
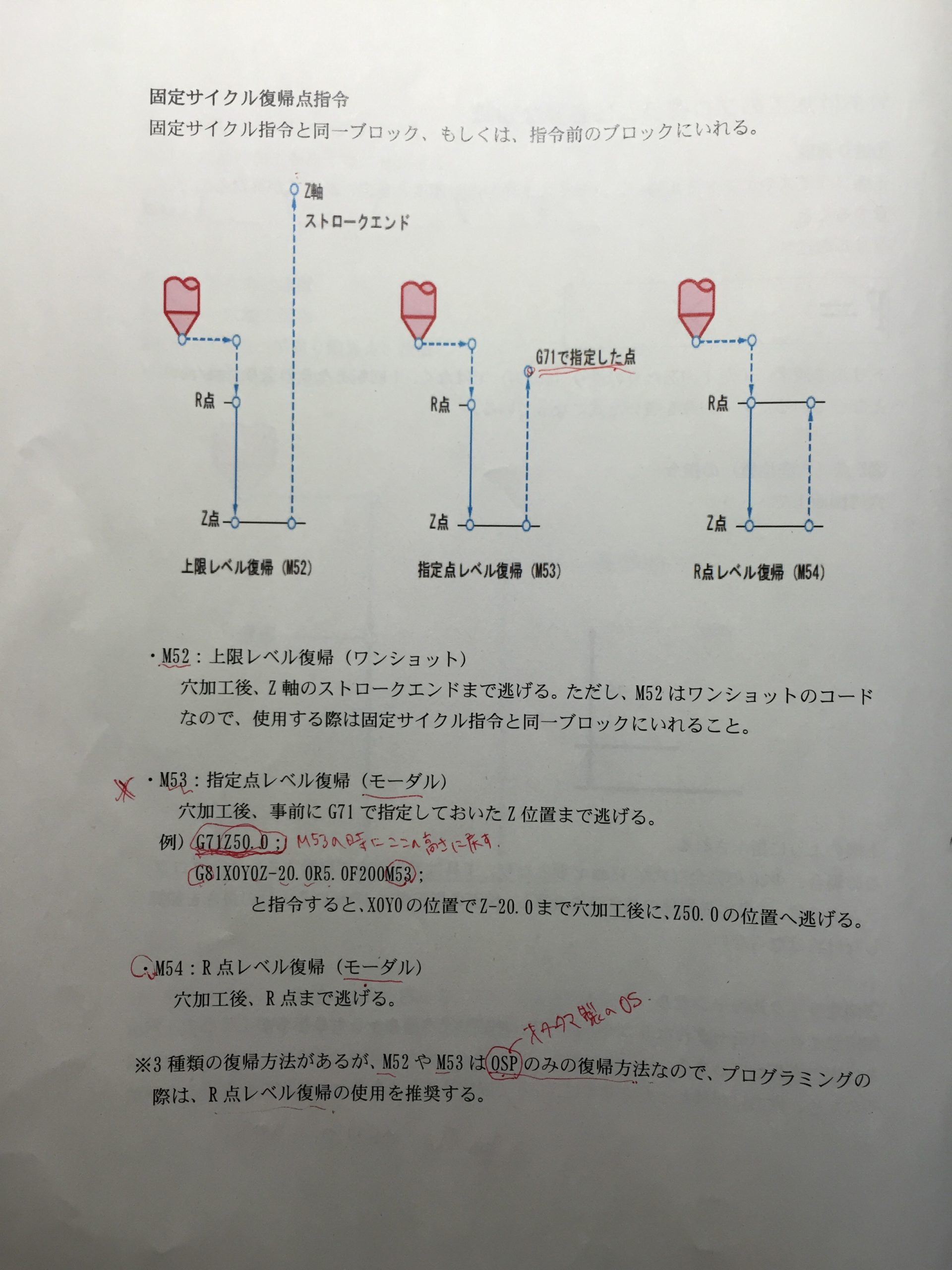
今日の職業訓練では、穴あけでミスの多かった固定サイクルの復帰点について学習しました。




穴あけ固定サイクルとは?
