



※2025年追記:ついに大型旋盤の一般展示が始まりました!大和ミュージアムにて誰でも見ることができます。
※2021年8月追記:【祝!!】寄付1日で1億円到達 大和の主砲を削った旋盤、呉で展示へ
ローズエンジン旋盤を紹介した記事が好評だったので、今回は特殊な旋盤シリーズ第2弾です。
2020年8月31日、兵庫県明石市の㈱きしろで保管されていた画像の超大型旋盤が、大和ミュージアムに寄贈されることになったと報道されました。
戦艦大和の主砲を削ったとされる旋盤で、長さ約17メートル、重さ約210トンもあるとのこと。
でかい。
旋盤工の目線で、この旋盤について書いていこうと思います。
本記事は日経新聞、朝日新聞の記事と、工場見学で実際に㈱きしろでこの旋盤を見てきた方の日記(http://gekko-u777.jugem.jp)を参考にさせていただいて書いています。
ちなみに㈱きしろで、大和の主砲を削った旋盤”15299″の兄弟旋盤”15009″がおそらく現在も稼働中で、その画像も交えながら紹介していきます。




とにかくでかい






画像をギャラリーにまとめてみました。
ドイツ製、ワグナー社というところの旋盤だそうです。
それにしてもとにかくでかい。
長さ約17メートル、重さ約210トンと言われても正直ピンときませんね^^;
我々としては、何インチチャックの心間いくらで表現してほしいところです。
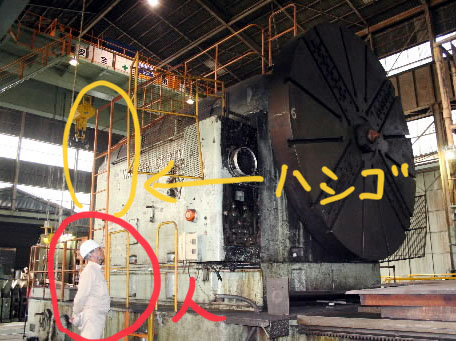
中でも一番大きさがわかりやすいのがこの画像でしょう。
もはや旋盤にはしごがついており、機械の上に人が乗れるようになっています。
人が主軸を見上げていますね(笑
戦艦大和の主砲。これを削ったのか・・・
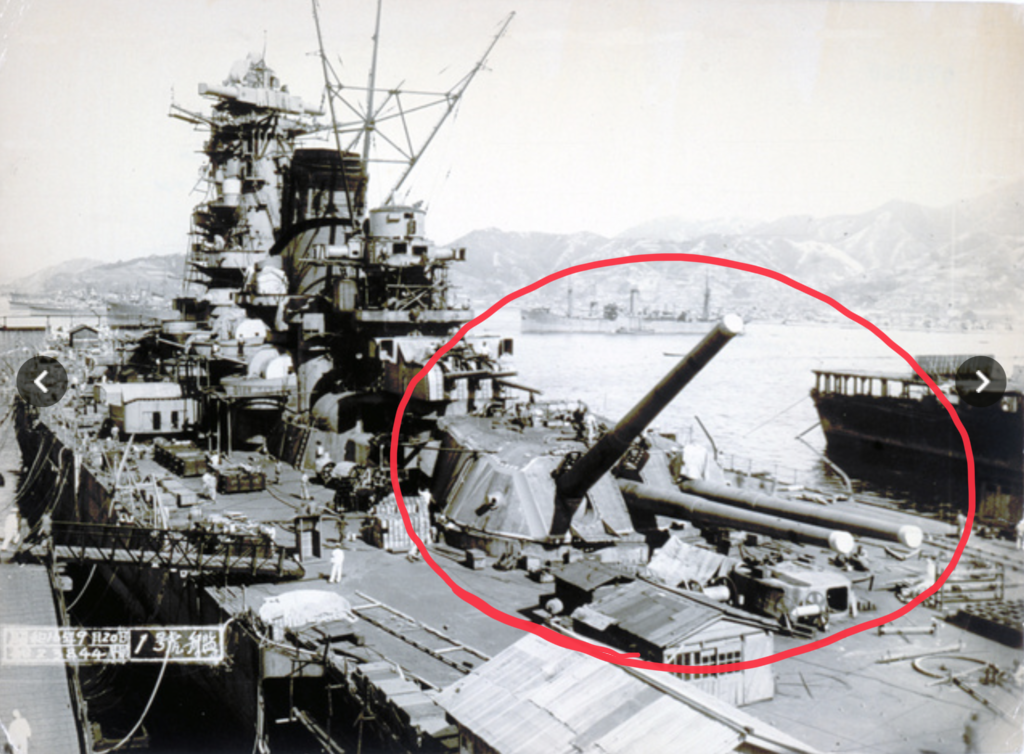
大和の主砲がこちら。人も写っていますので、いかに巨大かがよくわかります。

