
日刊工業新聞社の雑誌、機械技術11月号から、面白かった記事を抜粋してご紹介します!!
今回のテーマは「自動車部品加工の高品質化と効率向上へのポイント」です。
加工を効率化するためのサイクルタイム短縮技術が目白押しで、面白い記事が多くありました!
それからメカトロテック2021の誌上展も掲載されています。
私もメカトロには行ってまいりまして、すでに関連記事を掲載しています。ご興味があればご覧ください!

それでは早速機械技術11月号の1記事を紹介します。
取り上げられている会社は真辺工業㈱。従業員数90人の広島の会社で、自動車量産部品の製造を行う町工場です。




φ150以上の大径リーマ!!
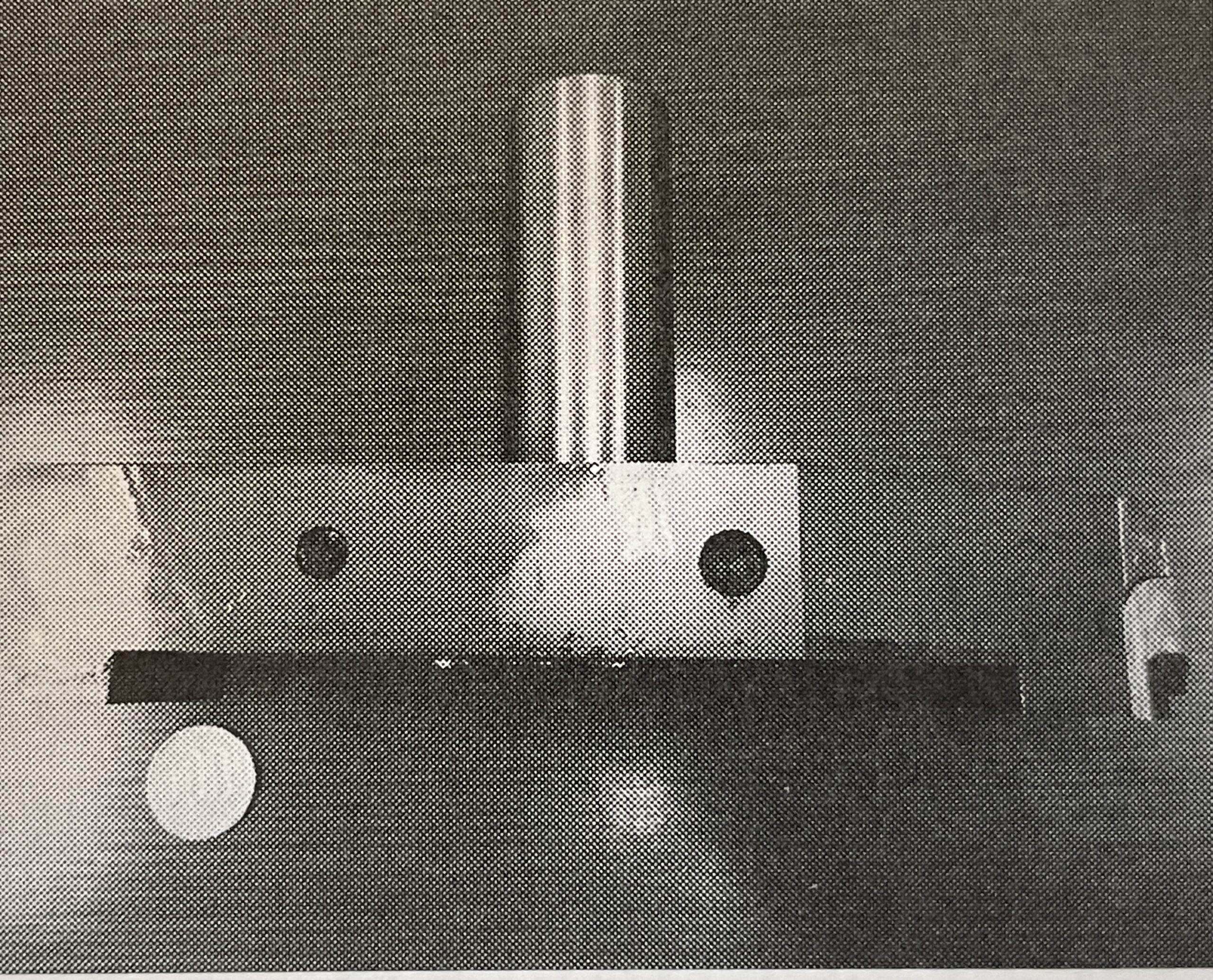
こちらがその大径リーマ。なんとφ150以上もあるそうです。画像に100円玉も写っていますので、その大きさもわかりますよね。
もちろんこれほどの大きさのリーマが既製品で販売されているはずもなく、自社で設計の上外部の工具メーカーに製造を委託して作った特注工具になっています。
そして特注工具でありながら、マシニングセンタ用のボーリングバーのように工具についたねじを調節することで、数マイクロメートル単位で工具の加工径を広げたり縮めたりする調節機構を備えています。
φ150ともなってくると通常であれば旋盤でボーリングにより仕上げる大きさの穴ですが、リーマを用意することでマシニングセンタでの仕上げ加工を実現しています。
エンドミルで回る方法もありますが、機械精度によっては真円度に問題が出ますし、時間がかかって量産には適していないこともあってリーマを使っているのかと思います。
刃物部分は取替可能で、形状を変えれば段付き穴の加工も可能。
シャンク他工具本体はなんとソリッドの超硬合金製、刃物部分はダイヤモンド製。めちゃくちゃ高そうです。
かなりのこだわりを持って、試行錯誤して作られた工具だということが想像できますね。
町工場魂を感じます。
なんで旋盤で仕上げずにリーマを使うの?
同社が旋盤加工をせず、わざわざリーマを作って仕上げているのには理由があります。
以下本誌から抜粋です。
