

チャックメイトとは、NC旋盤や汎用旋盤の3つ爪チャックの爪成形の際に使う商品です。
特にNC旋盤ではコレなしではありえないと言えるほどの便利なモノ。
芯金を使った爪成形より使う機会が多いくらいです。
本記事ではそんなチャックメイトの使い方を詳しく解説しました!






準備1:成形したい径でチャックメイトが使えるか確認
まずはあなたの持っているチャックメイトの内径を確認しましょう。
チャックメイトはその内径よりも小さい径の爪しか成形できません。
例えば私が使っている10インチ用のチャックメイトでしたら内径がφ148ですので、それ以下の径の爪であれば成形できます。
準備2;爪に番号を打ち込む
チャックメイトに限ったことではありませんが、生爪を削る前に爪に1〜3の番号を刻印しておきます。これにより、爪の完成後、爪を取り外しても同じ位置に取り付けることができ、芯が狂いません。
爪を取り付け、チャックメイトを取り付ける



番号を刻印した爪を、チャックの番号に合わせて取り付けます。
取り付けたら、画像のように爪のザグリ穴にチャックメイトをはめ込み、チャックを締めましょう。
このとき注意するのが油圧です。0.9MPa未満にするように注意書きがあるため、それ以下の油圧で掴むようにしましょう。
これを超えてしまうとチャックメイトが変形してしまう可能性があります。
