
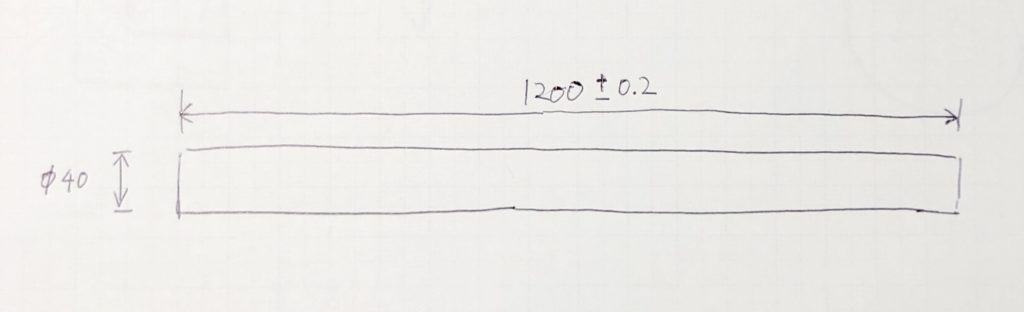
先日こんな部品を加工しました。
勤務先にはノギスは1000mmまで測れるものしかなく、それ以上となると機械を使って測らなければなりません。
勤務先にある汎用旋盤は8尺旋盤で、心間1250ありますが、チャックの分や心押台の分を考えると加工できる範囲はその心間の約7割ほどの長さになってしまいます。
ではどうやって測るかというと・・・




汎用旋盤でつかみ、ピックで測る

ピックと勤務先で呼んでいますが、画像のようなてこ式ダイヤルゲージのことです。本記事ではピックと呼ばせていただきますね。
そして勤務先の旋盤、森精機の8尺旋盤ですが、後付けのデジタルスケールがついています。
それを使って測定していきます。
まずは汎用旋盤でこのようにワークをつかむ
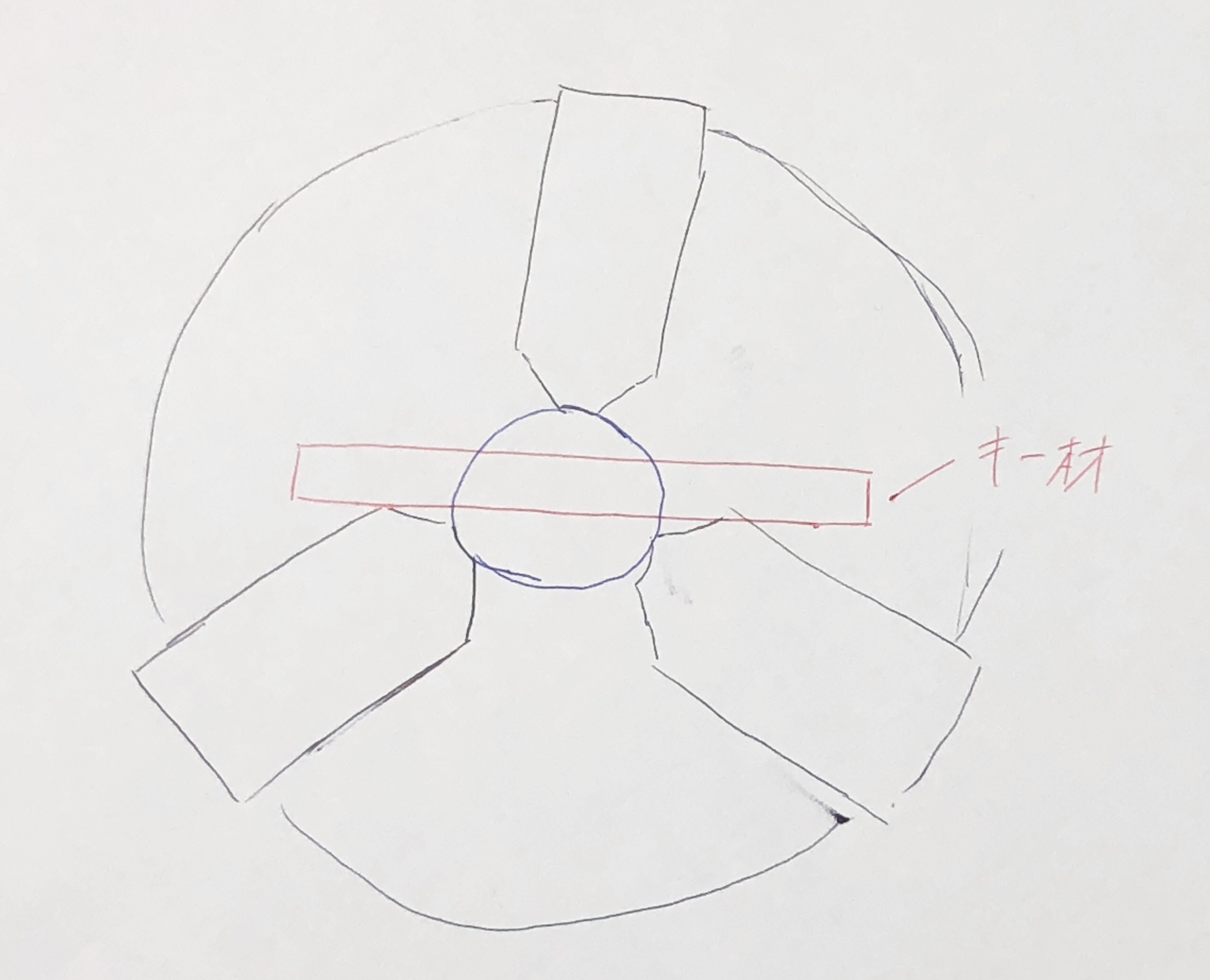
ワークの掴み方から解説します。 測定したいので、ただつかめば良いというわけではありません。
