


切削加工において、刃物の寿命や加工効率に大きく影響を与える”切削速度”。
切削速度を適正にすることで、工具寿命を伸ばし、加工のサイクルタイムを短縮することができます。
ですが、切削速度を「速すぎる」「遅すぎる」ということがないように設定するためには、ときにしっかりと計算を行っておく必要があります。
本記事では、現役加工技術者である私が切削速度を計算する方法について解説しました。
計算式だけでなく、私が普段様々な材種の少量多品種加工を行っている経験から、実加工で実用的に活用する方法についても解説していますので、ぜひ参考にしてください。




切削速度 計算方法は?
切削速度Vの計算式
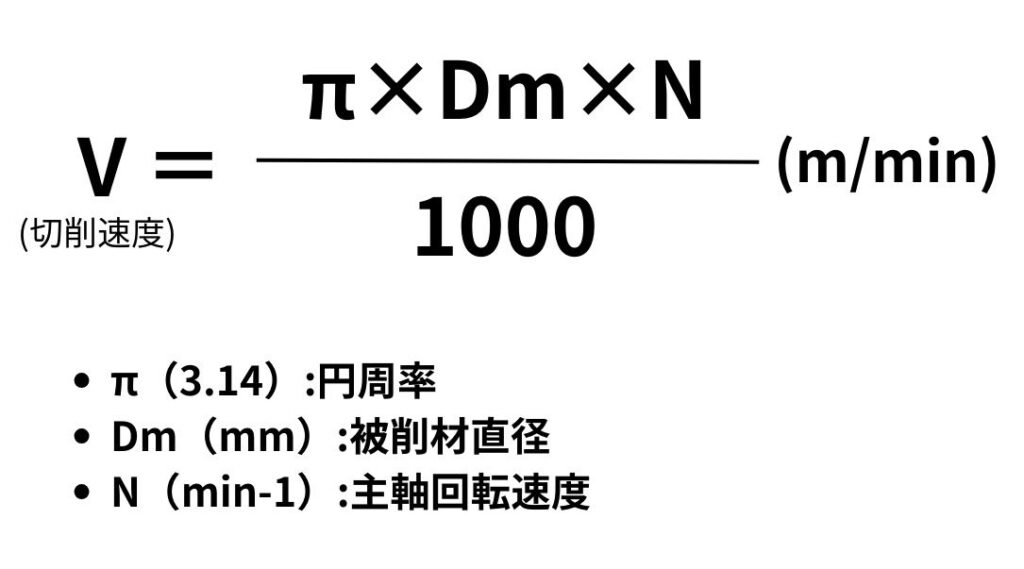
切削速度の計算式はこちらです。
要するに、直径と回転数さえわかれば切削速度が導き出せるということです。
Dmの直径は、回転させるものの径です。つまり旋盤加工であればワーク径、フライス加工であれば工具径になります。
切削速度をもとに回転数を求める計算式
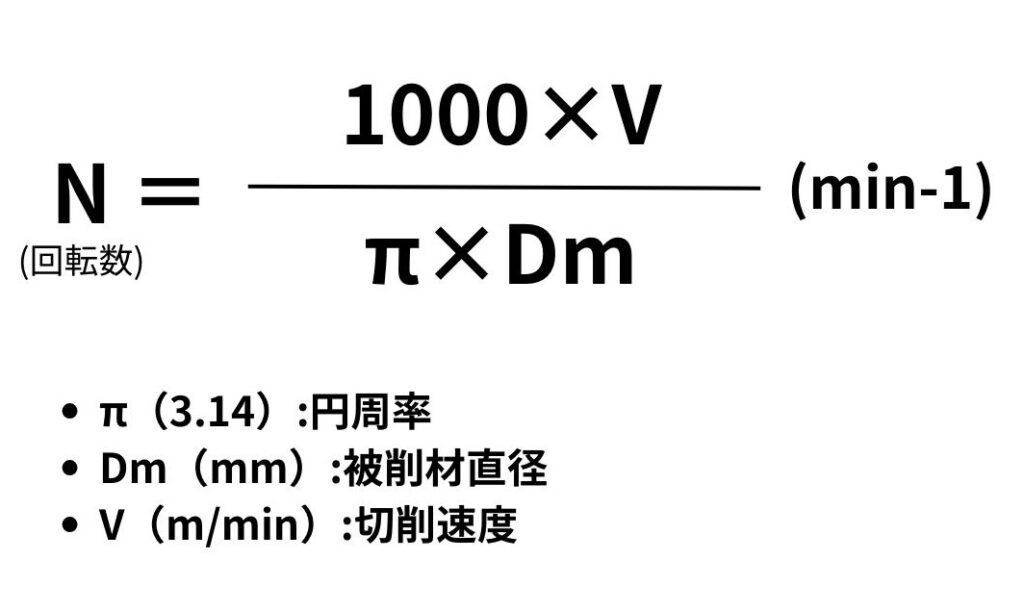
先程の式を組み替えただけですが、切削速度をもとに回転数を求める場合はこちらの式で計算します。
実務では回転数を導き出すために計算することが多いため、実際に使う頻度はこちらが多いかと思います。
適正な切削速度を把握してさえいれば、簡単に回転数を導き出せます。例えばハイスドリルで鋼材を切削するにはV=20m/minが目安になりますので、この式にあてはめると10キリの場合N=636回転が適正とわかります。
切削速度を計算するための便利なツール
切削速度を計算するためには前項でご紹介した方程式を解くのが基本になりますが、本項でご紹介するツールを使えば、より手早く楽に計算することができます。
計算できるアプリを使う
スマートフォンで”切削計算機”と検索すると、アプリをダウンロードすることができます。
複数のアプリがありますが、どれもわざわざ方程式を解かなくても、数値を入力するだけで自動的に計算結果が表示されるようになっています。
切削速度の計算だけでなく、理論表面粗さ(面粗度の理論値)の計算も可能です。
以下はiPhoneのappストアの画像です。住友電工のアプリを例としてインストールしてみました。
下画像のように、切削速度と材料径を入力すると回転数が表示され、大変便利です。
この住友電工のアプリ、惜しいのが理論表面粗さから送り速度を計算できないこと。
こちらはたまに計算する機会があるので、その機能も実装してくれれば完璧なんですけどね。
他のアプリでその機能がついているものもあるかと思いますので、ご存じの方はぜひコメントで教えて下さい。