締めしろ調整を行う
チャックメイトの良いところの一つは、締めしろを自由に決められることです。
チャックメイトをチャックで掴んでいる状態で、手でチャックメイトを回転する方向に力をかけながらチャックを開閉することで締めしろを調節することができます。
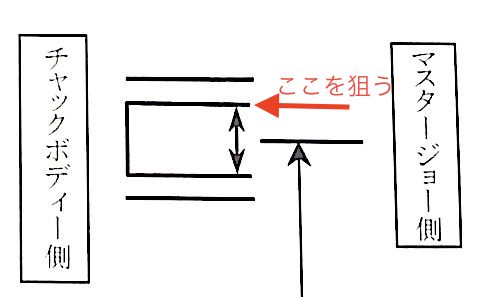
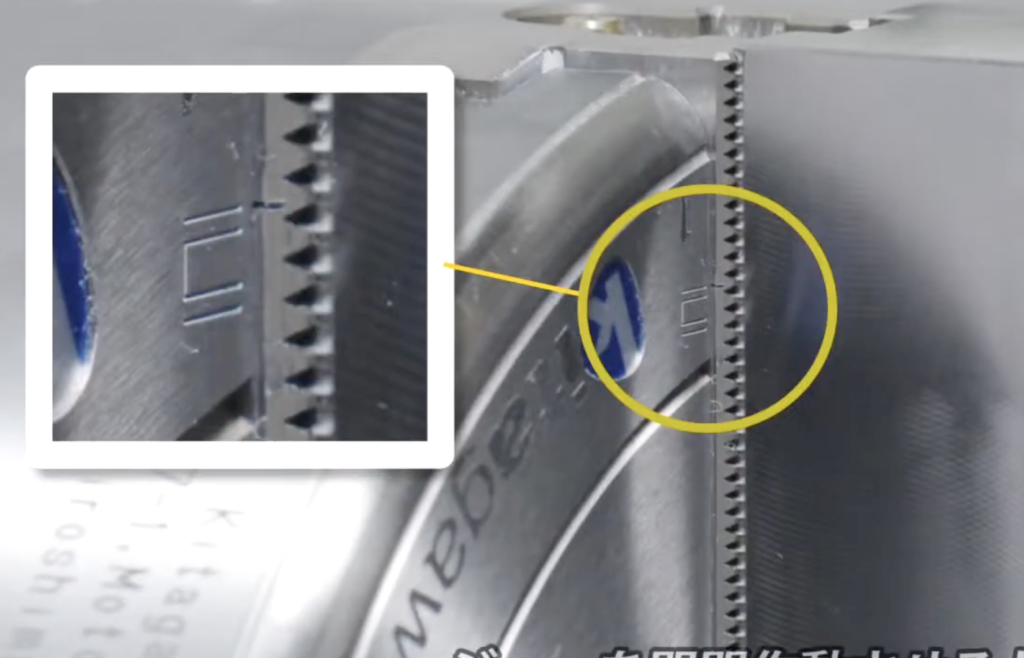
締めしろの調整は画像のようなチャックに刻印された線を目安にすると良いです。
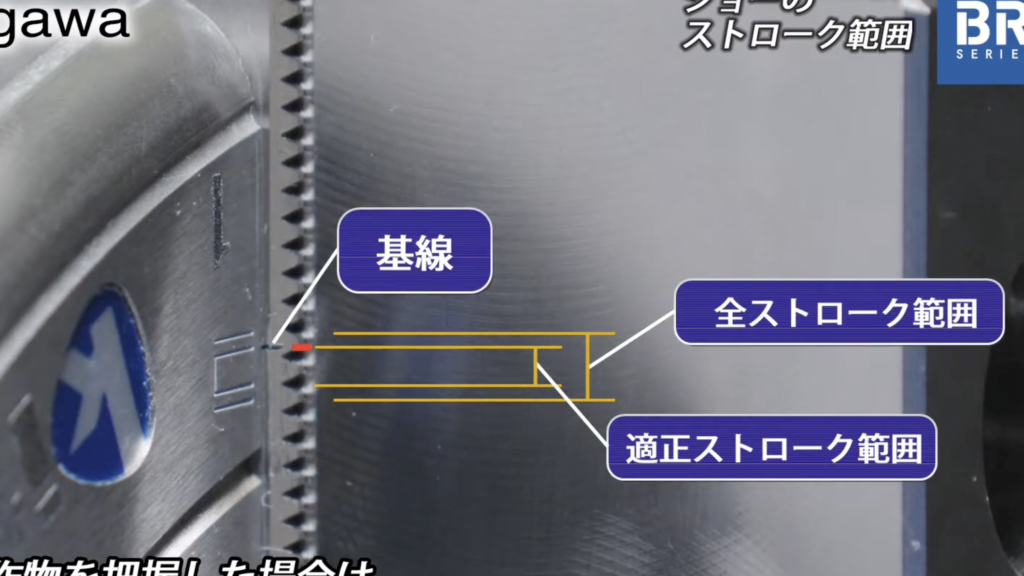
図は、左側がチャックボディに刻印されているストローク範囲を示す線、右側がマスタージョー(爪を取り付ける部分)に刻印されている基線です。
チャックボディの線は、二重線の内側の線同士の間であれば適正なチャック圧で掴めるということを示しています。
締めしろは自由に決められますが、特に理由がなければ上図のように上側の二重線の下側を狙うと良いです。
そうしておけば成形後、多少ワークの径が小さくなってもつかみやすくなります。
爪内径の測定
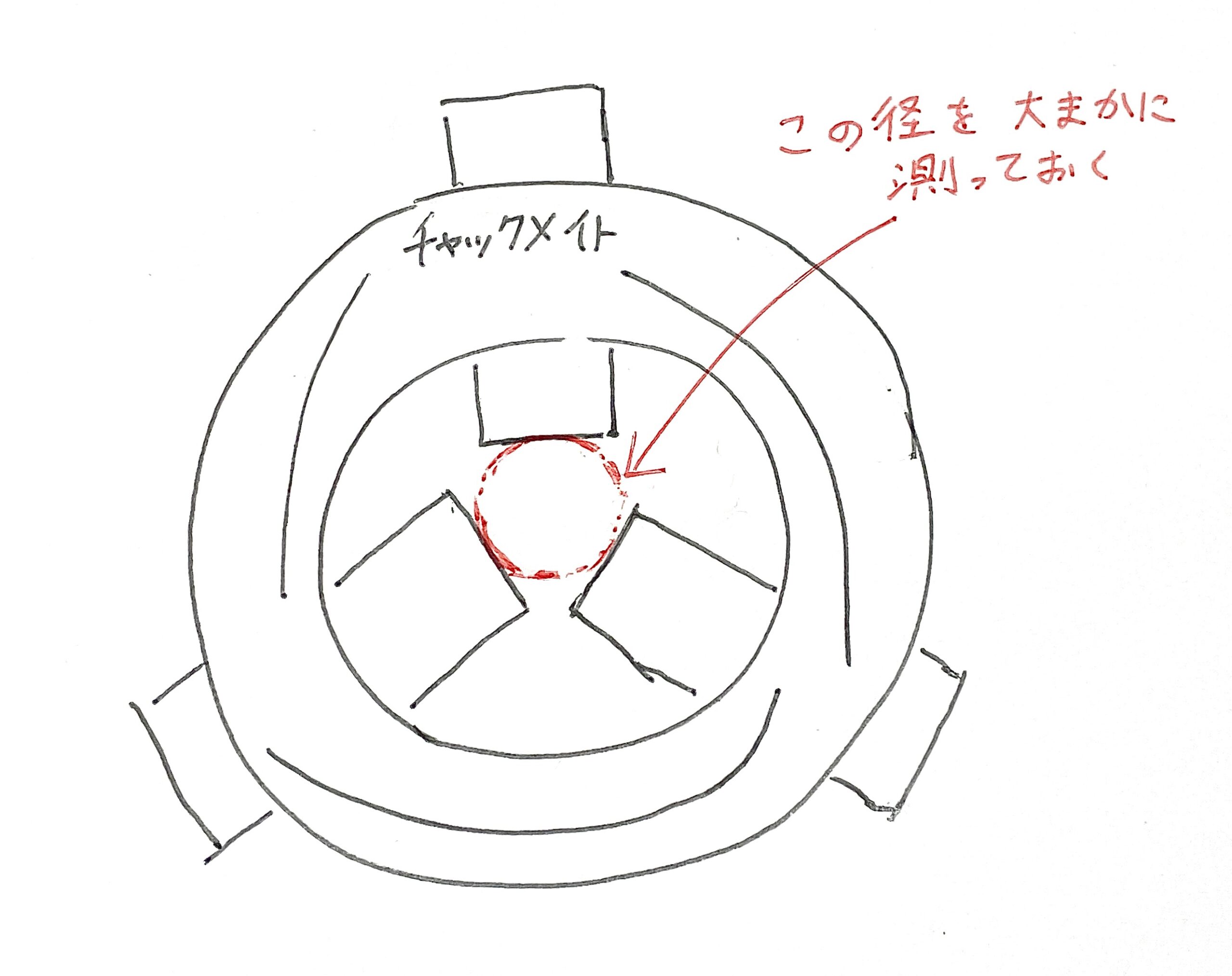
