


機械技術9月号から㈱エムテックという会社の、旋盤の微細長尺加工を紹介します!




この公差で20L/Dはすごい!
本記事で紹介するサンプルを作ったのは茨城県の㈱エムテックという従業員数30名の比較的大きめの町工場です。
エムテック社は微細加工を得意としており、その中でも微細長尺加工が特にすごいです。
まずこのサンプルをご覧ください
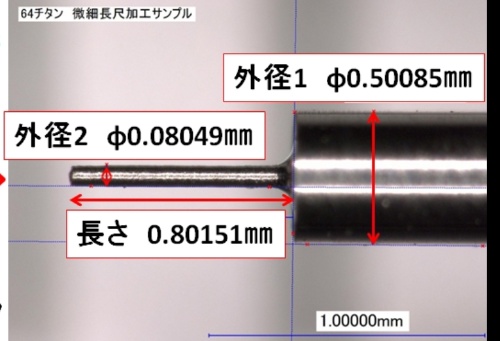
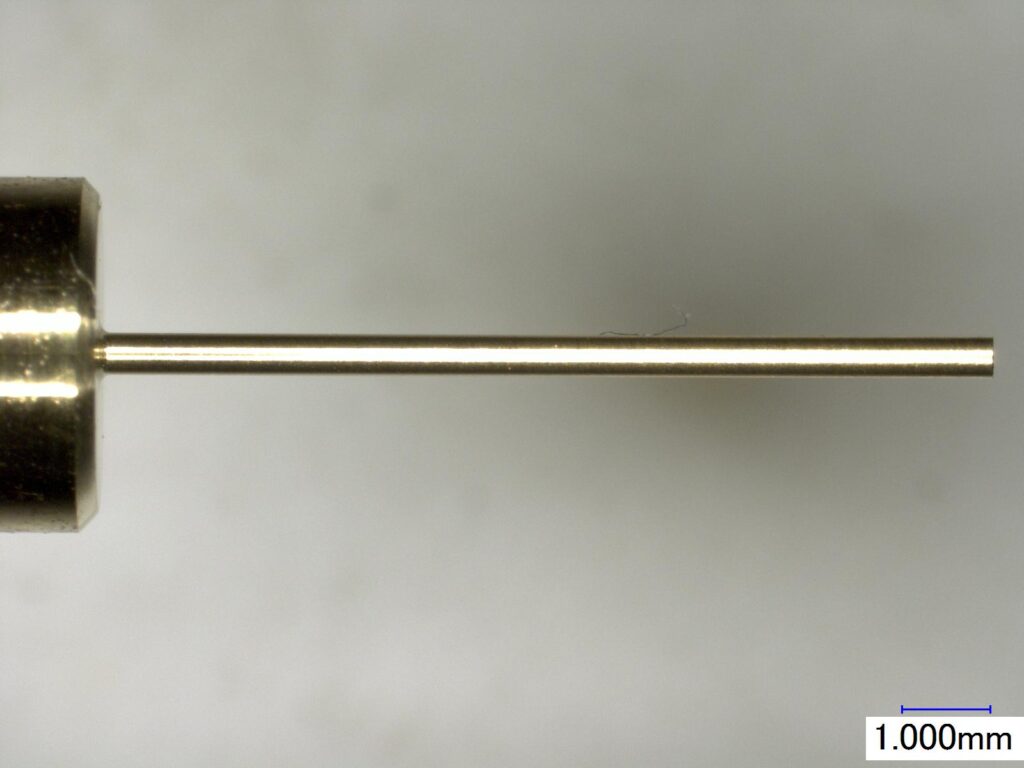
機械技術9月号で紹介されていたのは下側の画像のサンプルです。
この部品の細い部分の寸法精度はφ0.5+-0.005、長さ10+-0.02、真円度20μm以下、表面粗さRa0.6。
なんと20L/Dもの長尺加工です。
小径加工ですので主軸移動型の旋盤を使ってはいますが、それでも当然切削抵抗によってたわんで材料が逃げていきます。
エムテック社ではこの加工を安定して行うことに成功したのですが、ここに行き着くまでには大変な努力がありました。
(主軸移動型の旋盤についてはこちらの記事で解説しています!)