内蔵するドイツのAEG社製モーターが旋盤の主軸を駆動し、100分の1ミリ単位の精度で長さ21m、直径1m超の主砲9門の外周を加工した。
呉市海事歴史科学館(大和ミュージアム)の戸高一成館長は「200トンの鉄の塊から160トンの砲身を削り出した」と話す。
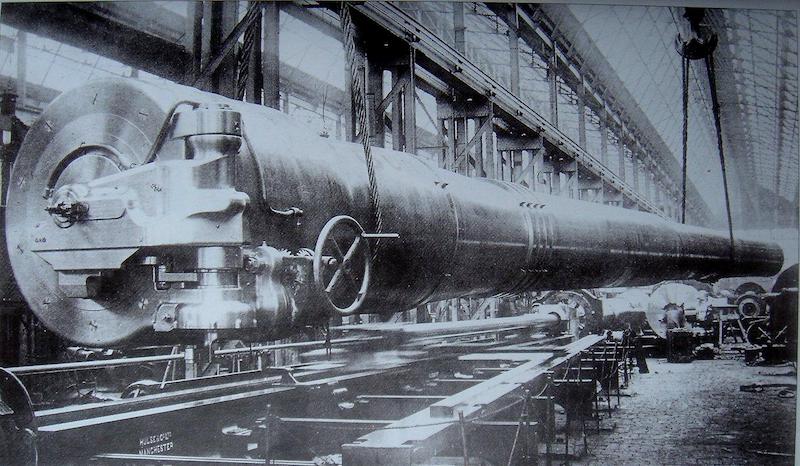
当時の工場の画像を見たところ、砲身は3層構造になっているようです。この外径を加工したのでしょうか。
精度は0.01mm単位とのこと。 巨大でも通常の旋盤と同等の精度が出るということですね・・・。
これほど大きいもの、測定も骨が折れそうです。1000のマイクロなんて見たことありませんしね^^;

