
初心者がマシニングセンタの仕事をこなすにあたってかかる時間のうち、比較的大きなウエイトを占めているのがプログラム作成の時間です。
プログラムなら機械さわらなくても練習でき、速くなることができます。
そのための私の勤務先の練習法として、”代表的なプログラムを一切の淀みなく白紙からスラスラ書けるようになる” 練習が大変おすすめです。
その練習に適したプログラムを公開しますので、ぜひやってみてください。
参考として、私が白紙から手書きで書いて練習した軌跡も載せています。
マシニングプログラムの作り方についてはこちらの記事をご覧ください!





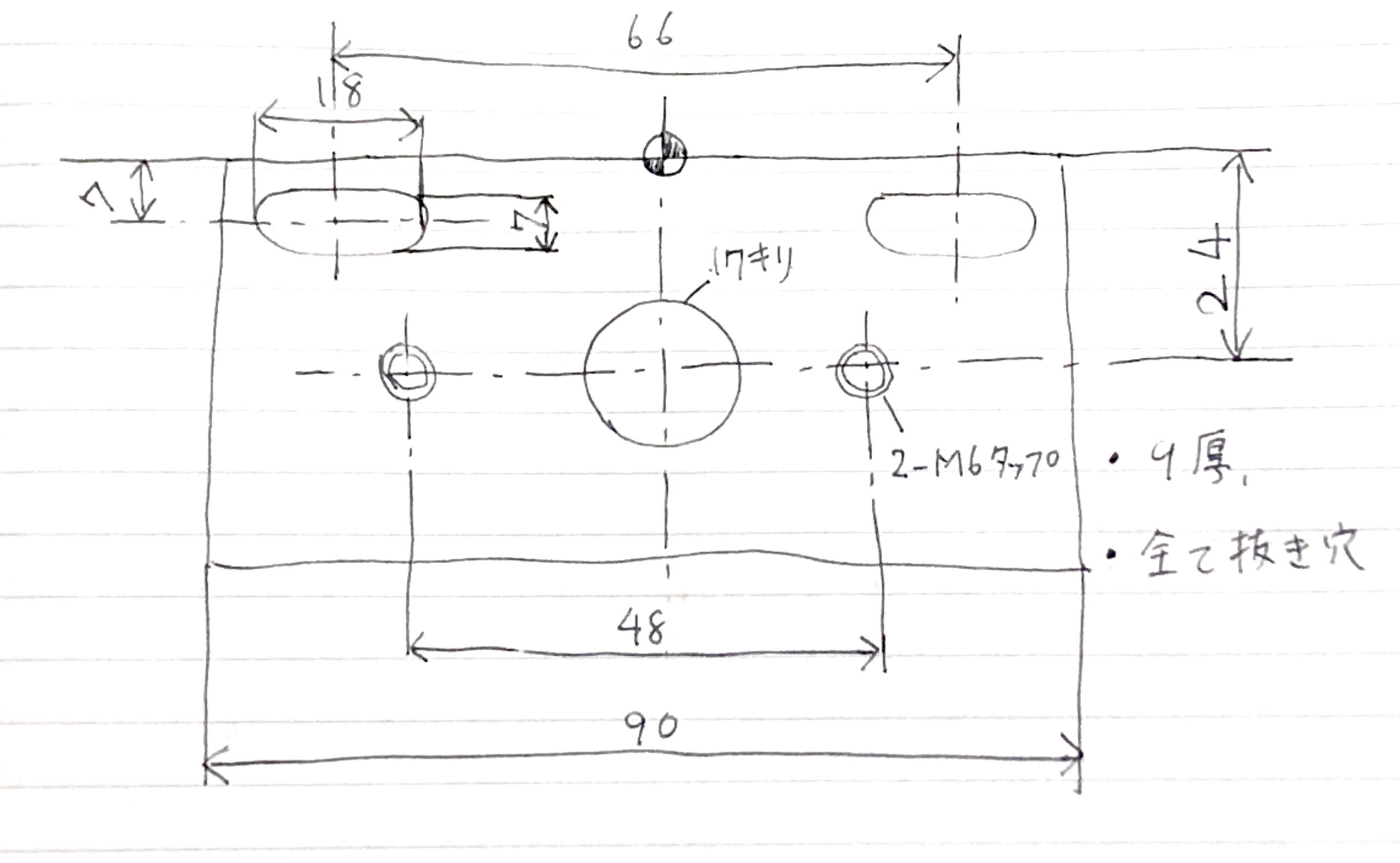
プログラムをつくる図面
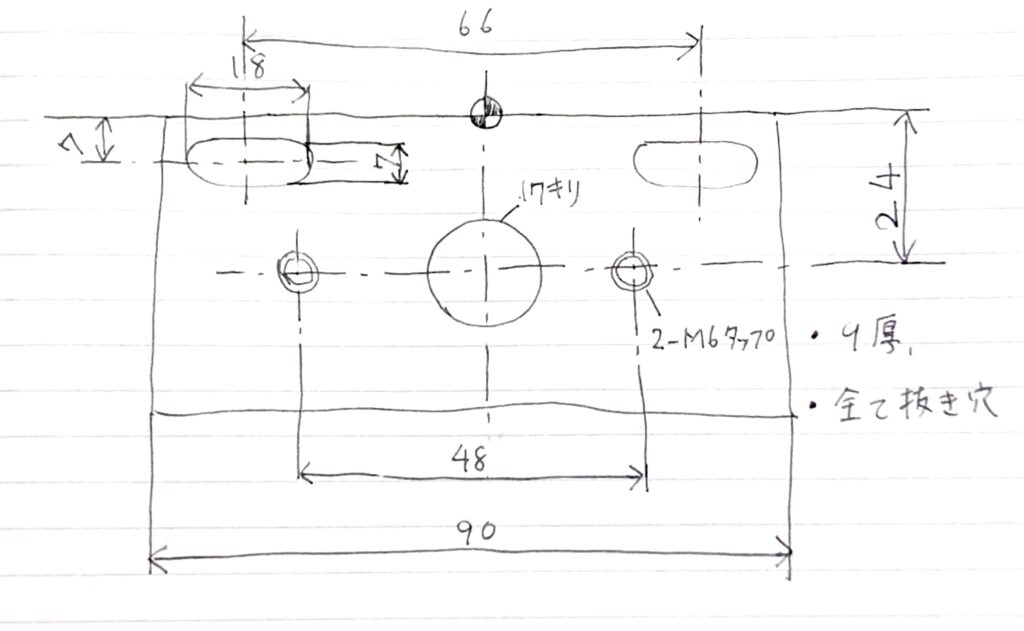
使用工具、Tナンバー
T1 センタドリル
T17 6.8キリ
T13 5.2キリ
T15 M6タップ
T18 17キリ
T2 φ7エンドミル
プログラム
G15H2
T1M6
G90G0X0Y0T17
G56H1Z100
S2000M3
M8
NCYL G81Z-1.3R2F60
CALL O1
CALL O2
CALL O3
M9
G0Z100M5
T17M6
G90G0X0Y0T13
G56H17Z100
S1000M3
M8
NCYL G73Z-13R2Q1F100
CALL O1
M9
G0Z100M5
T13M6
G90G0X0Y0T15
G56H13Z100
S1000M3
M8
NCYL G73Z-13R2Q1F100
CALL O2
M9
G0Z100M5
T15M6
G90G0X0Y0T18
G56H15Z100
S200M3
M8
NCYL G84Z-17R5P.5F200
CALL O2
M9
G0Z100M5
T18M6
G90G0X0Y0T2
G56H18Z100
