
“ノーズR補正“NC旋盤ならではの機能で、NC旋盤の基本の中でもとっつきにくいですよね。
本記事ではノーズR補正について、ノーズRとはなにかというところから噛み砕いて解説しました!




ノーズRとは?
チップ先端についた曲面のこと

まずはじめに、ノーズRについて説明します。
ノーズRとは、旋盤チップの刃先についたR面(曲面)のことです。
旋盤のチップは、画像のように先端が丸みを帯びています。
もしこれがピン角でしたら、金属を削ったときの負荷にチップ先端が耐えられずに欠けてしまいますので、このR面は大小あれど基本的にどのチップにもついています。
ですが、このRがあるがゆえにNC旋盤で加工を行うにおいて削りすぎや削り残しが起きてしまうんです。
ノーズRの種類
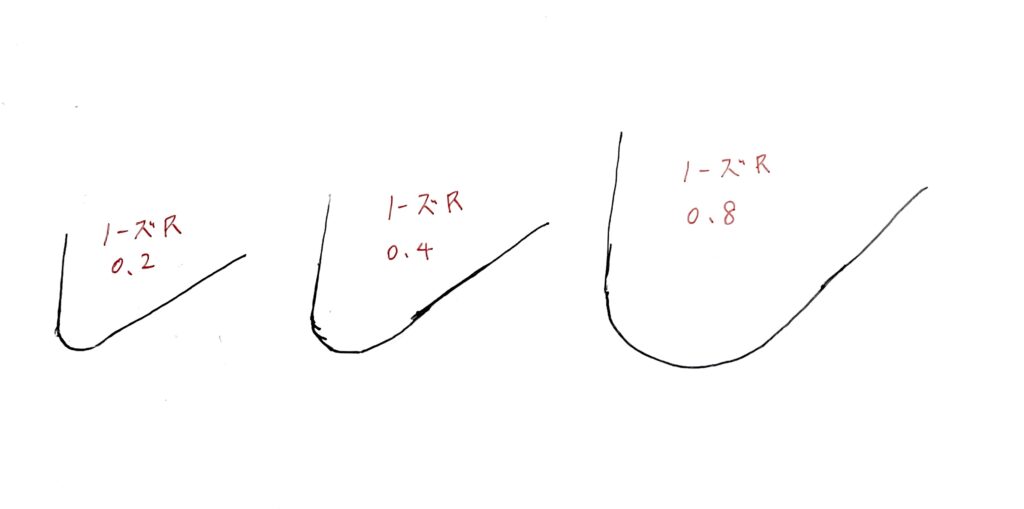
例えば一般的な大きさの加工において、外径バイトで主に使われるのは画像のようなノーズR0.2,R0.4,R0.8の3種類です。
このように、よく使われる外径バイトのノーズRは倍々に規格が決まっています。
もちろんノーズR1.2の刃物を使うこともありますし、ねじ切りや溝入れ用の刃物ではノーズR0.05のものもめずらしくありません。
ノーズRの大小による違い
なぜ多様なノーズRの刃物があるのかというと、小さいRにも大きいRにもそれぞれのメリットがあるからです。