調べてみたら大きいマイクロありました。
当時もこういったもので測っていたのでしょうか・・・。
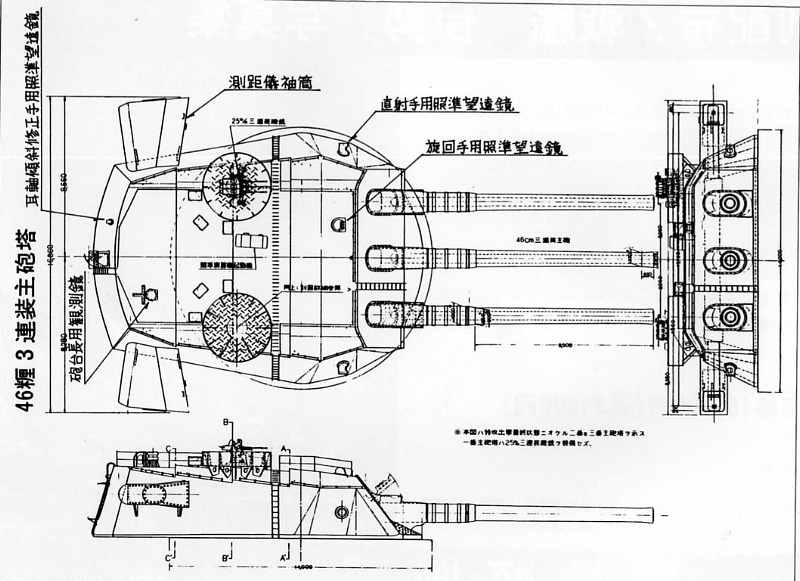
主砲の図面です。画像が粗く、文字が潰れてしまっており数字が読み取れないのが残念なところ。
左側に見える全幅が16000でしょうか。その大きさがうかがえます。
どんな機械?
写真を見ていると、いかに大きくても旋盤は旋盤ということがよくわかります。
一箇所ずつ気になったところ紹介します。
心押台
心押台の画像を集めてみました。
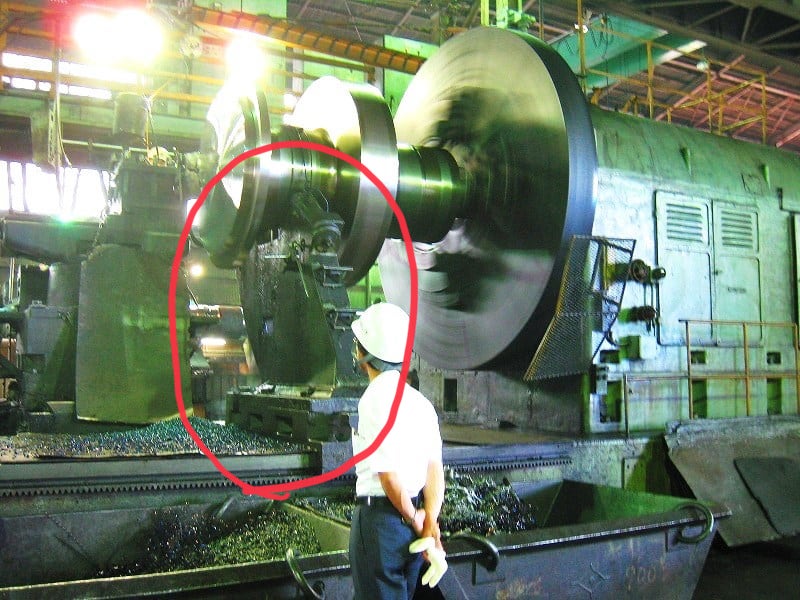
特に様子がよく分かるのがこの画像

赤丸で示したように、心押軸の送りハンドルらしきものがついています。
これを回して芯押し軸を送るのでしょうか。
摺動面も錆びているようですし、どのようにして心押台を動かすのかは謎です・・・。
写真右側に人が見えます。 人力で動かすのはまず無理ですね。


こちらは心押台を使ってワークを掴んでいる様子です。
中で芯押しをしているように見えますが、ワークの穴の中が見えませんので、どうやって保持しているかはわかりません。おそらく心押しのための内張りの治具か、特殊な心押しセンタを使用しているものと思われます。
振れ止めで受けてありますので、芯押しではなくボーリング加工を心押台を使って行っている可能性も否定できません。
芯押し軸も後ろに長く突き出しているところを見ると、前後に動かせそうです。
ブリョ(振れ止め)


ブリョ(振れ止め)も使われています。
通常の汎用旋盤のブリョについて書いた記事はこちらです。

この旋盤にのるようなワークであれば自重がものすごい上、回転数もあまり上げられないためブリョの上側はいらないのでしょう。
下の画像を見ると、ブリョを2つ使っています。
おそらく加工時のためというより、ホイストで吊ったワークをまっすぐ乗せるために2つ必要なのだと思います。
ブリョの乗せおろしだけでも相当大掛かりな仕事になりそうです。
安全装置
戦後、GHQ(連合国軍総司令部)は旧呉海軍工廠の設備を徹底的に破壊した。大和のような高性能艦を日本が再び建造するのを防ぐためだった。奇跡的に15299(この旋盤)だけは難を逃れ、53年に神戸製鋼所高砂製作所(兵庫県高砂市)に払い下げとなった。神鋼は主軸や芯押し台の位置を500ミリかさ上げし、安全装置を追加するなど改造し、世界シェアで4割を占める舶用ディーゼルエンジンのクランク軸加工に用いた。15299は大きな故障もせず、91年まで動き続けた。
日経新聞
日経新聞の記事に、安全装置を追加するなど改造し・・・ とあります。
このときに追加されたものなのでしょうか。
プレートに安全装置の記載があります。
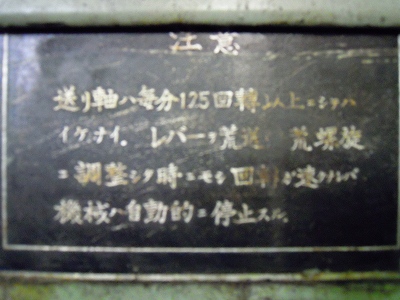
注意
送リ軸ハ毎分125回転以上ニシテハイケナイ。
レバーヲ荒送リ、荒螺旋ニ調整シタ時ニモシ回転ガ速クナレバ機械ハ自動的ニ停止スル。
一部は読み取れませんでしたが、私が画像から文章に起こしてみました。
最高回転数は125r/min。 これだけ径が大きければ、125r/minも回れば十分ですね。
荒送りというのは高送りのことでしょうが、”荒螺旋”とは何のことなのか・・・。
ねじ切りのことでしょうか。かっこいい表現です(笑
送りを上げたときに回転数が高ければ自動的に停止する。
これが上記で追加された安全装置なのかもしれません。
変速機構