爪を削るためには、チャックメイトを掴んだ状態で、大体どのくらいの径から内径バイトが入りこむかを測っておく必要があります。プログラムで使うためです。
大まかに図る方法は適当な丸材を爪の間入れてみること。たとえばφ50が入ってφ60が入らなければ、φ50~60の間ということが分かります。
正確に測る方法は内径バイトを入れてみることです。
内径バイトの工具補正を呼び出した上で回転させずに内径バイトを爪の間に差し込み、Xを下げていって爪が回るようになるX座標を探します。
回転させずにバイトをチャックに接近させることになるため干渉に注意しましょう。
プログラミング
次はプログラミングです。
生爪用に保存した手打ちのプログラムを使っても良いですし、対話で作っても良いです。
私は基本的に毎回対話でゼロからプログラムを作って爪を削っています。
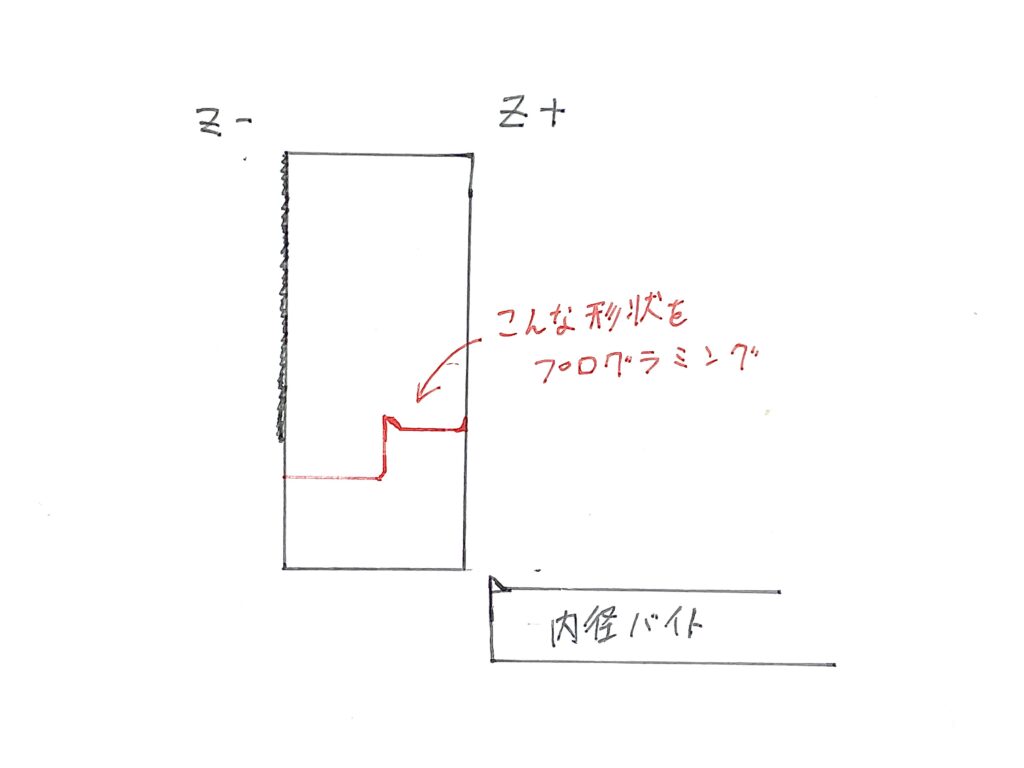
チャックメイトではワークを掴んだのと同じように力が加わった状態で削るため、前すきにならないようにプログラミングでテーパーにする必要がありません。
真っ直ぐにプログラミングしてやればOKです。
一点チャックメイトを使ったプログラミングでとても重要なことがあります。
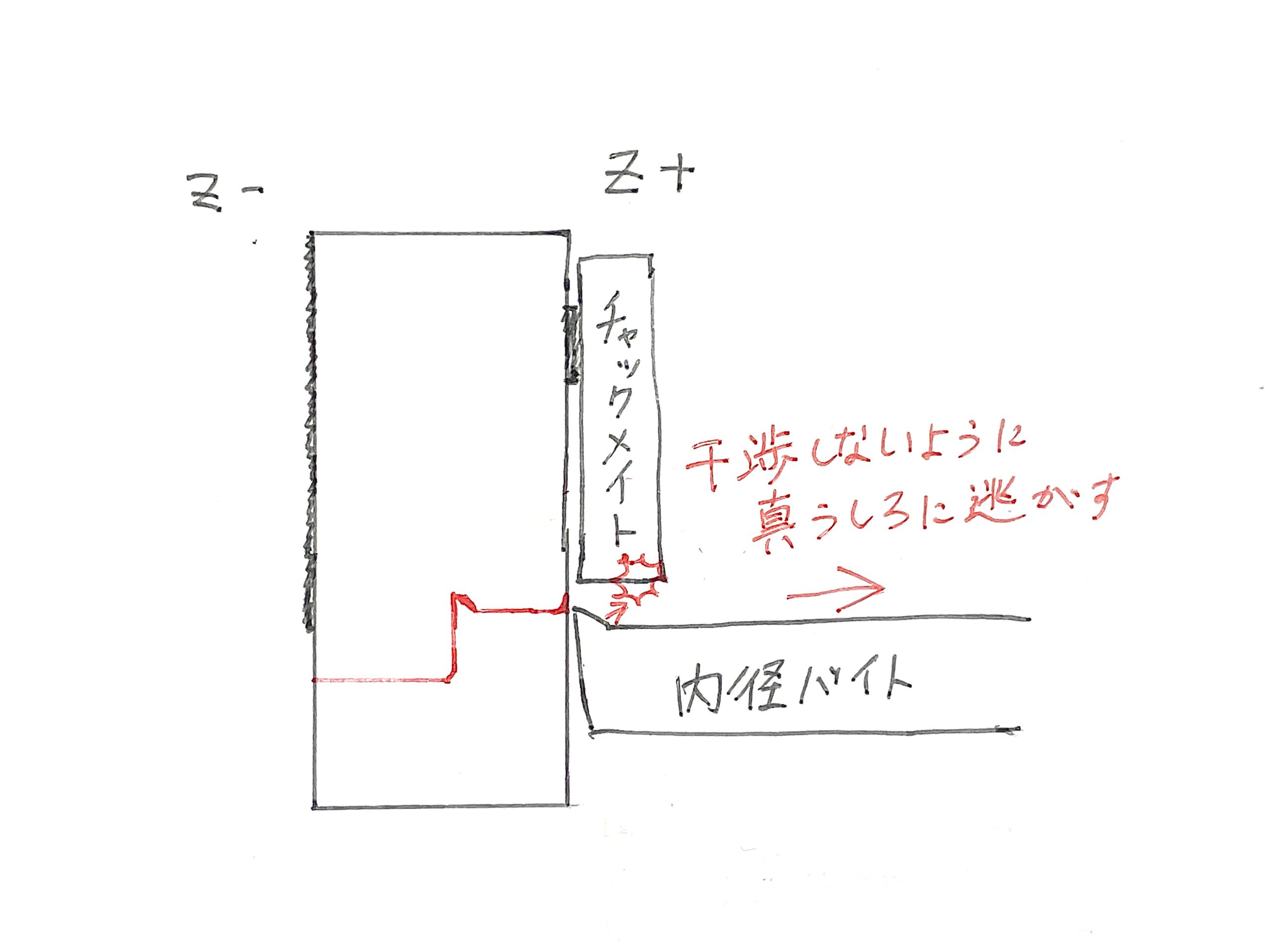