ノーズRが大きくなるほど欠損に強くなる
ノーズRが大きくなればなるほど金属を切削している際の抵抗が分散されるため、刃物が欠けにくくなります。
以下のような切削の拡大動画を見れば、刃先が尖りすぎているとすぐに欠けてしまいそうなのが感覚的にわかりますね。
同条件では、ノーズRが大きくなるほど表面粗さが向上する
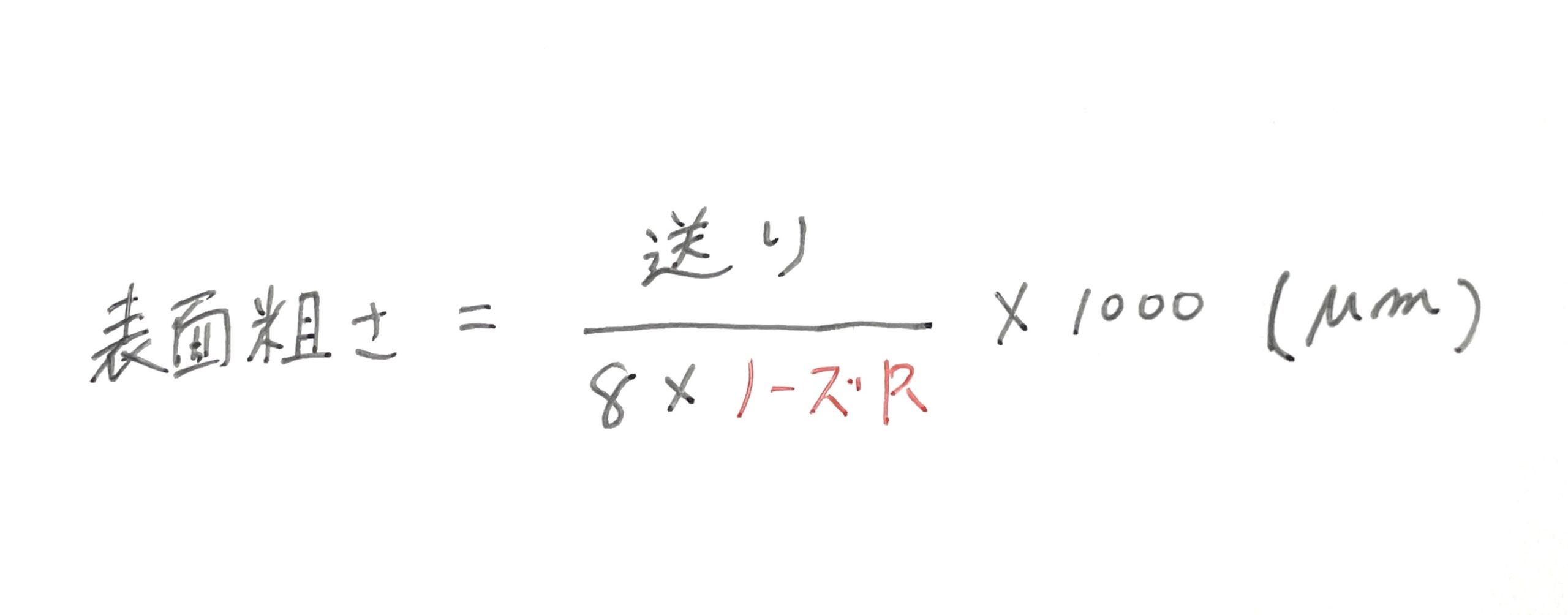
こちらが表面粗さ理論値の計算式です。
あくまで理論値ですが、計算式を見ると同じ送り速度ではノーズRが大きくなればなるほど表面粗さが向上することがわかりますね。
一方でノーズRが大きくなるほどびびりやすくなる
ですがノーズRが大きくなるほど削っている部分の表面積が大きくなるため、切削抵抗が大きくなりびびりやすくなります。
そのため基本的には刃先の強さが求められる荒加工では大きいノーズR、びびりのない仕上げ面を求められる仕上げ加工では小さいノーズRが使われます。
ノーズR補正とは?
それではノーズRについて理解したところで本題に入っていきましょう。
ノーズR補正とは、刃先にRがついていてもプログラムで入力した形状通りに削れるようにする補正のことです。
逆に言うと、ノーズR補正がないとプログラムで書いたとおりに削れてくれない場合があるんです。
実際に具体例を見てみましょう!