切削計算機はブラウザでも可能!
同様に、ブラウザ上でも切削計算機が利用できます。
以下にミスミの、ブラウザ上で利用できる切削加工計算ツールを掲載しています。

関数電卓
計算式の計算は基本的には電卓で行うことになりますが、関数電卓を使えばより楽に計算することができます。
切削速度の計算については単純な式ですので通常の電卓で全く問題ありませんが、理論表面粗さのような2乗がでてくる計算は入力が楽になりますし、sin,cos,tanを活用する三角比の計算では関数電卓機能がほぼ必須になります。
三角関数の計算に関してはこちらの記事で解説していますので、ご参考にどうぞ。

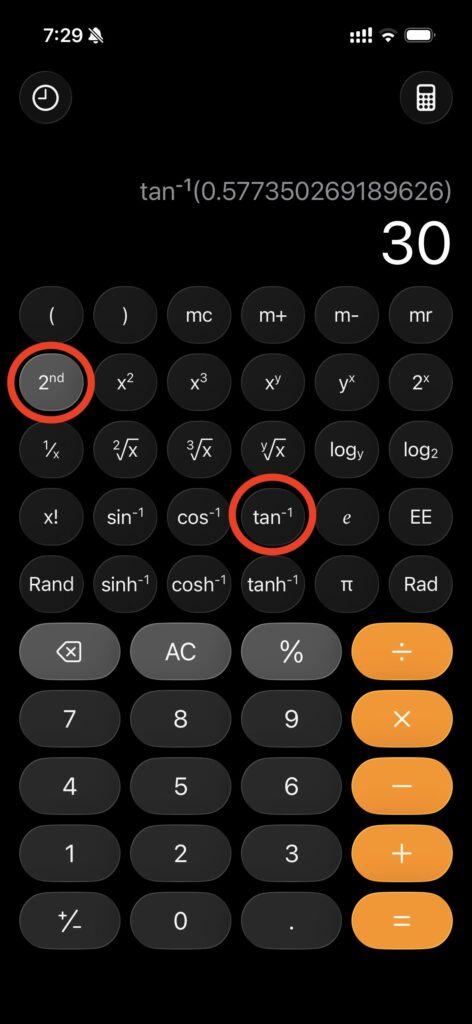
スマホの関数電卓機能
関数電卓は、その機能をスマートフォンでも活用することができます。
例えば私が使っているiPhoneを例にすると、電卓を横にすると関数電卓機能を出現させることができます。
Androidスマホについても調べてみたところ、iPhoneと同様に標準の電卓機能に関数電卓機能が付いているということですので、ぜひ活用してみてください。
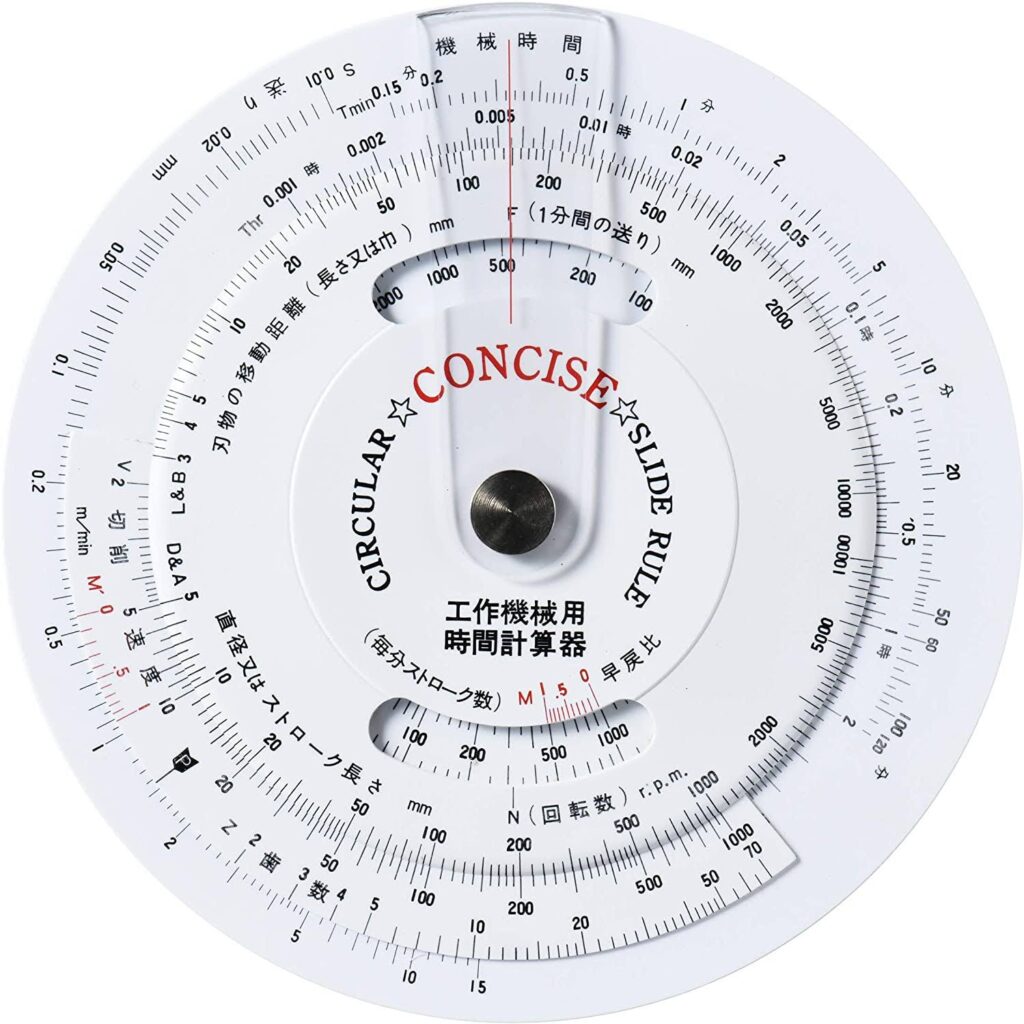
切削速度計算尺
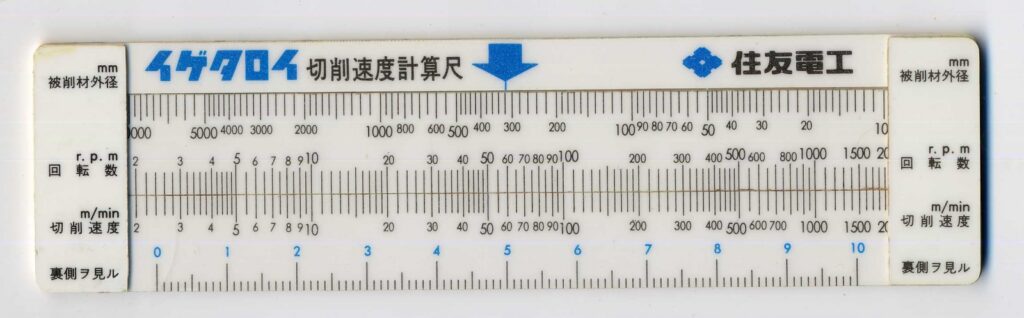
私が1番お勧めする方法がこちらの切削速度計算尺を活用した方法です。 使い方は簡単です。
- 工具や材料の直径、切削速度のところにメモリ合わせれば回転数が分かる
- 同様に、回転数のところにメモリを合わせれば切削速度が分かる
大変お手軽で計算するより早いですので持っていない方はぜひこの機会に手入れることをお勧めします。
・・・と思ったのですが、今はもう手に入らないのですね。
私も今職場にあるものを大事に使おうと思います。
調べてみると、円形のものがありました。加工時間も計算できるようです。その価格は4千円以上と個人で買うには少々高額なのが難点ですね。
加工における切削速度の計算
本項では、応用編として加工ごとの切削速度について解説しました。
旋盤加工やフライス加工での実際の加工工程を例にして、それぞれ私が使っている切削速度をご紹介しますので、日々の加工の参考にしてください。
(なお、切削条件は、クランプ条件や穴深さなど、加工の安定性が悪くなるとそれに応じて大きく条件を落とす必要がある場合があります。あくまで本項で解説する切削速度は、クランプなどの条件が良い場合の速度です。また、数ものを加工する場合等サイクルタイムを短縮する必要がある場合はさらに条件を上げる余地も残っています。その点をご理解の上ご活用下さい。)
