
こちらに続いて機械技術11月号紹介シリーズ第二弾です!
第一弾はこちら。大径リーマを活用したマシニング加工を行っている会社を紹介しています!

今回は鋼材を超効率的に加工することができるOSGの3枚刃ドリルをご紹介します!




これからの量産加工は3枚刃ドリルが常識!?
今回雑誌に掲載されていたのは、こちらの動画で紹介されているOSGの3枚刃ドリル「ADO-TRS」です。
今まで2枚刃ドリルしか使ったことがない私にとって、この高送り性能は衝撃的なものでした!
3枚刃では切りくずトラブルが絶えない
3枚刃ドリルの加工は、理論的には高送りや高精度な加工ができるため各社から販売はされていますが、その切りくず処理性能の課題によってこれまでは3枚刃本来の特徴を発揮できずにいました。
そのため鋳物、ダクタイル鋳鉄、アルミニウム合金鋳物など、切りくずがパラパラになる限定的な被削材にしか使えない状態でした。
そこで3枚刃の性能を炭素鋼や合金鋼で発揮するべく開発されたのが「ADO-TRS」です。
このドリルであれば動画のようにS50CやSCM440といった鋼材でも切りくずトラブルを恐れることなく加工することができます。
さらに、アルミ専用の3枚刃ドリルもラインナップされているそうです。
3枚刃でも鋼材を安定加工できる理由
OSGのまわしもののようにならない範囲で、このドリルの良さをご紹介します!
新開発の刃先形状(Rギャッシュ)により切りくず排出性能UP!
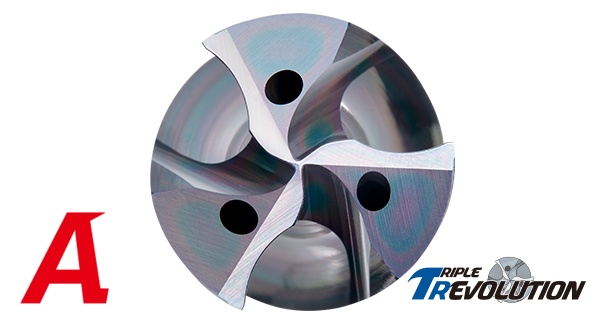
動画のように3枚刃でも安定的に加工できるようになった理由は、刃先を新開発のRギャッシュと呼ばれる画像のような形状にしたことでチップポケットが大きくなり、切りくず排出性能が格段に良くなったことです。
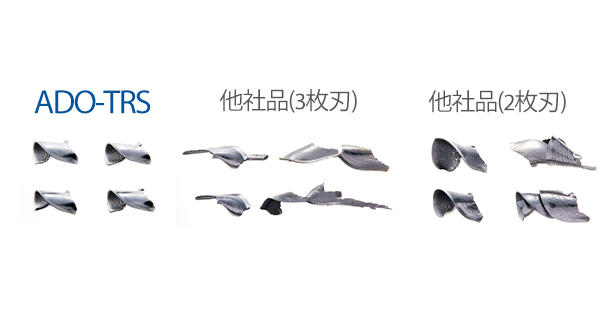
こちらが実際の切りくず形状。被削材はS50Cです。
明らかに従来の三枚刃ドリルより小さい切りくずが形成されていることがわかりますね。
逆にスラスト抵抗が低くなっていることに驚き
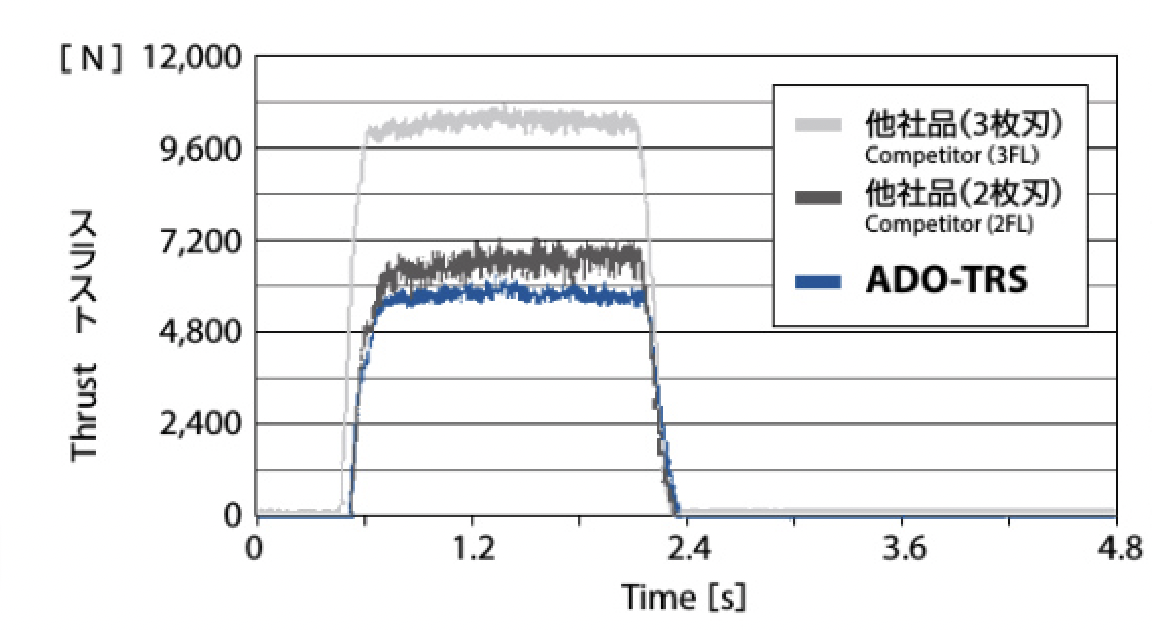
特に驚いたのがスラスト抵抗の検証結果。
スラスト抵抗とは、垂直方向(ドリル進行方向)にかかる抵抗のことです。
スラスト抵抗についてはこちらの記事にも掲載しています!

