
総合課題でT溝加工がでてきます。そこで今日の職業訓練では、その練習のためにT溝加工を集中的に学習しました。




今回削った部品はこちら
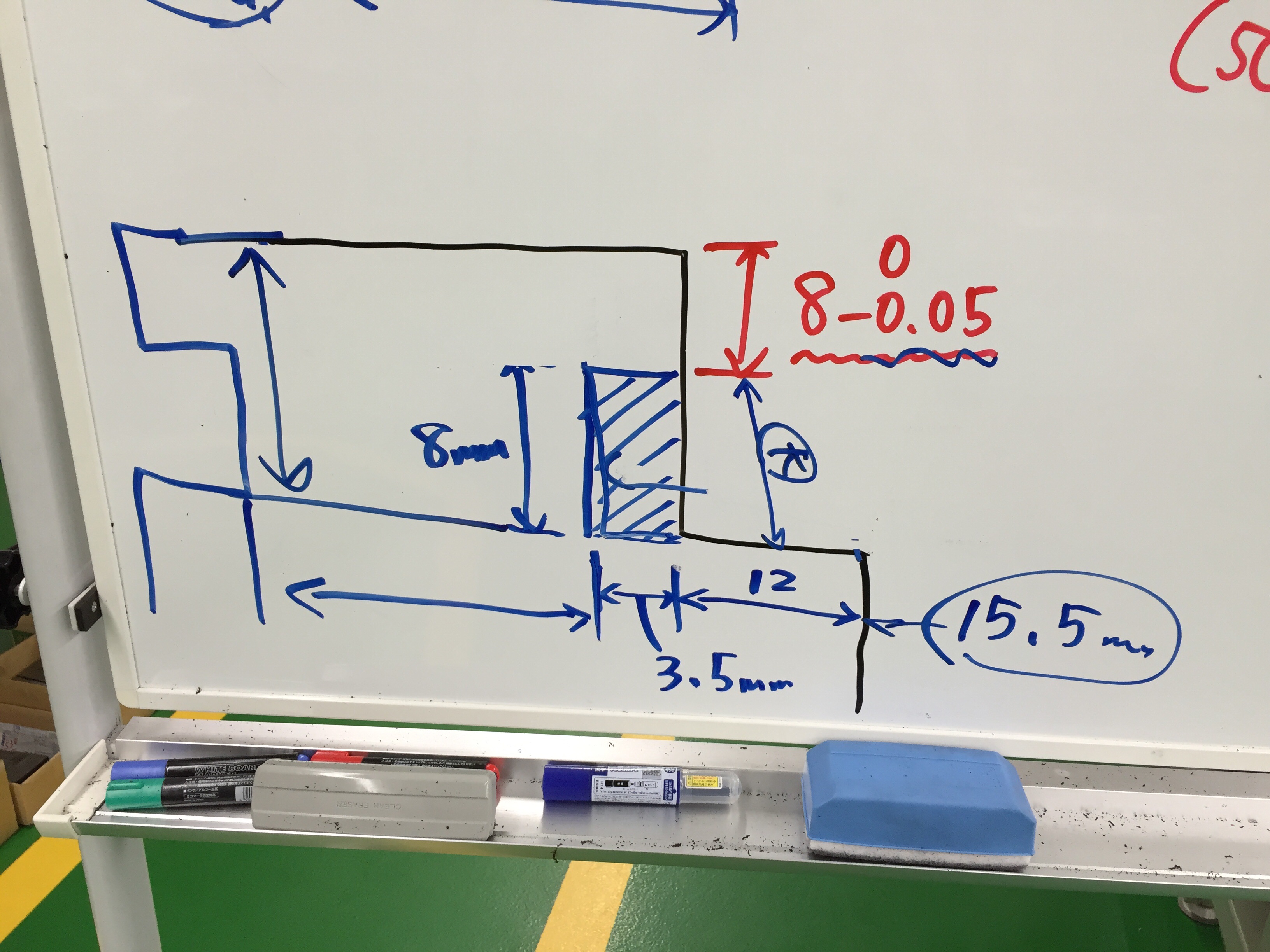
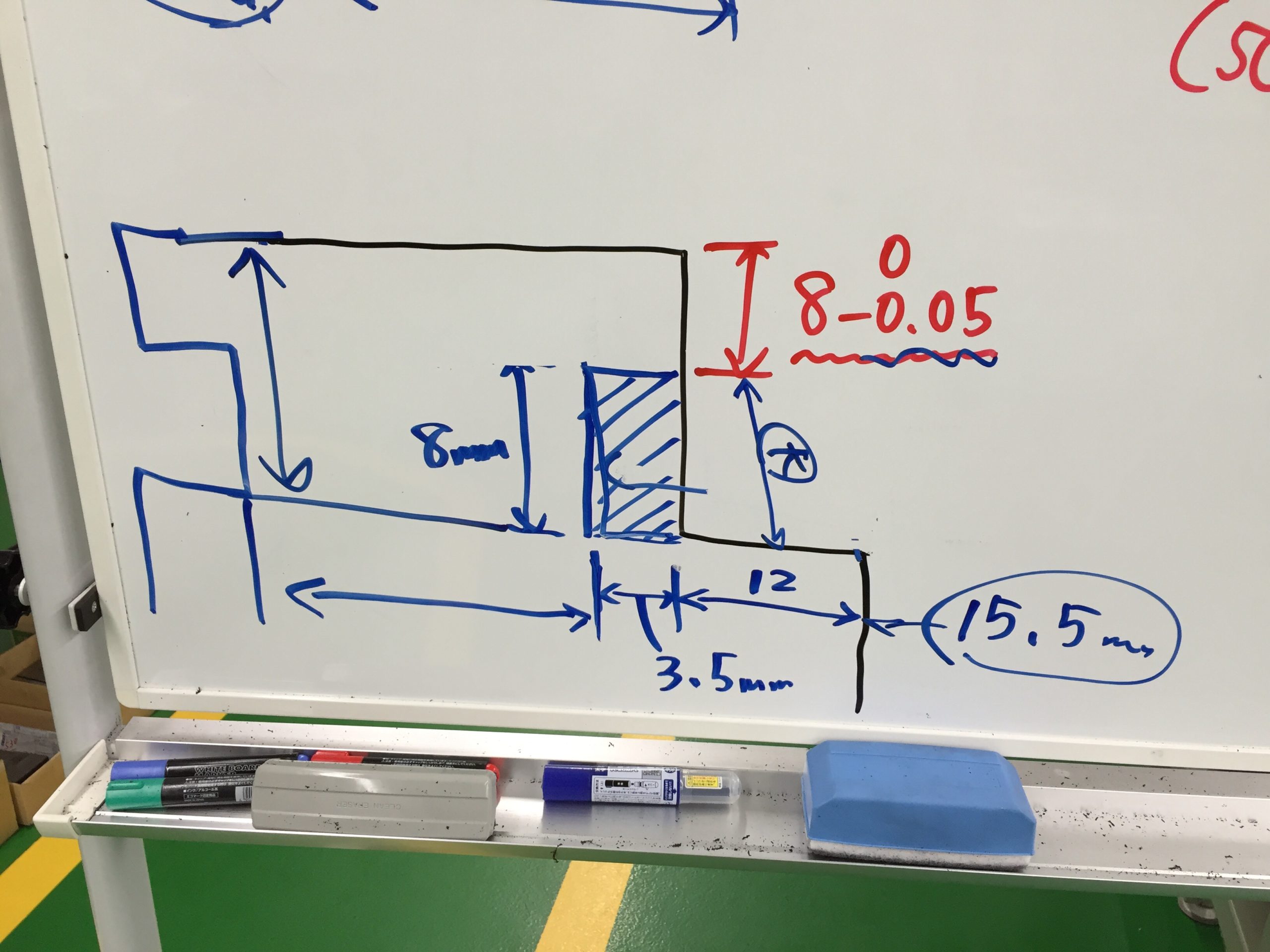
練習なので図面はありません。
段加工まですでにできている状態で、そこから3.5×8の溝を掘っていきます。

ちなみにこちらがTスロットカッタ。
今回はφ30×7のものを使います。