それはZ方向への逃げを忘れずにプログラムに組み込むこと。チャックメイトにぶつかってしまいます。
あとは、径によってほどよく逃がしを入れてやることは基本通りです。
内径荒加工の工程開始点Xは前項で測定した内径の値にしてやりましょう。大体の値しかわからなければ、小さめに設定しておけばOKです。
切削条件についてはこちらの記事をご参照ください。
原点設定後、削る
爪端面に原点を設定したら、いよいよ削っていきます。
削り方についてはこちらの記事でも解説しています

大切な注意点として、回転数は上げても1500回転くらい、できれば1000回転までにしておくことです。
チャックメイトの一番のデメリットはチャックメイトが吹っ飛んでしまう危険をはらんでいること。
なるべく安全に加工できるように条件を調整しましょう。
削り終わったらバリ取りをし、爪取り付け時のセレーション位置がわかるように爪に目印のケガキ線を入れて完成です!
爪のザグリ穴が浅いと使えない
爪のザグリ穴が浅いとチャックメイトが使えなくなるので、爪の端面を削ってザグリ穴が浅くなっているものに関しては芯金を使った方法で爪を成形するようにしましょう。
ザグリが浅くなってしまった爪に無理にチャックメイトを使うのはNGです。回転中に吹っ飛ぶ危険がかなり上がります。
そのため爪にザグリ穴を浅くする加工を行う場合は今後チャックメイトが使えなくなることを意識して行うようにしましょう。