3枚刃ドリルは2枚刃ドリルより切削時の接地面積が大きくなるため、スラスト抵抗も大きくなるのが普通ですよね。
ですが、グラフを見ると従来の3枚刃ドリルよりスラスト抵抗が低いのはもちろん、2枚刃ドリルよりも低いスラスト抵抗であることがわかります。
それだけ切れ味がよく、安定した切りくずを出せるドリルということですね。
スピードだけでなく、長寿命化も実現
さらにすごいのが、2枚刃ドリルより寿命も長いというところです。
刃数が多いためそのポテンシャルはあったのでしょうが、切りくずの排出性能が上がったことでその性能が表にでてきたといったところでしょうか。
誌面に掲載されている加工事例によると、S45Cを27mmの深さで加工し、2枚刃ドリルで480穴だったところ、ADO-TRSでは1440穴を加工できたそうです。そしてその条件も2枚刃ドリルより3倍以上のスピードで加工する条件だったので驚きです。
こんな切削条件で加工可能
SCM440の加工事例
さすが超硬、切削速度もかなり高いですが、一番驚いたのは送り速度です。
SCM440でそこそこ厄介な材質にもかかわらず0.64mm/revは速すぎる。
三枚刃恐るべしです。
雑誌には他にも3種類の加工事例が紹介されています。
どれもすごい条件ばかりで驚かされるものばかりです。
デメリットも考察。万能工具ではない!!
メリットは公式HPでいくらでも見れますので、ADO-TRSのデメリットを考察してみようと思います。
ステンレスは無理
対応被削材にステンレス鋼が入っていないのが一つのポイントかと思います。
SUS304はそもそも切りくずの排出が難しい材質ですのでさすがに3枚刃では厳しいということですね。
私も普段よく加工する材質ですが、刃先もやられやすいです。
3枚刃を買う場合、ステンには使えないということを頭においておく必要がありますね。
再研磨に課題ありか。
ADO-TRSは刃先形状にこだわっており切りくずの排出性能が高いということでした。
そのため刃先が摩耗した場合に通常の再研磨を行ってしまうと性能の悪い3枚刃ドリルとしてしか使えないということになります。
そもそも3枚刃では通常の簡易的なドリル研磨機は使えませんので不便ですね。
コーティングにもこだわっていますので、OSGレベルの再研磨、コーティングが必要ということになってしまいます。
一応はOSG純正の再研磨・再コーティングサービスはありましたが、おそらくかなり値が張ることでしょう。
いくら良い性能の工具でサイクルタイムを短くできても、再研磨に多大なコストがかかってしまい結果的にトータルコストは上がってしまったということになりかねません。
導入を検討する際は、再研磨のことも検証しておく必要がありますね。
機械技術11月号には他にも面白い工具が掲載されている!
機械技術11月号には、ADO-TRSの他にもサイクルタイムを短くしたり、自動化に貢献する多くの工具が紹介されていました!
例えば・・・
NACHIの高性能な転造タップ
こちらはNACHIが販売する延性の小さい鋼材にも使える転造タップ。
切りくずトラブルと無縁の転造タップが多様な材質に使えるようになると、自動化にかなり貢献してくれますね!
タンガロイの断続切削も可能なCBNチップ
また、タンガロイの高性能なCBNチップなども紹介されていました。
CBNは大変硬い材質で、焼入れ鋼でさえ削ることが可能です。
一方靭性は低いため、断続切削が苦手な材質でもあります。
そこをタンガロイはウェイビージョイントというロウ付け方法でCBNの強度を高め、断続切削にも対応させています。
こちらの記事でも紹介していますのでぜひご覧ください!
今回紹介したものの他にも雑誌「機械技術」には機械加工好きにはたまらない内容が掲載されていますので、興味がある方はぜひ読んでみてください(^^
コメント