
私は旋盤をずっとやってきましたが、マシニングは始めたばかりで半人前。
速く上手くなるには上手い人がやっているのと同じやり方で仕事を進めて経験値をためていくのが良いという話になり、現在師匠から細かいところまで教わりながら練習しているところです。
こうして教わったやり方を私と同じようなマシニング初心者に役立ててもらうため、そして何より私が教わったことを忘れないようにするために“マシニングセンタ段取り実践シリーズ”として記事にしていきます!




加工内容
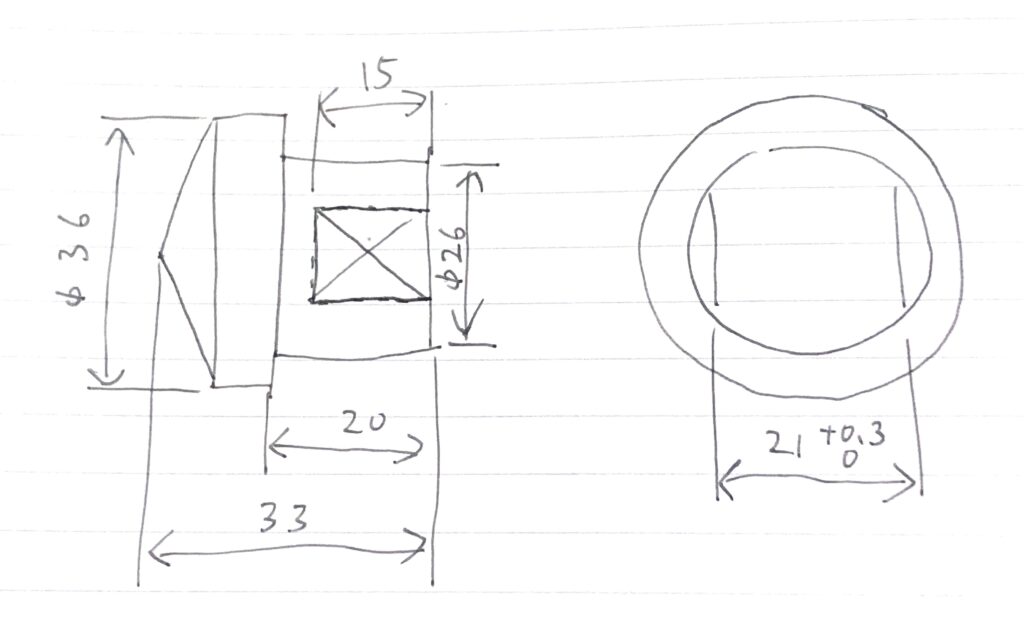
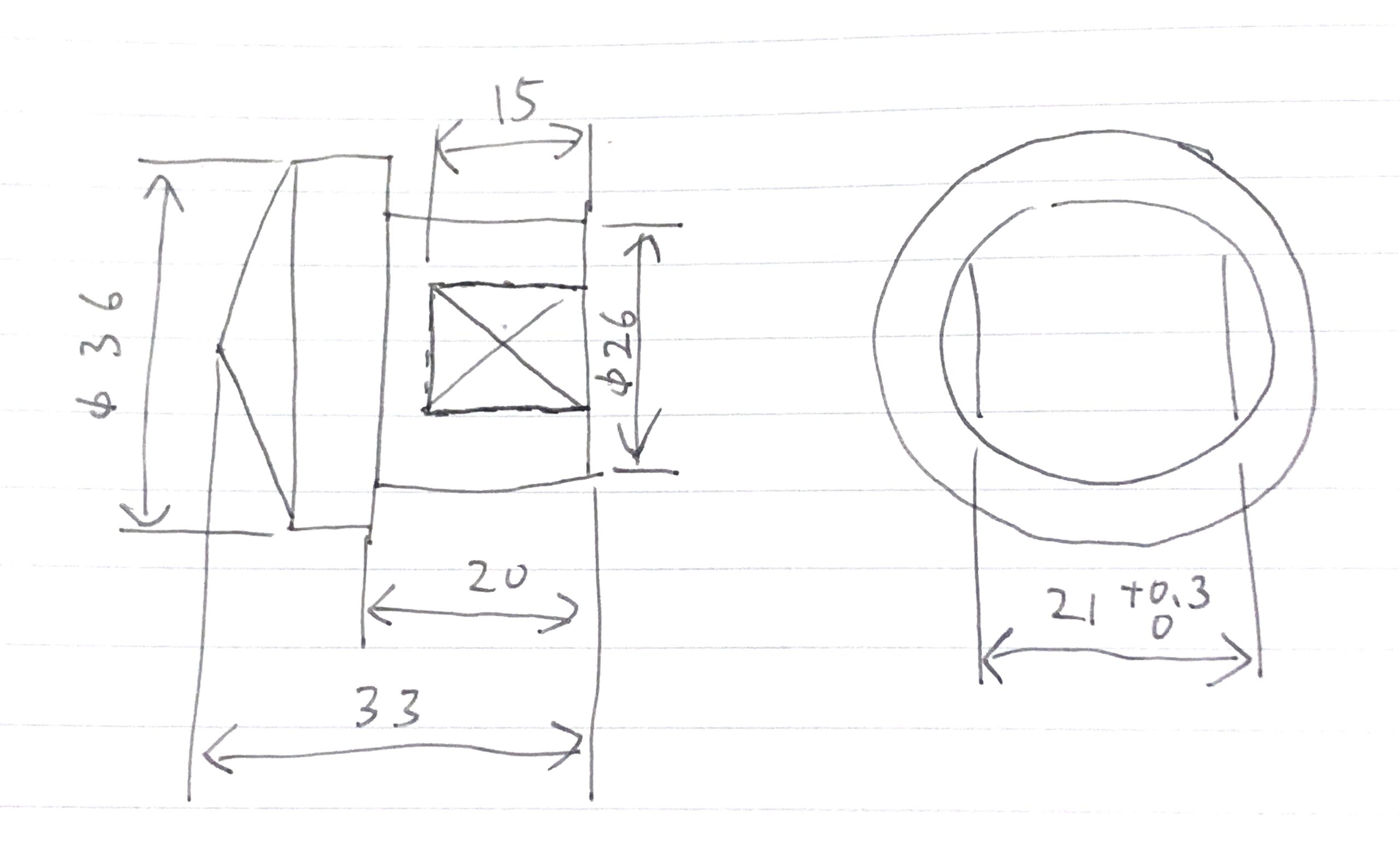
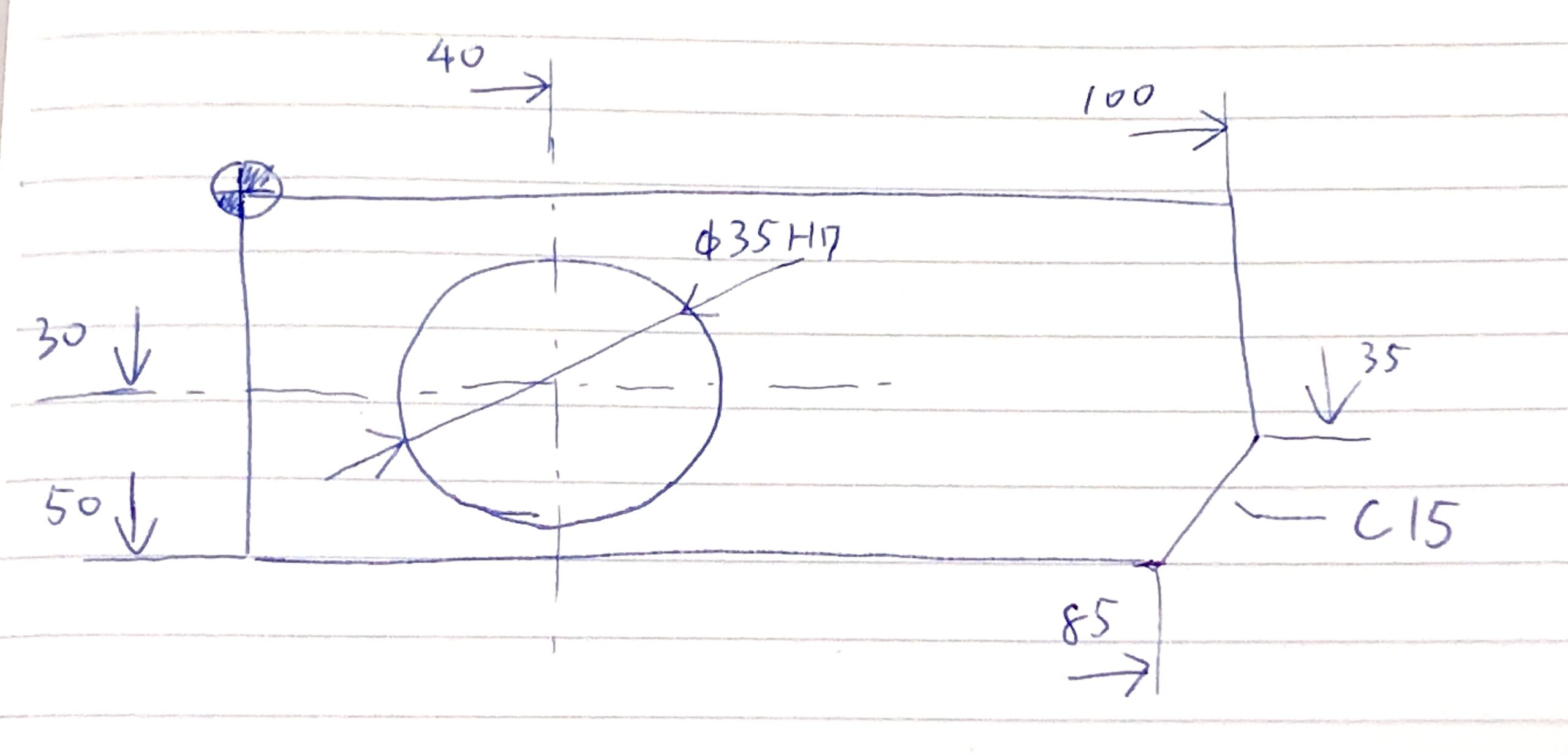
加工するのはこちらの図面です。
旋盤加工は先に終わっている状態から、2面のみ加工していきます。
師匠
片側から2.4mmずつという情報を計算して図面に書き入れておくとスムーズに加工に入れるよ
加工順序
2面取りのみなので加工順序を話す必要もありませんが一応。