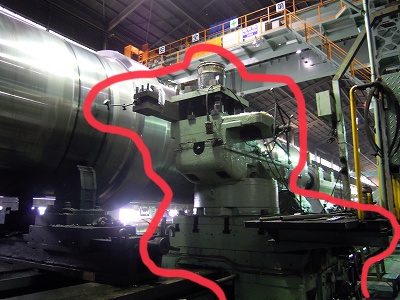
画像で赤丸で示したとおり、回転数もしくは送り速度と思われるプレートがついており、その近くにハンドルがついています。
これで回転数を変えられるのでしょうか。
下画像は同じ型式の兄弟旋盤のものですが、上画像の右部分の拡大部です。
船のようなハンドルがついています(笑
目盛りもついていないのでどのように変速等できるのか分かりませんが、通常の汎用旋盤と同じでシンプルな操作系統ですね。
刃物台


縦送り台と刃物台です。
3枚の画像のうち、下の画像がよくわかりますね。
ダイヤルゲージがついている箇所に刃物がつくのか、はたまたダイヤルゲージをくっつけてあるものそのものがバイトなのかは分かりませんが、もし後者だとすればものすごい大きさです。
どれだけの量のハイスを使うのでしょうか・・・
刃物や削るところもぜひ見てみたいですね。
【画像】主軸回転中のワグナー旋盤

最後はワグナー旋盤の回っている画像です。
浅く掴んでブリョで受けているようです。
どのように操作しているのかが気になるところですね。そんな昔の機械でNC制御ということもないでしょうし、手で動かすことはできるはずもありません。
このスケールでワークが飛んでしまうと大惨事になりますね。本当に大物屋さんはすごいと思います。
このような機械を使って仕事をする職人がいると思うと、技術の伝承の重要性を強く感じます。
私が使っているのは10インチチャックの小さい旋盤ですが、当時の職人に負けないよう日々技術を磨いていかなければいけませんね。
寄付1日で1億円到達 ワグナー旋盤、呉で展示決定!!【2021年8月追記】
広島県呉市の大和ミュージアムは、クラウドファンディング(CF)で資金が集まったとして、戦艦大和の主砲を削り出したとされる大型旋盤を兵庫県から運び込み、来年4月から展示することを決めた。CFは開始から僅か1日で目標の1億円に到達。予想を上回る盛り上がりに、施設の関係者からは驚きの声が上がっている。
毎日新聞HPより引用 https://mainichi.jp/articles/20210812/k00/00m/040/096000c
約2カ月間で4800万円に到達しなかった場合、輸送を断念し、現地で処分される可能性もあった。
毎日新聞HPより引用 https://mainichi.jp/articles/20210812/k00/00m/040/096000c
昨年呉の大和ミュージアムに寄贈されたワグナー旋盤ついて、トントン拍子に展示の流れになると思っていたのですが、あわや兵庫県の現地で処分されてしまう可能性もあったとのことです。
その原因はコロナによる呉市の財源不足。輸送と展示設備に合計1億円もの費用が必要でしたが、それがまるまる足りない状況に陥ってしまっていたようです。
そこで市はクラウドファンディングを使って寄付を募集。
そして開始わずか一日で目標額の1億円に達し、無事に展示できることになったという流れです。
同記事には1000万円の寄付をした方もいるということも書いてあり、すごい人もいるものだと思うところです。
来年4月の展示、楽しみですね。
追記:ついに展示が開始されました!大和ミュージアムで現在見ることができます。


コメント