材料の逃げをいかに補正できるか

一般的に微細長尺加工では、長さ10mm程度になると、直径0.8mm程度が最小限界とされます。
φ0.8でも約13L/Dですのできついのは当然ですね。
それなのに20L/Dのφ0.5なのでかなり難しいと言えます。
その原因が切削抵抗による材料の逃げです。
いくら機械精度が良くても刃先で起きる現象なので、この逃げを制御しないと要求精度を満たすことはできません。
もちろん加工後の修正も、このレベルの長尺になると不可能です。
例えば10μmを削って修正しようと思っても刃が食いつかず、素材の上に乗ってしまいます。
カメラを搭載したNC旋盤を開発
このような微細加工を公差内に収めるためには、チャックから外すことなくリアルタイムで振れを把握し、補正をかけていく新たな技術が必要となってくる。その革新技術は身近なところにあった。
「茨城大学がカメラでリアルタイムに測定しながらフィードバックをかける『常時補正制御技術』を保有していることがわかり、それを使って一緒に実用化しようということになりました」(松木社長)
加工するマイクロNC旋盤は、デスクトップ型の小型旋盤などを手掛ける㈱ナノの標準機をカスタマイズした。
機械技術9月号より引用
そこでエムテック社が考えたのが、茨城大学が研究している削った先からカメラを使ってリアルタイムで振れを把握し、補正をかける技術の応用です。
そんな技術NC旋盤に搭載しようと試してみること自体すごいことですよね。
本気で実現しようと行動したからこそ茨城大学との出会いもあったのだと思います。
こうして、刃先と連動するCCDカメラでワークの距離測定と加工後の計測をリアルタイムで行いながら、目標とのずれが生じた場合は瞬時に機械にフィードバックをかけて修正していくマイクロNC旋盤を開発した
機械技術9月号より引用
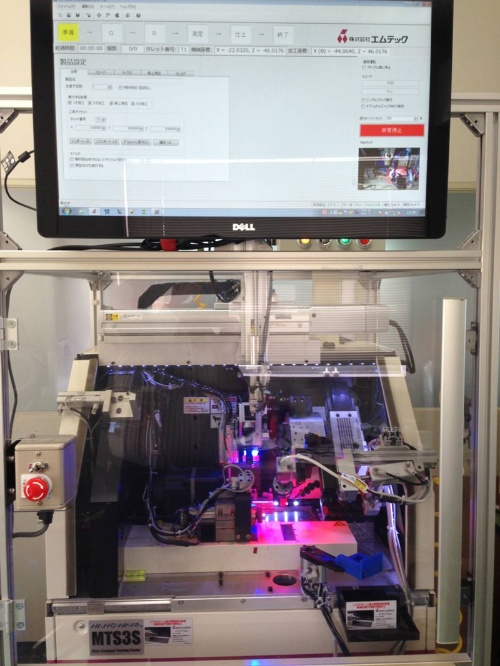
こうして完成したのが画像のマイクロNC旋盤です。
目的の加工のために自社で機械まで作ってしまう執念には本当に恐れ入ります。
最適条件を探り、2年半で2万回検証
ですがこのカメラ付きNC旋盤を完成させて終わりというわけではありません。
この機械を使って、微細長尺加工をするのに最適な切削条件や工具刃先の冷却方法などを見つけ出す必要がありました。
同社はこのマイクロNC旋盤を使って、約二年間にわたって材料ごとの切り込み料や回転数、送り速度、工具刃先の冷却方法など、さまざまな切削条件を変えて結果を記録し、データベース化して検証した。
・・・・
最終的な検証数は、SUS303の切削条件数が139パターンで使用工具の数が4種。C3604が109パターンで5種。64チタンが148パターンで7種。総検証回数は2万回にものぼった。
・・・
こうした検証の結果、いずれも目標とする公差内に収めることができた。またワンチャック加工によって途中工程が短縮され、リードタイムを従来加工の50%削減、歩留まり(不良率)5%以下、コストも50%削減を達成した。
機械技術9月号より引用
このように2年間をかけた気の遠くなるような検証作業の結果、より効率的に高精度の微細長尺加工が行えるようになったそうです。
こうして作ったサンプルを持ってドイツの医療機器展示会に出展したところ、ドイツの医療機器メーカーから引き合いがあり、現地法人を立ち上げ新たな取引を始めるきっかけになりました。
「『世界で当社の要求仕様を満たす精度を出せるのはエムテックだけだ』とそのドイツのお客様も言っているので、NC旋盤での精密加工を極めた一つの形だと思っています」
松木社長 (機械技術9月号より引用)
町工場ながらもここまで海外のお客さんに認めてもらえるのは、難しい加工でもなんとかして形にするという強い執念があったからこそのものだと思います。
一見無理だと思ったものでも、できるまでとことん挑戦するものづくりの原点ともいえる姿勢の大切さを改めて感じた記事でした。
難しい加工への挑戦は加工の面白いところの一つですよね。私も見習ってどんどん挑戦していきたいと思っています。
機械技術9月号は旋削加工の特集
本記事は機械技術9月号の記事からご紹介させていただきました。
今月号は旋削加工の特集です。旋盤になじみのある方には特におすすめできる面白い内容ですので、ぜひ手にとってみてください(^^


コメント