
一文字ドリル(一文字キリ、ローソクドリル)は、ハイスドリルを先端が平らになるように研いだドリルのことです。
このドリル、薄板の穴あけや深ザグリに便利ですのでご紹介します!




一文字ドリルとは

一文字ドリルとは、画像のようにセンターを尖らせて一文字に研いだドリルのことです。
一文字ドリルには、通常のドリルにはないいくつかのメリットがあります!
一文字ドリルのメリット
薄板への穴あけで裏バリが少ない
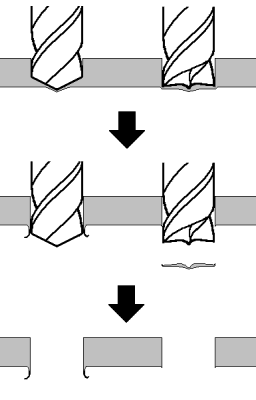
一文字ドリルは薄穴の裏バリを少なくできる特徴があります。
薄板に穴あけをすると、画像のようにドリル中心部よりドリル外周部が先に抜けるため、裏バリを低減することができます。

実際の加工画像がこちらです。
一文字ドリルのほうが裏バリが低減しているのがわかりますね。
薄板に穴あけをする際、真円度や位置精度がよくなる
薄板に穴を開ける場合、通常のドリルだと貫通時にセンターを失うため、位置精度が悪くなったり、ドリルが少し暴れて材料を押し広げてしまうため真円度が悪くなるということが起こります。
一文字ドリルであればドリルが抜ける際にセンターを失うことがなく、先に外周が抜けるため真円度や位置精度がよくなります。
深ザグリの加工
エンドミルが届かないようなザグリを加工する場合にも一文字ドリルは役に立ちます。
先に下穴をあけておき、エンドミルと同じように使ってザグリを加工します。
この場合は、刃先をフラットに研いでおけばエンドミルと同じようにフラットなザグリを加工することができます。
デメリット
薄板以外の穴あけには向かない
薄板では裏バリを軽減できますが、ある程度厚さのある板に穴あけを行う場合であれば切削負荷が大きくなってしまうため不向きです。
柔らかい材質以外は刃先が傷みやすい
鋼材やステンレスを削る場合、一文字ドリルは刃先外周部に負荷が集中してかかるため刃先が傷みやすいです。
特別な理由がない限りは通常のドリルを使うようにしたほうが良いです。
研ぐのが難しい
一文字ドリルは通常のドリルよりも研ぐのが難しいです。
ザグリのために使うのであればセンターを尖らせず、完全にフラットに研いでしまう手もあります。
一文字ドリルの研ぎ方
一文字ドリルは通常のドリルよりも研ぐのが難しいため、通常のドリルが研げるようになってから研ぎに挑戦してみましょう。
見本として一本一文字ドリルを購入し、それを真似て研ぐのが良いです。
グラインダーの砥石の角を使って研ぐ必要があるため、砥石の角が丸い場合は尖らせておくとやりやすいです。
手順としては以下の通りです。
- まず先端が尖らせたうえでその他を平らに荒研ぎする
- 先端の次に外周が当たるように形状を研ぎ上げる(やりすぎると外周が弱くなるので注意)
- 刃をつける
- シンニングを加工する
やはり通常のドリルより先端が細かいですし、外周高さを揃えることも重要ですので難しいです。
その一方で便利なドリルなのでぜひ活用してみてくださいね。
※参考:http://elm-chan.org
コメント