まずはバイスでつかんで1面をとります。そしてひっくり返してもう1面をとる、合計2工程です。
師匠
1個のみの加工なのでプログラムはつくらず、汎用フライス盤の要領で工具を動かして加工しよう
使用工具

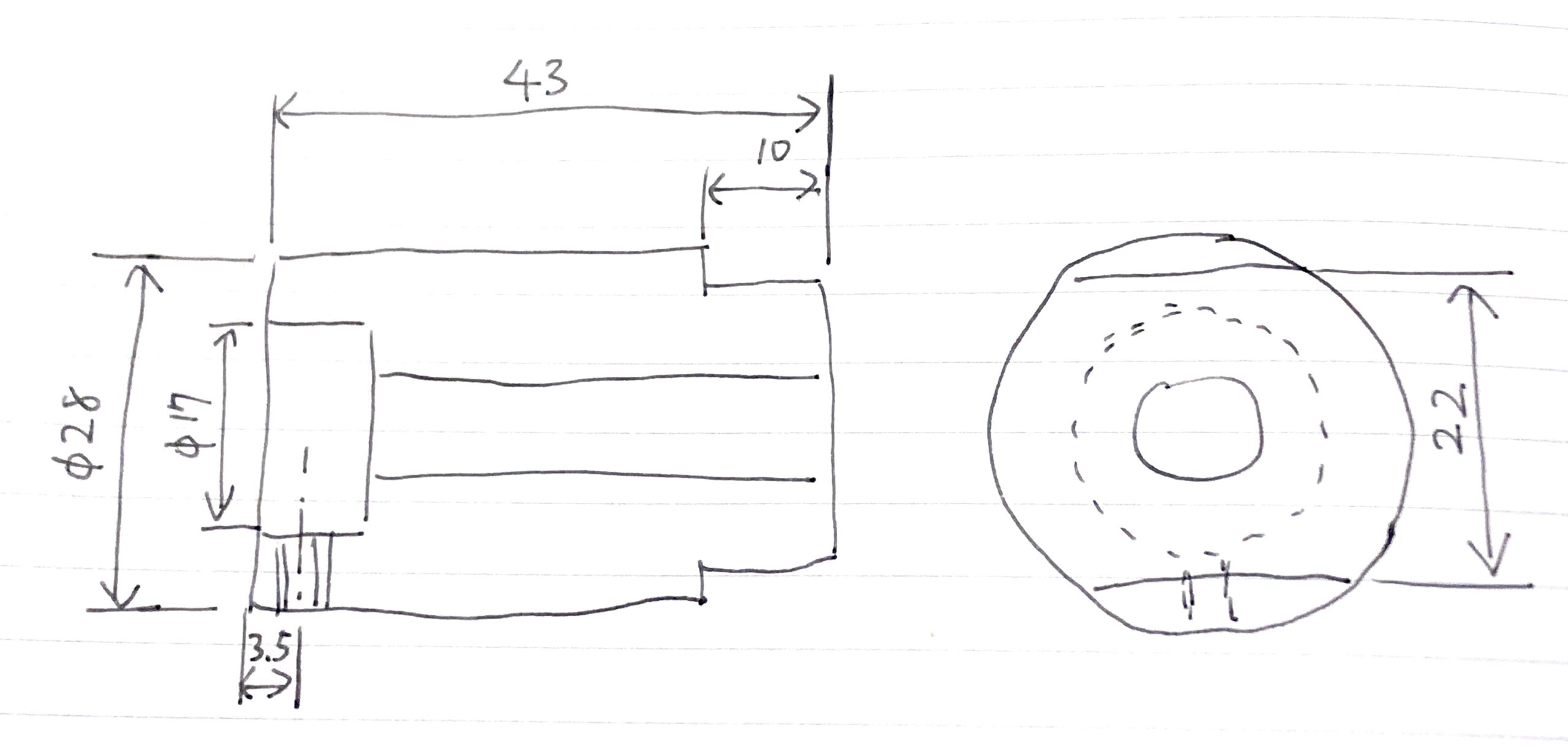
使う工具は1本のみ。
φ32の直角肩削りカッタです。ものは違いますが、画像のような感じの工具です。
師匠
タッチセンサーでの原点設定も必要なし。
直接刃物をワークにあてて原点設定しよう。
つかみ方
1工程目

画像はバイス口金を正面から見た図です。
このように1面とれる分だけワークをバイスから出し、先程の工具で1面とります。
師匠
ワークの段差部の端面をバイスの横面にあてることで位置決めしよう
2工程目

バリ取りを行い、今度は角材の上に一面とった部分を乗せてつかみます。
こうすることでぴったり反対側の位置に二面をとることができます。
2工程目でも1工程目と同じようにバイスの横面にワークを当てて位置決めを行います。
2面を取り終わったら完成です。
コメント