タップの切削速度を元にした回転数の計算
タップの切削速度は、鋼材で10m/min、ステンレスで5m/minが基本になります。これを冒頭でご紹介した計算式にあてはめると、例えばM10のタップであれば、鋼材で318rpm、ステンレスで159rpmになります。
私の勤務先では、少量多品種生産のため基本的にM10までのタップは200rpmで全て加工してしまいます。
たまに数ものを加工する際には適正な切削速度に設定し、サイクルタイムを短縮しています。
ドリルの場合
金属加工における穴あけ加工で最も良く使われるハイスドリルを例に解説します。
ドリルの切削速度は鋼材で20m/min、ステンレスで10m/minが基本になります。これを式にあてはめて計算すると、10キリであれば、鋼材で637rpm、ステンレスで318rpmになります。
送りf(mm/rev)は基本的に0.1で良いため、送りF(mm/min)は鋼材で約60、ステンレスで約35といったところです。
ですが普段加工する場合は意思決定や入力の時間を短縮するため、4キリ〜10キリくらいの間に関しては、鋼材なら1000rpmのF100mm/min、ステンレスであれば500rpmのF60mm/min、アルミであれば2000rpmのF200mm/minで統一して加工を行っています。
フライス加工での、切削速度をもとにした回転数の計算
マシニングセンタやフライス盤で活用する、フライス加工の切削速度も同様に計算します。
エンドミル
特に普段回転数の設定が重要になってくるのがエンドミルです。様々な径のものがあるため、ワークの状態や工具径等によって臨機応変に切削条件を調整する必要があります。
ハイスエンドミルの場合、鋼材は切削速度35m/min、ステンレスは20m/minが基本です。
φ10のハイスエンドミルでしたら、鋼材で1115rpm、ステンレスで637rpmになります。
私のような少量多品種加工を行う場合は加工の際にいちいち計算を行わず、鋼材であれば1000rpm、ステンレスなら600rpmと、大雑把に回転数を設定し、加工を行ってしまいます。
超硬エンドミルは、その性能やその他の条件にもよりますが、鋼材であれば90m/min、ステンレスであれば60m/minが目安になるかと思います。
旋盤加工での切削速度の計算の活用
旋盤加工の切削速度も同様です。例えば外径荒加工を超硬チップで行う場合、鋼材は200m/min、ステンレスは100m/minを良く使います。
仕上げ加工では、鋼材は220m/min、ステンレスは130m/minに設定します。
これはNC旋盤での場合です。NC旋盤は周速一定制御で直接周速を設定できますので計算の必要はありませんね。

