付けです。丸棒でしたらVブロックなどを使い、板ものでしたら直接バイスでつかんでやればOKです。
それが済んだら深さの設定をします。
止まり穴でしたらタッピングと同様に、主軸を回転させずにワーク端面にドリルを当て、その状態で目盛りを合わせます。
そして素振りをして、穴あけを開始します。細い径のドリル以外は意外と力がいります。
また、加工硬化(焼付き)やカジリの原因になりますので、適宜油を塗りながら穴を開けていきます。
塗るのはタッピングでも紹介したステンコロリンです。
止まり穴でしたら目盛りで設定したところでドリルが止まりますので、それで穴あけ完了です。
貫通穴の場合、貫通する瞬間に力を入れすぎていると送りが大きくなりすぎてドリルを傷めますので抜けるときは力を入れすぎないようにします。
タッピング・穴あけともに、例え軍手をしていなくても巻き込まれる危険がまったくないわけではありません。「やばい」と思ったらすぐにボール盤の「停止」ボタンを押すようにしましょう。

コメント