


まずはこちらの動画をご覧ください。
キーエンスのハンディプローブ三次元測定機は、プローブの先端で触れるだけで測定ができる便利な測定機です!
一年ほど前、私の勤務先でもこの測定機を導入しました。
その感想も含めて記事にしました。




どんな仕組みで測定しているの?
この測定機は、動画のようにプローブの先端で触れるだけでカタログ値+-0.3μmという精度で測定を行うことができます。
では、どのような仕組みで正確に測定を行っているのでしょうか?
カメラで高精度にプローブを認識して位置を割り出す
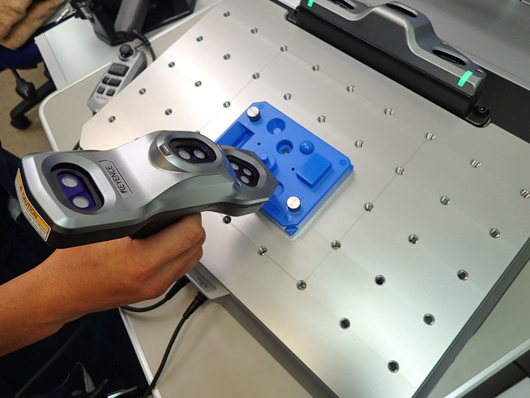
プローブに12個のセンサーがついていますよね。それからテーブルにも同じセンサーがついています。
このセンサーをカメラが高精度に認識します。
カメラから見ると、円形の各センサーは遠ざかると小さくなりますし、傾けたら楕円に見えます。
そのセンサーの見え具合で正確な位置を割り出す仕組みになっています。
また、プローブの先端はたわまないような工夫がされており、力が入ると測定子全体が引っ込むようになっています。
その引っ込み具合も検知し、正確な測定ができるというわけです。
使ってみた感じ精度はどう?
推奨範囲内の大きさであれば正確に測定できる

推奨範囲内の大きさのワークであればかなり正確に測れます。
それこそ+-3μmくらいです。
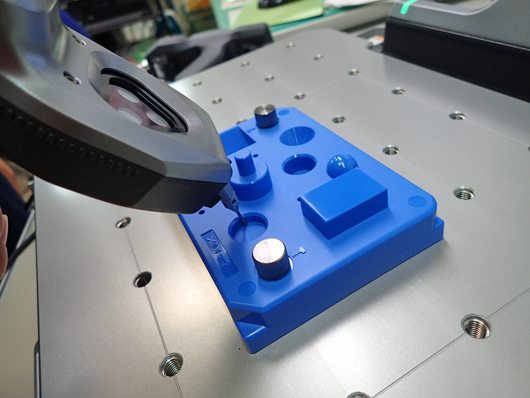
推奨範囲の大きさというのは、ちょうど上の画像の大きさのワークくらいです。
これより小さいものであればかなり正確に測れると思って大丈夫です。
測定台に枠線が引いてあり、それよりも小さいワークであればOKです。
大きいものも測定できるが精度は落ちる
この測定機は一応最大だと長さ800のシャフトの全長も測れるのですが、そこまでの大きさになるとさすがに精度は落ちます。
感覚としては、+-0.01~0.02mmくらいで出る感じです。
また、この精度もカメラが捉えやすいワークの設置の仕方をした場合です。
例えば800のシャフトを真横向きにおいた場合など、プローブのセンサーをカメラが捉えにくい角度での測定だとさらに精度は落ち、まともに測れないくらいになります。
800のシャフトはかなり測定台からはみだすことになってしまいますので、そういったものは精度が落ちると思えばOKです。
精度が落ちるとはいえ、一応そういった大きいものも測れるというのはありがたいです。
測定台に収まる大きさであれば正確に測定できると思ってOK
測れる最大のものを測ろうと思うと上記のように精度は落ちますが、推奨範囲内でなくても測定台に収まる大きさであれば割と正確に測定できます。
例えばH7公差なんかでも十分に測定できるくらいです。
テーパー角度の測定が便利すぎる
最近特に便利だと感じたのがテーパー角度の正確な測定です。
私の勤務先では、NC旋盤でヘッド交換式の「カブトセンタ」をつかっています。
話はそれますが、コレが大変便利ですので、使っていない方は是非お試しください!

とても良い芯押しセンタなのですが、センタヘッドのテーパー角度が独自規格となっており、角度がカタログ等に明示されておらず、わからないようになっています。
そのためセンタヘッドを自作しようと思ったときに、テーパー角度を合わせられません。
作れてしまうとセンタヘッドが売れなくなってしまうためだとは思いますが、作りたいのが正直なところですよね。
ここでハンディープローブでセンタヘッドのテーパー部を測ることで、十分な精度で角度を測ることができました。
これによって問題なくセンタヘッドを自作することができました。

幾何公差の測定が便利!
丸もの角もの問わず、マイクロメータなど基本的な測定器で測れない「幾何公差」は、測定に苦労することが多いですよね。
ハンディープローブなら測定治具をわざわざ作る必要なく、割と正確に様々な幾何公差を測ることができます!
丸ものであれば真円度、同心度などは重宝します。特に真円度は、チャックでつかまずに測れるためかなり便利です。
測定条件によっては完璧に測れるわけではないですが、0.03程度の幾何公差であれば問題なく測定できます!
幾何公差については以前に当サイトでも記事にしていますので、こちらも参考にご覧ください!

プローブの角度によっては精度が落ちる場合がある
先述のように、この測定機はプローブのセンサーをカメラで認識して測定を行っています。
カメラでセンサーが見えなければそもそもエラーで測定できないのですが、ぎりぎり測定可能なところで測定してしまうと精度が落ちやすくなります。
カメラにしっかりセンサーを見せてやることが正確な測定のコツです。
私の勤務先にあるのは古いプローブなので注意
後述しますが、最近プローブが新しくなったため、私の勤務先で導入したものよりも精度が上がっていることが想定されます。
古いものは画像のようにプローブのセンサーの数が5つ少ないです。
古いプローブでの感想だということをご理解ください。
この測定機の測定方法は?
ワークをクランプする
ワークを付属のクランプ品で台に固定します。
プローブを当てる力でワークが動いてしまうと正確に測定できないので、動かないようにしっかり固定しておくのがポイントです。
測定項目を選択する
例えば穴の内径や、穴位置、外径、面と面の距離など、どんな項目を測るか選択します。
それを自動で判断してくれる機能もあります。
指示通りにプローブをあてる
画面で指示された通りにプローブ先端のスタイラスをワークに当て、測定を行います。
例えば内径の測定であれば、基準となる平面→内径という順番で2箇所を測定します。
一つの測定箇所につき三点測れば測定値は出ますが、当然測定点が増えるほど精度が上がります。
5点ほど測定しておくのがバランスが良いと思います。
測定のコツ
安定した、無風の作業台で測定する
0.001mm台の測定を行うため、少し作業台が動くだけで測定値に影響が出ます。
しっかり安定した作業台に測定器を設置し、扇風機など風も吹かない環境で測定を行うようにしましょう。
なるべくカメラにセンサーを向けて測定する
正確に測定するには、カメラがしっかりセンサーを読み取れるようにプローブをあてることが必要です。
センサーをしっかりカメラに向けて測るのがコツです!!
最近プローブが新しくリニューアルされました!

こちらが勤務先にあるもの。プローブのセンサーマーカーの数が少ないですよね。
カメラなどは同じだそうですが、プローブだけリニューアルされました。


こちらの画像は古いプローブと新しいプローブを比較したもの。
全く違うデザインになっています。
これだけマーカーが増えればかなり精度も上がりそうです。

コメント