基本的に切削速度の計算式が役に立つのは周速の設定ができない汎用旋盤になるのですが、汎用旋盤加工もいちいち計算は行わず、径によって上下はしますが、鋼材は700rpm、ステンレスであれば400rpmくらいで加工を行っています。
旋盤加工についてはこちらの記事に適正な切削速度や送りを含めた切削条件をまとめていますので、ぜひ参考にしてください。

切削速度だけに関してはこちらの記事にまとめています。
は?現役旋盤工が解説!-160x90.jpg)
送り速度についてはこちら

ホブにおける切削速度の計算の活用
私の勤務先では歯車は切りませんのでホブ盤の使用経験はありませんが、調べてみた所S45Cで100m/min程度の速度で削るようです。
ホブについてもその他の工具と同様に、径に応じて計算した上で回転数を設定できると良いですね。
総括:計算方法把握しておくことで、適正な速度で加工できる。
- 切削速度の重要性とその計算方法を把握しておくと、適正な切削速度で加工できる
- 適正な速度での加工は、工具の長寿命化やサイクルタイムの短縮に有利
- 切削速度を効率的に計算するためのツールやアプリが便利
- タップやドリル、フライス加工など、さまざまな工具の切削速度設定例を覚えておくと効率的に加工できる
- 切削速度計算尺を活用すると便利
- 切削速度を理解することで加工効率を向上させることができる


コメント