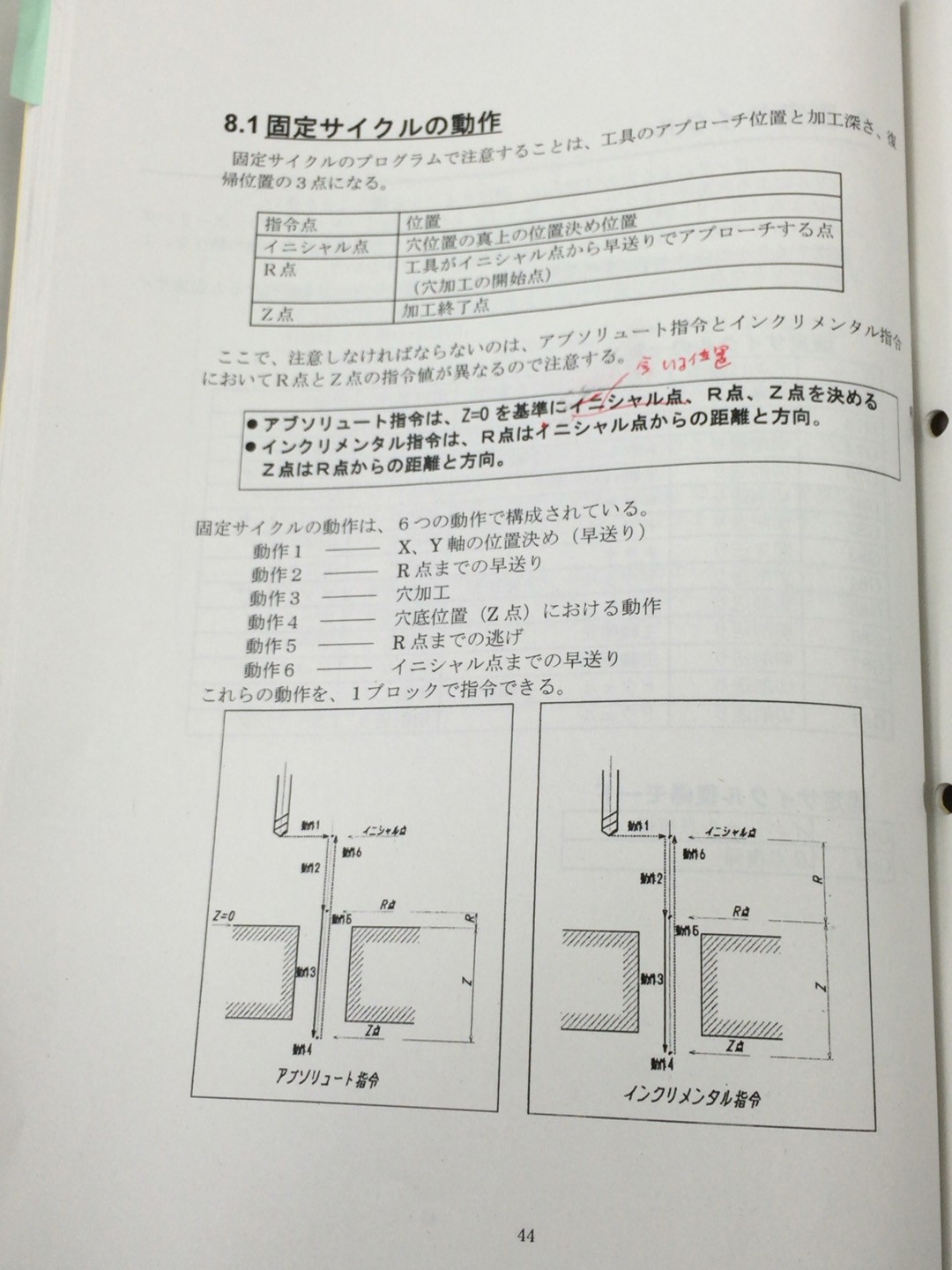
穴あけサイクルは、穴位置を指定するだけで、同じ穴をあけてくれる固定サイクルです。
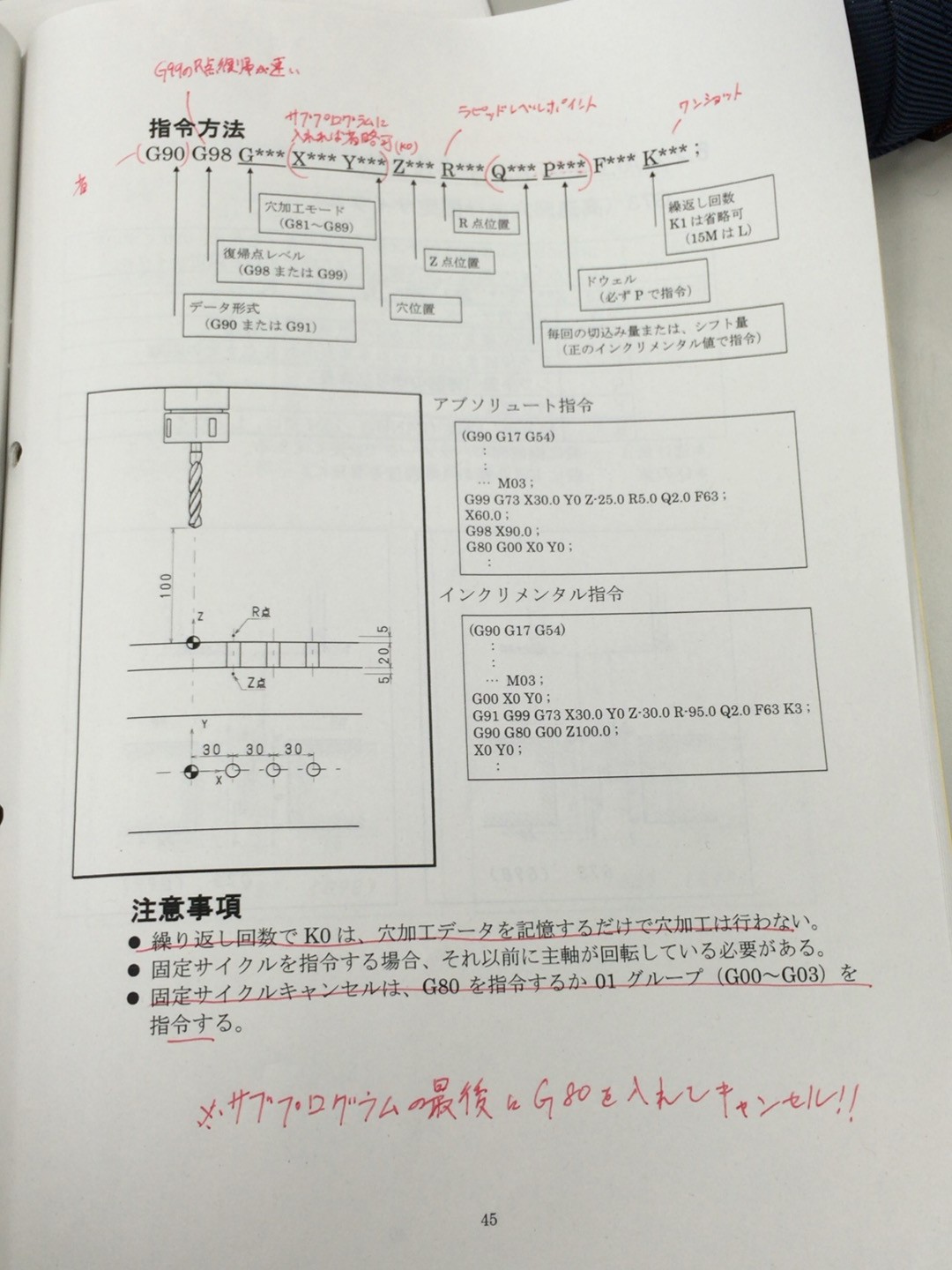
その書式は以下の通り。プログラムはファナックです。
G–G–Z–R–F–K–
初めのG:G98(イニシャル点復帰)G99(R点復帰)
二番目のG:穴加工モード(G81~89) 今回はG81を使いました。
Z:穴深さ
R:R点
F:送り速度
K:K0にしておく。
画像で確認していただきたいのですが、R点は、穴あけの際、早送りから切削送りにシフトするポイントです。
イニシャル点復帰とR点復帰を使い分ける
今回実習を行った中で、全てイニシャル点復帰を使っているチームがありました。
G99のR点復帰にすることで、復帰点が近くなるので、加工時間を短縮することができます。
今回私が作ったプログラムの中でも、R点復帰を使っているので、是非参考にしてみてください!

コメント