チャックメイトのラインナップ・価格はこちら!
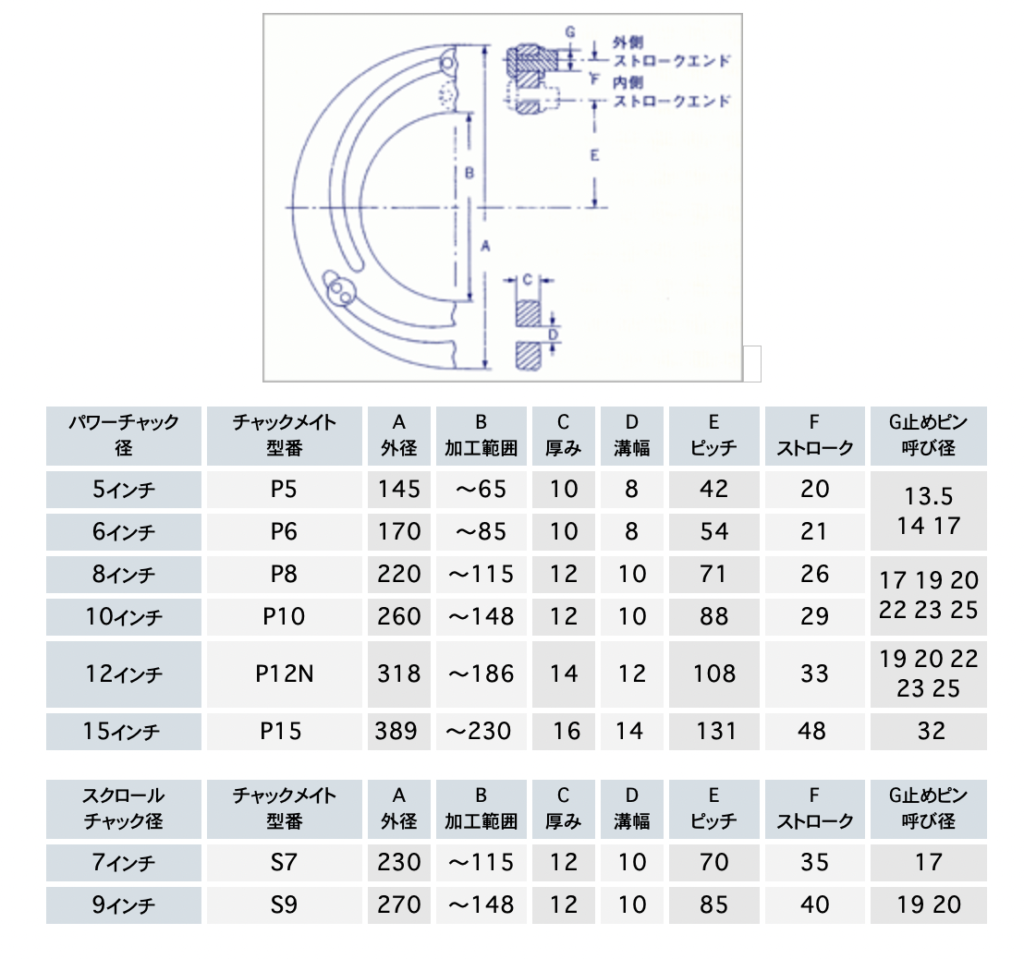

こちらがカワシモから引用したチャックメイトの仕様と価格表です。(執筆時点のもの)
8インチが約3万円、10インチが約3万5千円ですのでこれくらいの価格と考えておけば良いですね。
やはり安くないお値段ですね・・・。
チャックメイトを使うメリット
最後にチャックメイトが普通の芯金を使った爪加工と比較して優れている点、劣っている点を書いていきます。
芯金を使った加工と同レベルに芯が出る
チャックメイトを使った爪成形の振れ精度は10μmと公式HPに記載があります。
芯金を使った成形と同様に十分芯が出るため幾何公差の入った加工を行うための爪成形にも活用できます。
通り抜け成形がかなり楽
チャックメイトが特に力を発揮するのが通しの爪の成形(通り抜け成形)です。
芯金をつかんだ状態だと内径バイトを奥まで送ることができませんので、チャックメイトは大変重宝します。
前スキを防げる
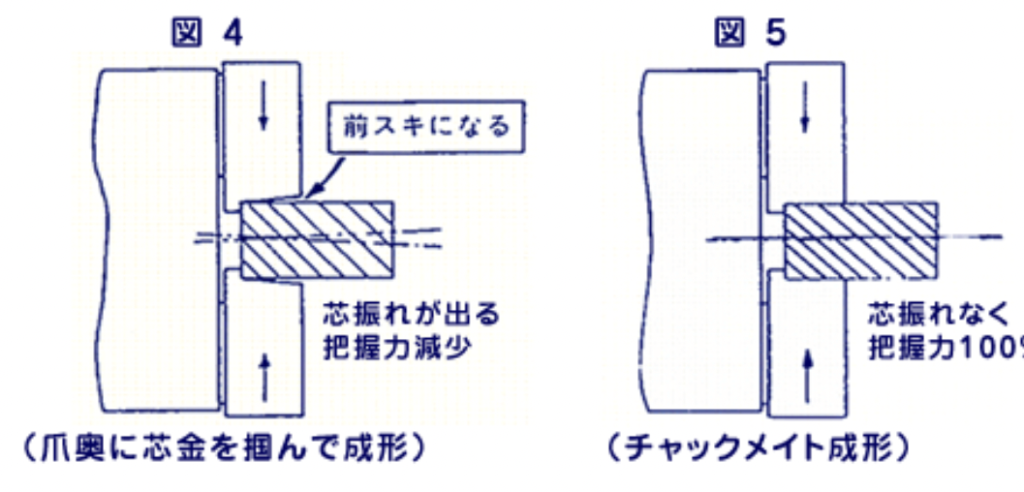
通常芯金を爪の奥につかんで成形を行うと、爪の圧力のかかる場所が成形時とワークを掴むときで変わるため、成形後ワークを掴んだ際に上図のように前スキになってしまいます。
その前スキを防ぐためにはプログラムでテーパーにして爪成形を行わなければなりません。
一方、使い方の中でも少し触れましたが、チャックメイトを使うとワークを掴んでいるのと同じ状態で爪を削れるため、まっすぐの形状にプログラムを組んでも前スキになることがありません。
削った状態でぴったりワークを掴めるため、把握力低下や芯ブレを防ぐことができます。
締めしろ調整がとても簡単
芯金を使った爪成形で締めしろを調節するためには、調節したい径にピッタリあった芯金を用意する必要があります。
たまたま端材があった場合は良いですが、もしなかった場合材料を買って削るという手間までかかってしまう可能性もあります。
一方チャックメイトを使えば、使い方の後でも説明した通り、チャックメイトを左右に回転させるだけで自由に締めしろ調整を行うことができます。
芯金が必要ない
上述の通り、ピッタリ合った芯金は意外とないものです。
芯金を用意する手間が省けるだけでもチャックメイトにはかなり時間的メリットがあるといえます。
チャックメイトを使うデメリット
これだけのメリットがある一方、チャックメイトにもデメリットがないわけではありません。
芯金を使った爪成形も旋盤技術として不可欠なものですので、臨機応変に適した方法で爪を成形しましょう!
