
前回は丸ものの2面取りの段取りを紹介しました。
ですが、2面をとるときはいつもこのやり方が良いかというとそういうわけではありません。
今回は前回と別のやり方で2面をとる方法を紹介していきます。




加工内容
今回は2品のワークを加工していきます。
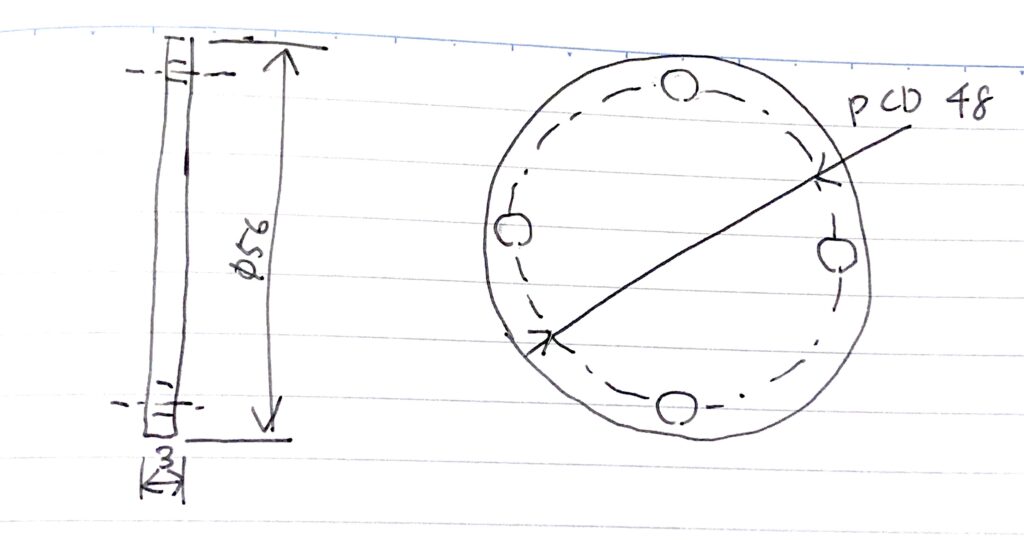
まずはこちら。
円盤にφ4.5の穴を4箇所あける仕事です。5個加工します。
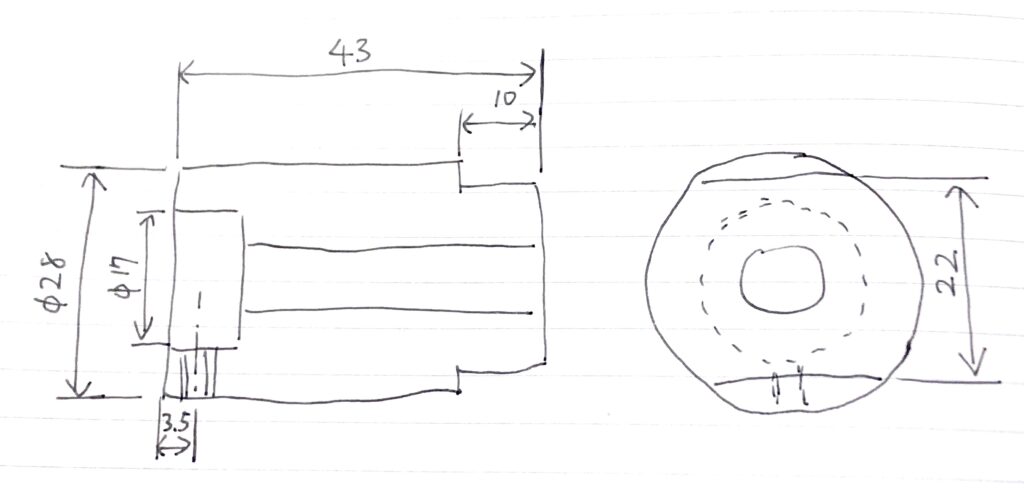
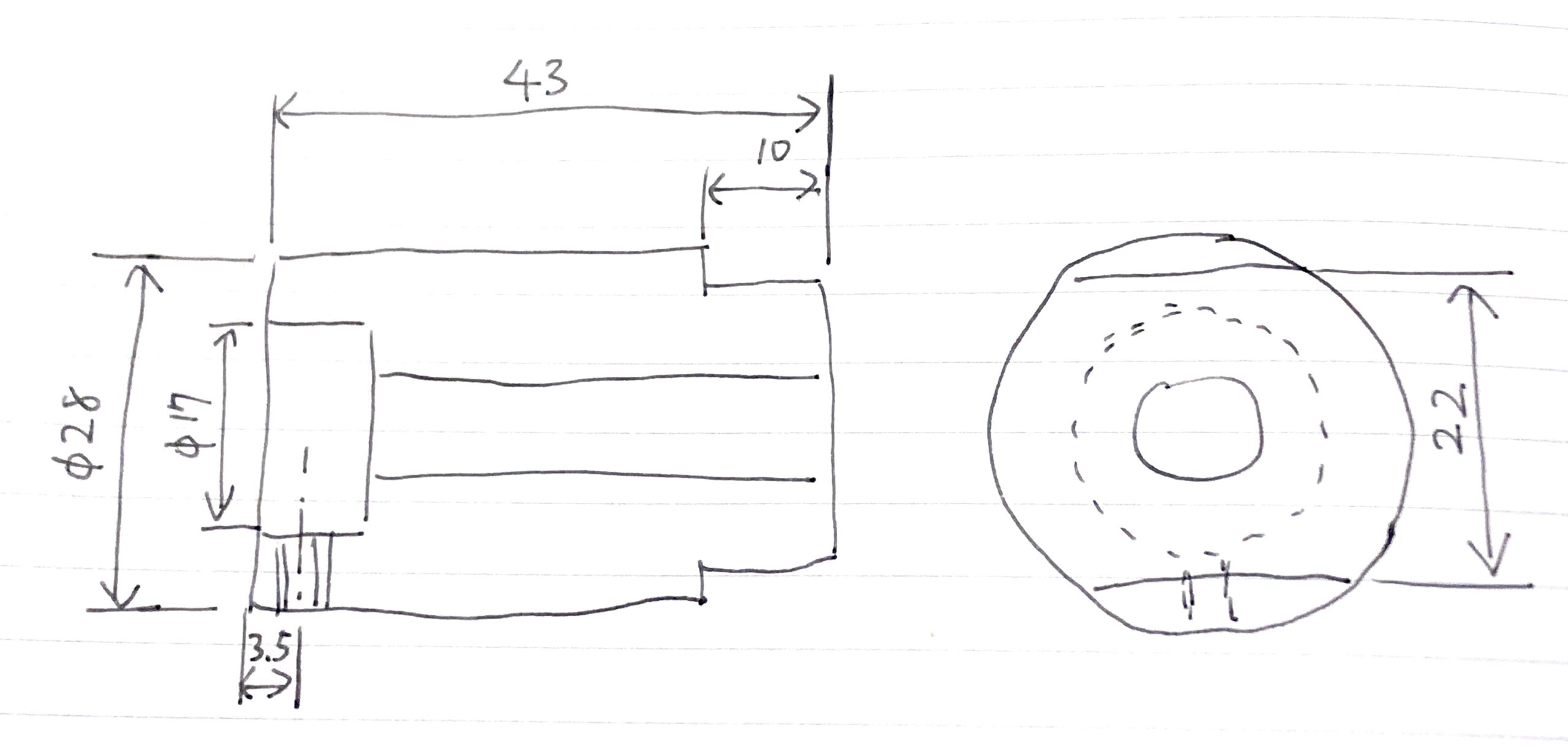
お次はこちら。
旋盤加工はあらかじめ行っておくため、2面取りとタップ加工のみ行います。こちらは5個加工します。
加工順序
チャックをバイス上に乗せる
勤務先ではチャックを板にボルトで固定してマシニング専用とし、バイスでつかめるようにしてあります。
今回はチャックを使ってつかむため、まずはバイスにチャックを乗せます。
1つ目のワークの穴あけ
まずはチャックを使って1つ目のワークの穴あけを行います。