S300M3
M8
NCYL G73Z-16R2Q1F40
CALL O3
M9
G0Z100M5
T2M6
G90G0X-27.5Y-7T1
G56H2Z100
S1000M3
M8
G0Z5
G1Z-.1F1(確認のためZは-0.1にしています)
G1X-38.5F2
G0Z5
X38.5
G1Z-.1F1(確認のためZは-0.1にしています)
G1X27.5F2
M9
G0Z100M5
Y155
M2
O1
X-27.5Y-7
X38.5
RTS
O2
X24Y-24
X-24
RTS
O3
X0Y-24
RTS
筆者のプログラム練習の実践結果
マシニングセンタのプログラム作成スピードを上げるため、筆者も白紙からこのプログラムを書く練習を行いました!
まずはプログラムを見ながら写したタイムを測り、そのタイムを目標としてプログラム作成練習をしていきます!(サブプログラムは書いていません)
1/27
・写したタイム(目標タイム) 5分24秒
・1回目チャレンジ 11分28秒 ミス4箇所
・2回目チャレンジ 6分19秒 ミス4箇所
・3回目チャレンジ 5分12秒 ミス5箇所
〜1時間休憩〜
・4回目チャレンジ 5分46秒 ミス3箇所
・5回目チャレンジ 4分48秒 ミス3箇所
・6回目チャレンジ 4分48秒 ミス1箇所
目標達成!
1/28
・7回目チャレンジ 6分7秒 ミス0箇所
・8回目チャレンジ 4分55秒 ミス1箇所
1/29
・9回目チャレンジ 4分36秒 ー
1/30
・10回目チャレンジ 4分22秒
1/31
・11回目チャレンジ 4分51秒
・12回目チャレンジ 4分3秒
2/1
・13回目チャレンジ 4分10秒
2/2
・14回目チャレンジ 3分39秒
2/3
・15回目チャレンジ 4分5秒
2/4
・16回目チャレンジ 3分48秒
2/5
・17回目チャレンジ 3分49秒

コメント