キー材をチャックに敷き、キー材の面にワーク端面がぴったり当たるようにつかみます。こうすることで、キー材にピックを当てればワーク端面にピックを当てたのと理論的には同じ値がでます。
このときにワークを強くキー材に当てすぎてしまうとキー材が曲がってしまい、正確な測定ができなくなってしまうため注意してください。
ちなみにキー剤でなくてもまっすぐな板であればなんでも構いません。
キー材とワーク端面にピックをあてて測定
上記のようにワークをつかんだ状態を横から見るとこんな感じ
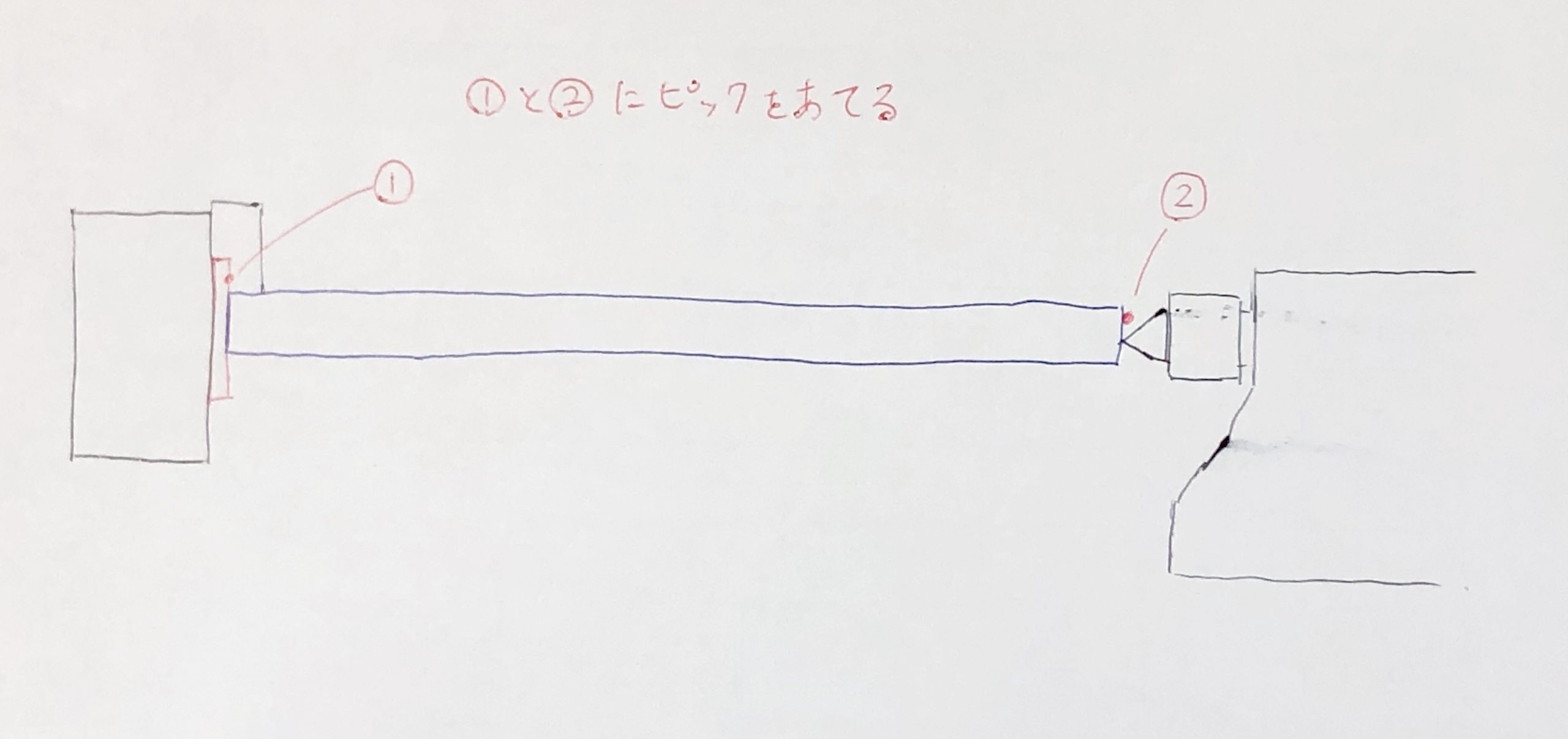
送り台にピックホルダーを設置し、この図の①と②の部分にピックをあてて目盛りを0にし、汎用旋盤のデジタルスケールで長さを測ってやります。
このときバックラッシュに気をつけて測定するようにしてください。
しかしココでまた問題が・・・
うちの8尺旋盤ではストロークが足りず、1100と少しまでしかピックが届かず測ることができませんでした。
そこでとった方法がこちら
ブロックゲージ等を使えば測れる長さを伸ばせる
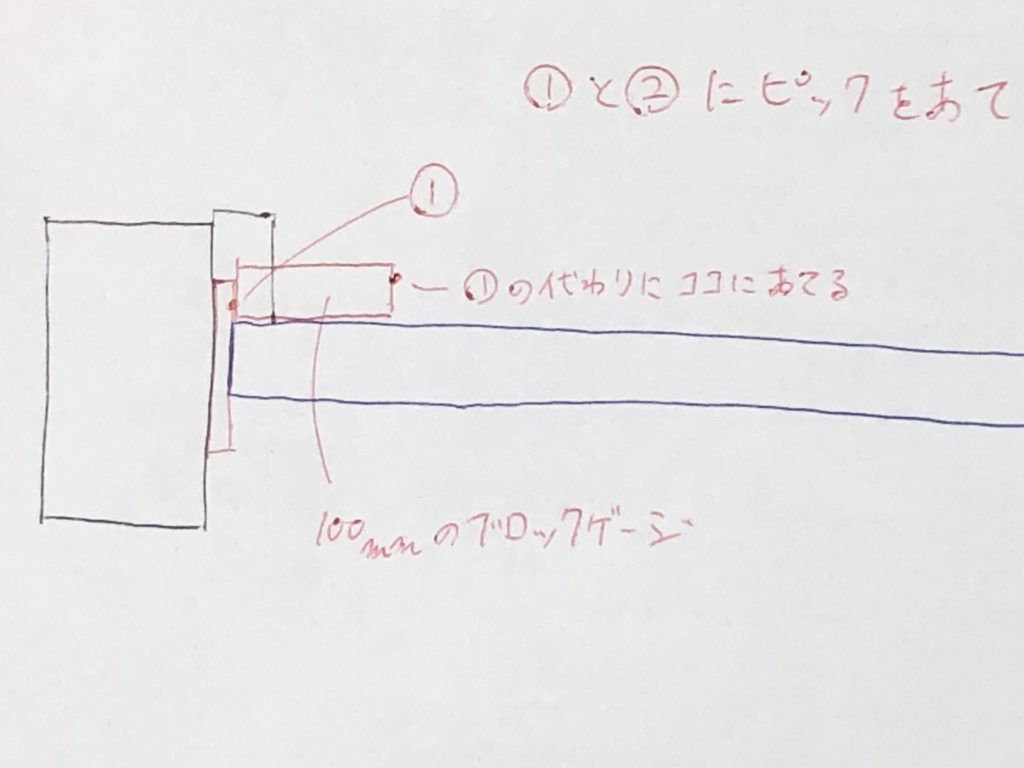
そこでとった方法が、キー材に100mmのブロックゲージをあて、そのブロックゲージにピックをあてるようにするやり方。この方法なら測定する長さは100mm短くてすみます。
その結果、測定結果は1102.12mmだったため、実際のワークの長さは1202.12mmとわかりました。
この方法、今回は100mmのブロックゲージを使いましたが、当然長さが正確にわかっているものであれば何でも使えます。
例えば長さが150.10mmの丸棒を使えば、計算してやることで同じように測定可能です。
多少の誤差はでるため注意を
このような長物の測定は、デジタルスケールの精度、旋盤の曲がり、ワークの温度、キー材とワークのあたり具合による誤差、ブロックゲージとキー材の当たり具合等による誤差が生じてきます。
ちなみに温度によって発生する寸法誤差についてはこちらを参照してください↓
今回は公差範囲が0.4mmあったのでまだ自信を持って公差に入れられましたが、例えばその範囲が0.05mmともなると、この方法を使っても公差に入らない可能性は十分ありますので、注意してください。

コメント