2つ目のワークの2面取り
次に同じようにチャックを使って2つ目のワークの2面取りを行います。
2つ目のワークのタップ
最後にチャックを降ろし、バイスを使って穴あけを行います。
前工程でチャックを使うか使わないかによっても加工順序は変わってくるよ。
例えば今回の2面取りの例だとチャックを乗せているからチャックで行うけど、チャックを乗せていなかった場合はバイスで加工したほうが早いよ。
使用工具
・1つ目のワーク
φ4.5キリ
・2つ目のワーク
φ10エンドミル
センタドリル
3.4キリ
M4タップ(ポイント)
タップの加工は板ものだとボール盤の方が速い場合が多いけど、今回は丸もので位置決めが必要なので、タップもマシニングでやってしまおう
つかみ方
1点目
1工程目:穴あけ
円盤にφ4.5をあけるだけなので、1工程で終わりです。
掴むのにはチャックを使います。チャックの爪は深さ3.0mmのものを今回は使いました。
そしてドリルが爪の段に当たらないような爪を使います。
このワーク外径から穴までの距離が1.75mmしかないため、かなり段が浅めの爪でないと干渉してしまいますので注意が必要です。
どうしてもドリルが爪の段に干渉するようであれば、爪の箇所を避けるようにプログラムを作って穴あけをすることで干渉を避けられる場合があるよ
2点目
1工程目:2面取り
2面取りもチャックを使います。
2面取りを行う箇所を上向きにして、通しの爪を使って深く掴むようにしましょう。
キー剤をチャックに敷いて、ワークをそこに当てるように掴むことでZ方向の位置決めを簡単に行なえます。
プログラムを作って2面を加工するようにしましょう。
2工程目:M4タップ
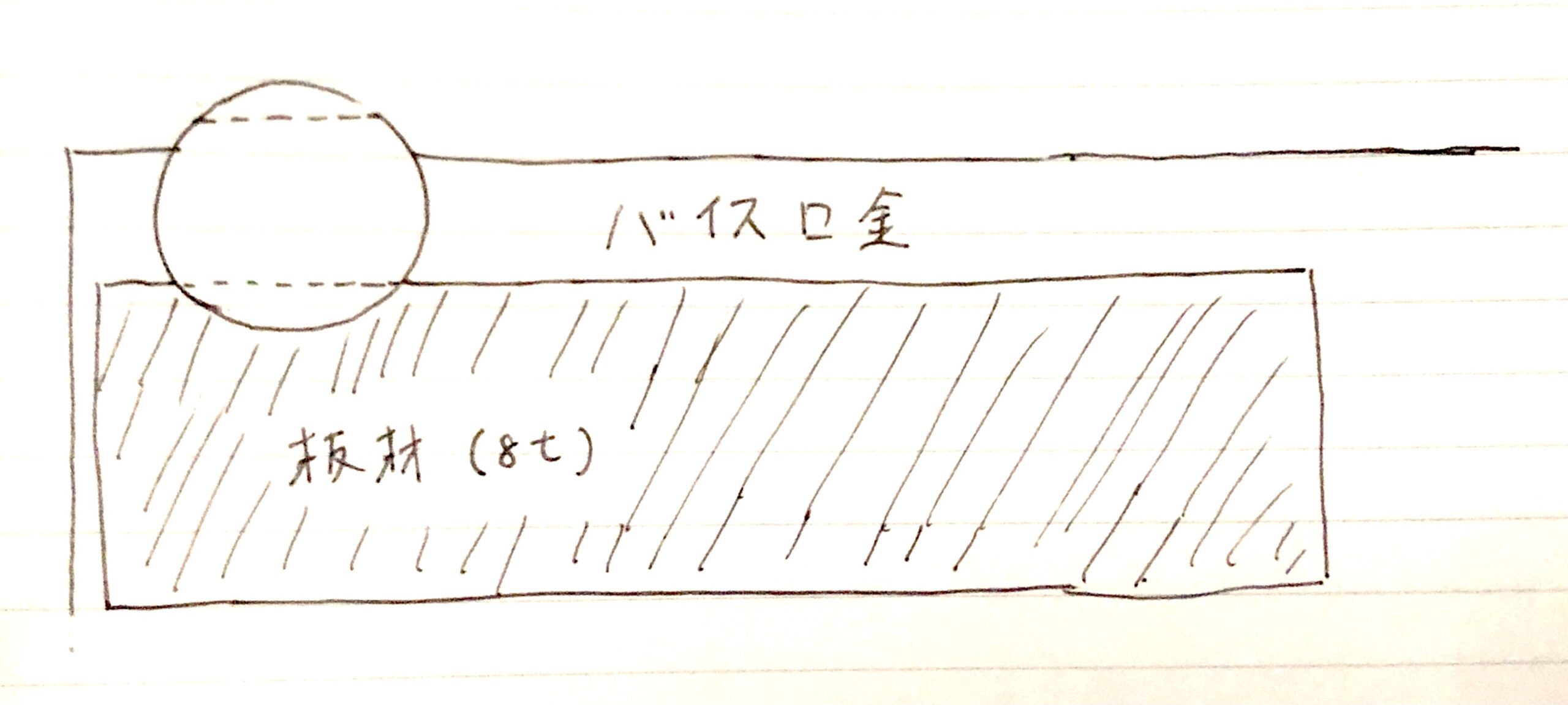
チャックを降ろして、バイスでワークを掴みます。
つかみのポイントは、削った面とタップ位置の位相を合わせること。
上図のとおり板材を敷いてその上に2面とった箇所の一方を乗せるようにして掴んでやります。
こうすれば問題なく位相を合わせることができます。
数が5個あるので位置ぎめのために隣のバイスに棒をつかんでおき、ワークをその棒にあてて掴むようにしましょう。 こうすれば毎回原点を設定しなくてもよくなります。
タップを立て終わったら完成です!

コメント