この工具を用いて同社が加工しているのが、電動化車両の駆動用のモーターのケース。アルミ合金製で、鋳造で成形された状態で持ち込まれたものを仕上げ加工し、ボルトなど何点かの部品を組み付けて出荷している。駆動用の大型モーターだけあって、実際のワークを見れば、洗面器ほどもあろうかという大きさに驚かされるはずだ。
もともとは、ほかの加工業者2社がモーターメーカーから受託しており、旋盤を用いて加工していた。生産量が増えてその2社の設備ではまかないきれなくなったため、オーバーフローした分を加工できないかという話が持ち込まれた。新たに設備投資するにしては発注量が少ない。
同社の保有設備はMCが88台にものぼるのに対し、旋盤は10台。この案件のためだけに新たに旋盤に設備投資することは難しい。そこで、既存のMCを活かして旋盤系の加工ができる本工法が選ばれたというわけだ。
機械技術11月号より引用
このような理由があって、大径リーマを特注して加工する方法が選ばれました。
リーマでの加工は同じ径の加工にしか対応できないため、自動車部品加工のような量産を行っている会社ならではの知恵ですね。
加工をしなければならない状況になったときに、旋盤を買って解決するのではなく、既存の設備でなんとかやれる方法を考えて、それを実現しているのがすごいことだと思いました。
大径リーマ工法で特許も取得
なんと同社はこの「大径リーマ工法」で特許を取得しているそうです。
同社がこの大径リーマ工法を開発、適用したのは今回が初めてではなく、7〜8年ほど前に開発し、直径80〜100mm程度の穴の内面仕上げ加工に使ってきたそうです。
マシニングセンタを主な武器として生き残ってきた同社ならではの知恵が、今回花開いたといえるだろう
機械技術11月号より引用
既存の設備でできない仕事が入ってきたときに、あきらめずに今までの技術を活かして対応する。
そういった町工場らしい仕事の仕方で成功したことが書かれた記事だったので、この場でご紹介させていただきました!!
雑誌「機械技術」機械加工分野に特化した面白い内容が掲載されていますので、興味がある方はぜひ注文して読んでみてください(^^

コメント