
今日の訓練では、材種の話をメインに刃物の選び方を学びました。
一言に工具といっても、様々な素材があることに驚かされました。




工具を選ぶときは、刃物の材質を初めに決める
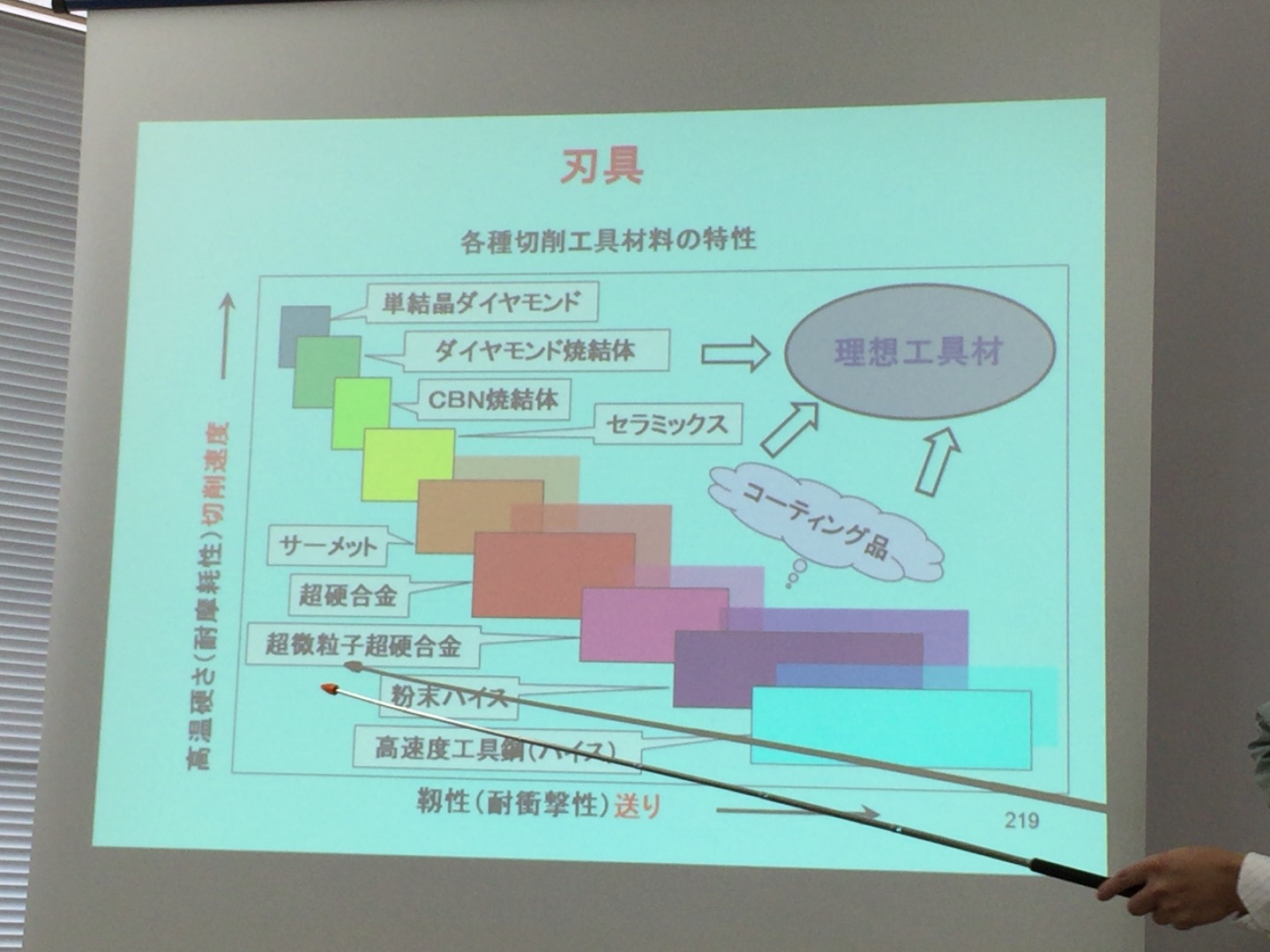
これが工具材種ごとの硬さの図です。
上に行くほど材質が固くなっています。
ここで、初心者はこのように思ってしまいます。
「一番硬いダイヤモンドなら何でも削れるんじゃないか」
しかし、先生がダイヤモンドでSS400を削ったところ、2秒で刃がなくなってしまったそうです。
鉄は炭素とすごく仲がいいです。
例えば鉄を熱して炭素と結合させ、急冷すると、構造が変わり、強くなります。
ダイヤモンドでSS400を削ったことによって、刃先でこの現象が起きてしまったんですね。
SS400の鉄にダイヤモンドの炭素が結合してしまい、ダイヤモンドがなくなってしまったわけです。
仕事をするにおいては、カタログを見れるようになることが大切
刃物選びは、実際に働くにおいて、非常に大切なことす。
まずはカタログの見方を見てみましょう。
初めのページでは、会社独自の工具材料を紹介しています。
その種類は膨大で、超鋼だけでも5000種以上あります。
例えばタンガロイ。初めに鋼を削る材種としてTX10Sなどがあります。
皆さんは、ISO基準で定められた基本の6つの材種をご存知でしょうか?
P:鋼
M:ステンレス
K:鋳鉄
N:非鉄金属(銅やアルミ)
H:焼き入れ鋼(熱処理していてめちゃくちゃ硬い)
S:耐熱合金
以上の6つの材種によって、適切な工具材種を選択する必要があります。
工具メーカーは、それぞれの材種を削るのに適した工具材種を自社で作っているということです。
工具素材で、削れる材種は大きく異なります。
例えばタンガロイの場合、超鋼合金であれば以上6つの全ての材種を削れるのですが、
サーメットではそうはいきません。
先生は、以前初めてステンレスを削った際、鋼切削の勝ちパターンで、サーメットを使ったそうです。
しかし、サーメットで3パスけずったら、刃がボロボロになりました。
その理由は、ステンレスは熱伝導率がとても悪いからです。サーメットはチタンなのですが、それもステンレス以上に熱伝導率がわるいです。
鉄の場合、熱が伝わりやすいため熱が逃げやすいです。
しかし、ステンレスもサーメットも熱伝導率が悪いため、熱の逃げ場がなく熱されすぎて、切削点がとけてしまっていたのです。