ノーズR補正がないと削り残しが発生する
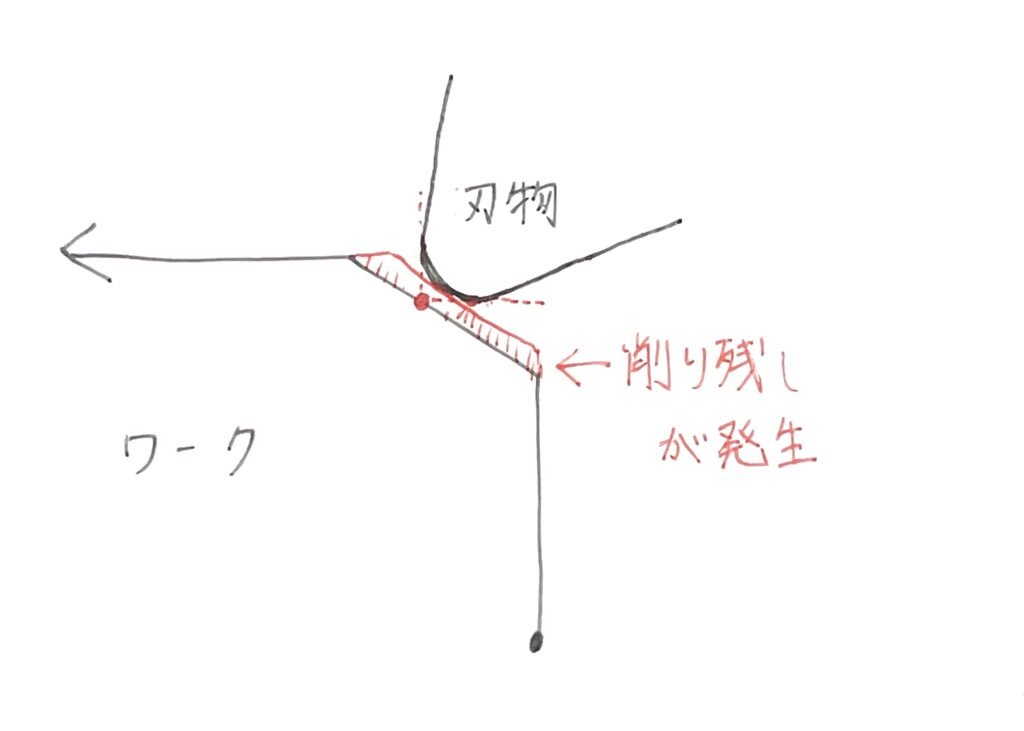
ノーズR補正をかけずにプログラムを動かした例を図に示しました。
代表的な例では画像のように、ノーズR補正をかけなければテーパー面に削り残しが発生してしまいます。
このような切り上がりのテーパーやアールでは削り残しが発生し、逆に切り下がりでは削りすぎが発生します。
プログラムは仮想刃先の移動を指示している
このようにプログラムと違う形状に削れてしまう理由を説明しますね。
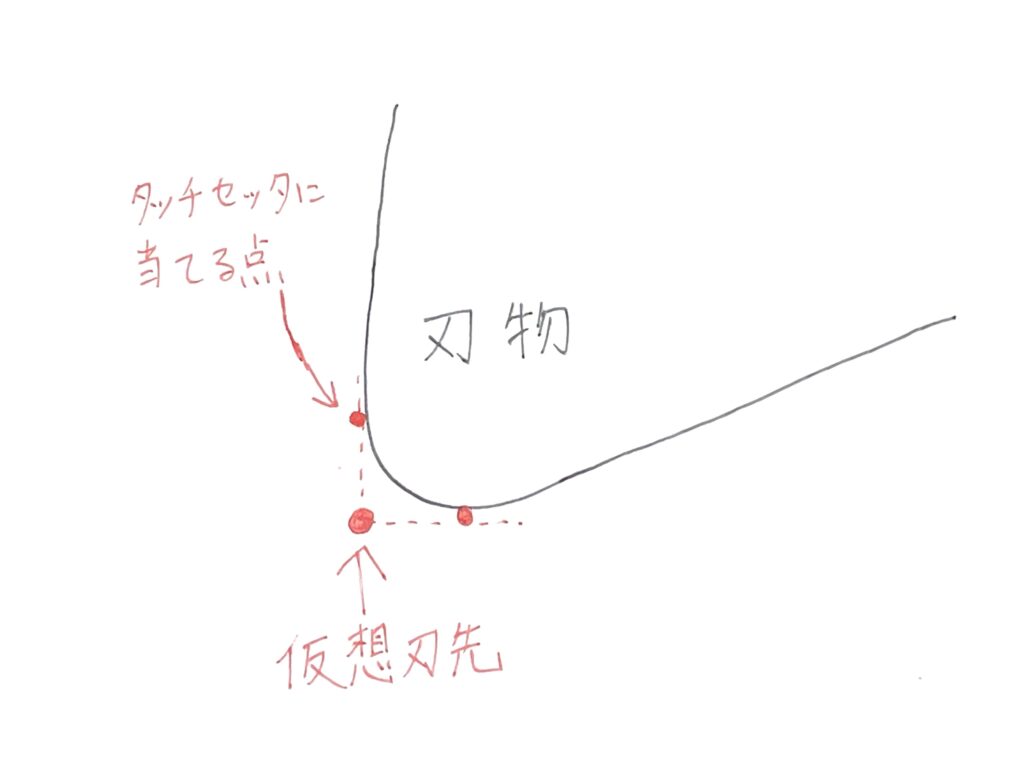
それは、プログラムで指示した座標を通るのは仮想刃先だからです。
上図を見てください。
タッチセッタに刃物を当てる際、ノーズRがある分本当の刃先にはタッチセッタは当たりませんよね。
なので画像のような、タッチセッタで認識した仮想の刃先を通るようにプログラムが動くことになるんです。
これを補正するためにノーズR補正があり、補正後は仮想刃先ではなく本当の刃先がプログラムで指示したとおりに動いてくれます。
【対話】ノーズR補正のかけ方
では実践編です。ノーズR補正をかける方法を解説します。
当ブログでは対話を使ってのプログラミングをおすすめしていますので、対話でのノーズR補正のかけ方を説明します。
※私が使用しているのはオークマのNC旋盤ですので、ファナックでしたらまた操作が変わることご了承ください
ノーズRを入力するだけ

対話でノーズR補正をかけるのはとても簡単です。
その方法は、工具設定画面にノーズRを入力するだけ。