Tスロットカッタは、通常のエンドミルと違って刃がまっすぐについています。
そのため、刃が材料に当たった時の衝撃力が強く、エンドミルと比べてだいぶ切削条件を落としてやる必要があります。
今回は、切削速度20、1刃送り0.02で削りました。
T溝加工の手順
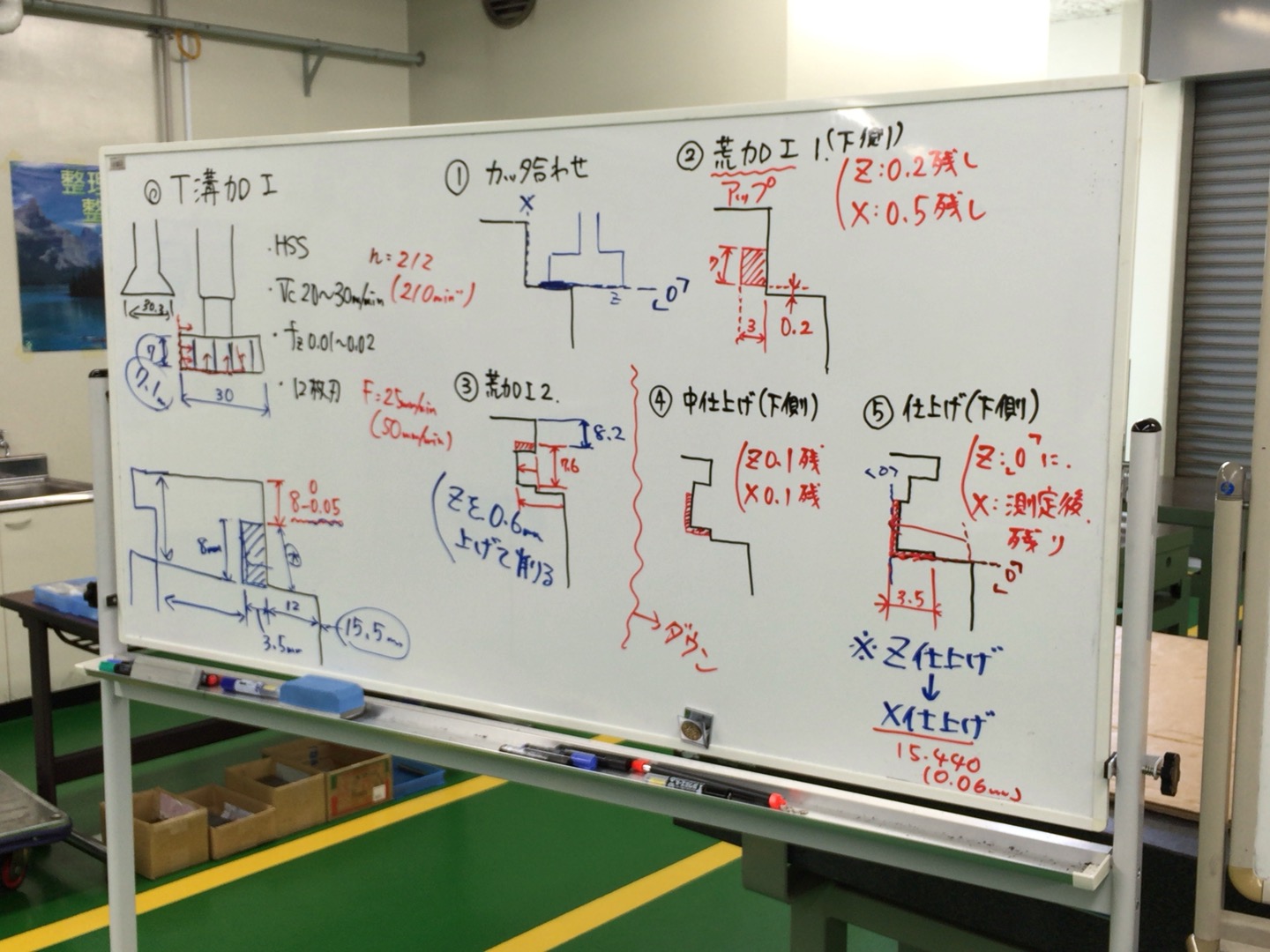
板書のような手順で加工していきます。
1.カッタ合わせ
2.荒加工
3.下側中仕上げ
4.下側仕上げ
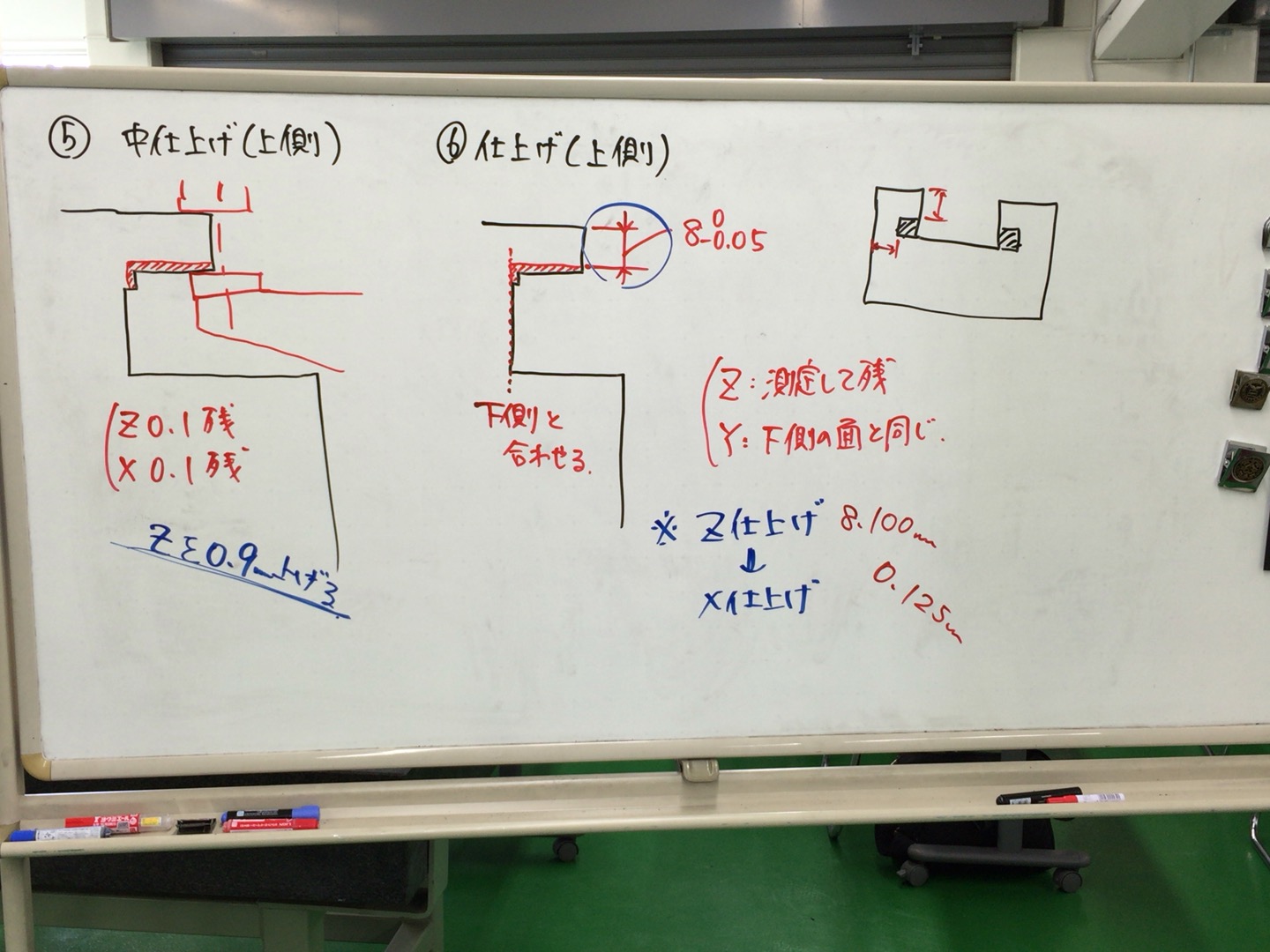
5.上側中仕上げ
6.上側仕上げ
以下、ポイントを述べていきます。
仕上がった面へのゼロセットはマジックを使って
既に仕上がった面にゼロセットしたいと思ったことはありませんか?
そのようなときは、ゼロセットしたい面に厚めにマジックを塗り、そのマジックをこする点でゼロセットを行うとよいです。
衝撃力が強いTスロットカッタは、アップカット・ダウンカットに注意して
台形ねじや角ねじが使われている、ボールねじ以外のフライス盤では、必ず荒加工はアップカットで削りましょう。
以前述べた理由から
衝撃力の強いTスロットカッタでこれを間違えると、刃物が折れて吹っ飛んでしまう可能性があります。
Tスロットカッタの寸法を測定しておく
初めに削る前に、Tスロットカッタの寸法を測定しておきましょう。
Tスロットカッタは、エンドミルと違って作るのが難しいです。
そのため、Tスロットカッタ自体の寸法公差も甘くなっています。
悪ければ0.1mm単位でずれていることもあるそうなので、念のためノギスで測定しておきましょう。
の違いは?ファナックのプログラムをOSPに直そう!.jpg)
コメント