この表は、サーメットの工具で削れる材種です。
P:鋼とK:鋳鉄しか載っていませんね。
硬い工具なのに、ステンレスは削れないんです。
その理由が、熱伝導率だったんですね。
正面フライスではクーラントを出さないが、アルミはそうとも限らない
アルミが相手だと、ダイヤモンドは無敵と言われています。
アルミと炭素はあまり仲がよくないので、鉄のように、炭素が吸収されることがありません。
値段は高いのですが、摩耗しにくいので、長く使用することができます。
しかし、ポリテクセンター中部では、ダイヤモンドは高くて買っていないとのことです。
そこで実習で使ったエンドミルは、DLCコート超鋼工具です。
DLCとは、ダイヤモンドライクカーボン。ダイヤモンドほどではありませんが、ダイヤモンドに似せた構造をしており、大変硬く、素材がくっつきにくいです。
アルミはくっつきやすい素材です。構成刃先の原因になります。
そこで、くっつきにくいDLCコートの刃物を使いました。しかし、それでもまだくっつくかどうか不安です。そこで、油をかけて油膜をつくって、よりくっつきにくくしたわけです。
これが正面フライスで、鉄ではかけないクーラントを、アルミではかける理由。
くっつきにくさが、熱による刃物の摩耗よりも優先されたということです。
余談になりますが、ダイヤモンドは鉄と仲がいいのですが、ルビーはアルミと仲がいいとのこと。
つまり、ルビーは鋼を削るには最強の工具材種なんです。
ちなみにサーメットの語源は、セラミックとメタルの中間ということで、言葉をくっつけたものです。
新しい素材なんですね。
工具のことで問題がおきたらこの技を使え
工具のことは工具のプロに任せましょう。
工具メーカーには、大抵サポートセンターがあります。
「今こういう材料を削っていて、こういう問題が起きたのですが、どうすればいいですか?」
そういうきき方をすれば、大抵教えてくれます。
是非活用してみてください。


コメント