ノーズRは、オークマNC旋盤では、画像のような工具データ設定画面から入力します。
赤枠の部分に、XとZそれぞれのノーズR補正値を設定します。
例えばノーズR0.8でしたら、XとZ両方に0.8と入力すればよいのですが、プラスマイナスに気をつけなければいけません。
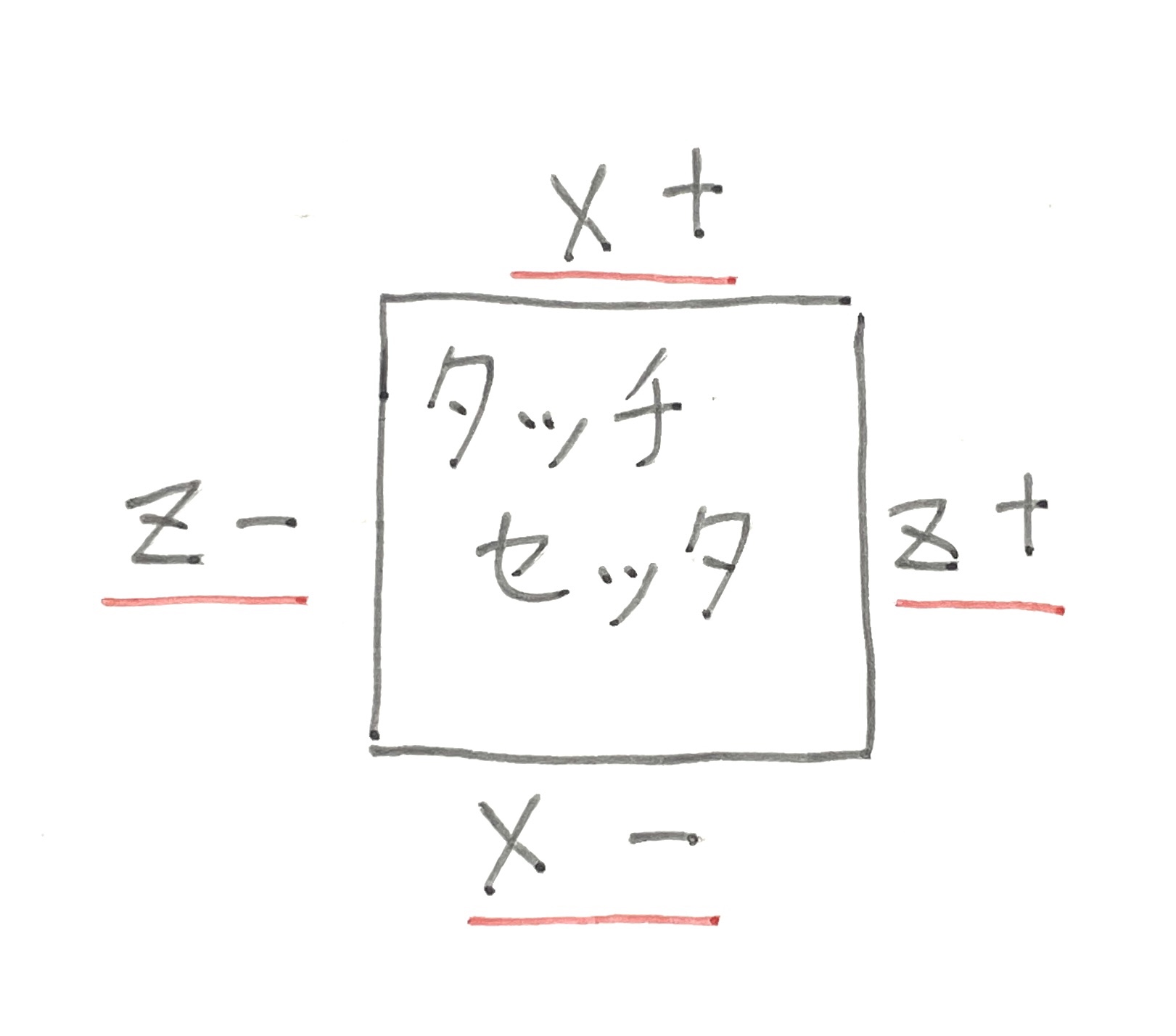
プラスマイナスについてはタッチセッタに当てる面を見ればがわかります。
通常の外径バイトはX,Zともにタッチセッタのプラス側に当てるため、X0.8、Z0.8と入力します。
一方内径バイトは通常、タッチセッタのXマイナス側とZプラス側に当てるため、X-0.8、Z0.8と入力するかたちになります。
あとは何も考えずにプログラミングするだけ
先程の手順でノーズRを設定したら、あとは対話で何も考えずにプログラミングすればノーズR補正を効かせたプログラムができあがります。
手打ちではG42やG41といったGコードを使ってプログラミングを行う必要があるため、アプローチを考えたり入力文字数が増えたりなどで時間がかかってしまいます。
ノーズR補正も良いことばかりではない
ノーズR補正をかけたらたしかに削り残しはなくなりますが、ノーズR補正機能が暴発してしまうことによるトラブルが起きることもあります。

こちらの記事にノーズR補正でのやりがちなミスをまとめましたので、こちらを把握した上でノーズR補正を使えば大抵問題ありません。
逆に言えば、これらのミスを防ぐためにあえてノーズR補正がかからないようなプログラムを組む場合も多いです。
ノーズR補正も良いことばかりではないんですね。
ノーズR補正を使う上でのポイント