どの径でも成形できるわけではない
チャックメイトは当然、その内径よりも大きい爪は成形できません。
またもしその条件を満たしていても、爪のザグリ穴位置の都合でチャックメイトがはまらない場合もあります。
そういった場合は芯金をつかって成形することになります。
内開きの爪の成形にはあまり活用できない
実はチャックメイトは内開き(内径把握)の爪にも一応は使えます。
ですがチャックメイトよりも大きい径の爪しか作れないため、使える場面はかなり限られてしまいます。
内開きの爪を加工する際はチャックメイトは使わないと覚えておいても差し支えないくらいです。
内開きの爪を加工する方法はこちらを参照してください。
干渉のリスクがある
プログラミングの項でも触れたとおり、芯金での爪成形と違って爪の前方にチャックメイトが少し飛び出したようなかたちになっているため内径バイトが干渉してしまう危険があります。
忘れずに内径バイトをZ+方向に真っ直ぐ逃がすプログラムで加工を行うようにする必要があります。
同様に、その鑑賞を避けるために内径バイトの突き出し量が増えてしまい、びびりやすくなってしまうこともデメリットの一つです。
チャックメイトが回転時に吹っ飛ぶリスク
チャックメイトで一番気をつけなければならないことが、回転の上げすぎ・油圧の下げすぎによってチャックメイトが吹っ飛んでしまうことです。
本記事で説明した油圧、回転数守ることでリスクは抑えられますので、注意して加工を行うようにしましょう。
錆びる
チャックメイトは鋼材でできていますので、当然ですが錆びます。
サビ対策のための私のオススメの方法が、付属の段ボール箱に防錆処理スプレーをかけて入れておくことです。
わざわざ書くほどのことではないかとは思いますが、サビを浮かせてしまった経験がありますので念の為共有しておきますね。
まとめ:チャックメイトで生爪成形を効率化しよう
チャックメイトは、NC旋盤の生爪成形において、芯金を準備する手間を省き、かつ高精度な仕上げを可能にする非常に便利なツールです。特に通り抜け加工が必要な場合や、ワーク把握時の「前スキ」を防ぎたい場合には欠かせない存在と言えます。
最後に、チャックメイトを安全に使いこなすための重要ポイントを振り返ります。
- 使用前の確認事項: 爪のザグリ穴の深さが十分か、成形径がチャックメイトの内径(例:10インチ用ならφ148)に収まっているかを必ず確認しましょう。
- 油圧と回転数の制限: 本体の変形を防ぐため、油圧は0.9MPa未満に設定します。また、遠心力による飛散リスクを避けるため、回転数は1000〜1500回転以下に抑えるのが安全です。
- プログラミングの注意点: チャックメイトは爪の前方に位置するため、内径バイトのZ方向への逃げ(干渉回避)を忘れずにプログラムに組み込む必要があります。
- メリットを活かした成形: ワークを掴んだときと同じ負荷状態で削れるため、テーパーをかけずに真っ直ぐなプログラムで「芯振れ10μm以内」の高精度な成形が可能です。
チャックメイトを使った爪成形は芯金よりも使う機会の多い、成形の基本とも言える方法です。
芯金を使った成形が必要な場面(大径加工や内開きなど)もありますが、チャックメイトをマスターすることで、段取りの時間は大幅に短縮され、加工品質の安定にもつながります。サビ対策などのメンテナンスも継続し、現場の強力な味方として活用していきましょう。これをマスターできれば爪の成形の負担が大きく軽くなりますので、ぜひマスターすることをおすすめします!


コメント