ノーズR補正を使うことにとらわれない
ノーズR補正は大変便利な機能ですが、必ずその機能を使って加工しなければならないというものではありません。
加工したい形状に合わて、時にはノーズR補正を使わない段取りを組めるようになると加工の幅が広がります。
ノーズRは小さめに設定しておけば削りすぎることはない
ノーズR補正の一つの特徴として、切り下がりなどの特殊な加工を除けば、ノーズRを小さく設定しておけば削りすぎることはないということが挙げられます。
このことは実際にNC旋盤を使って仕事をこなす上でも役に立ちます。
荒加工でノーズRの違う刃物をを頻繁に交換する場合、ノーズRの設定値は小さいものに合わせておけば、工具交換のたびに設定値を変えなくても良くなるメリットがあるんです。
荒加工では多少の削り残しが出ても、後で仕上げるため問題ありませんからね。
私は職場で少量多品種の加工を主としているため、工具の交換を頻繁に行います。
このような環境だと特に初心者のうち、ノーズR補正の値を入力し忘れることがあるかと思います。
そういった間違いを防止するためにも、荒加工のノーズR補正値は常に小さめに合わせておきなるべく変えないようにするというのも一案かと思います。
私も内径荒加工のバイトはノーズR0.8と0.4の2種類を使いますが、特別な理由がない限りは常に0.4に設定して加工しています。
ノーズR補正に限ったことではありませんが、その仕組みを理解していれば自分の使いやすいようにアレンジして機能を活用できます。
加工技術に関する理解を深め、自分に合った効率的な加工方法を見つけていくために当ブログをどんどん活用していただければと思います(^^

コメント