
以前森精機の切粉切断機能、振動切削をご紹介しました。

対してシチズンは、森精機のそれとは異なる低周波振動を使った切粉切断技術を実用化しています。




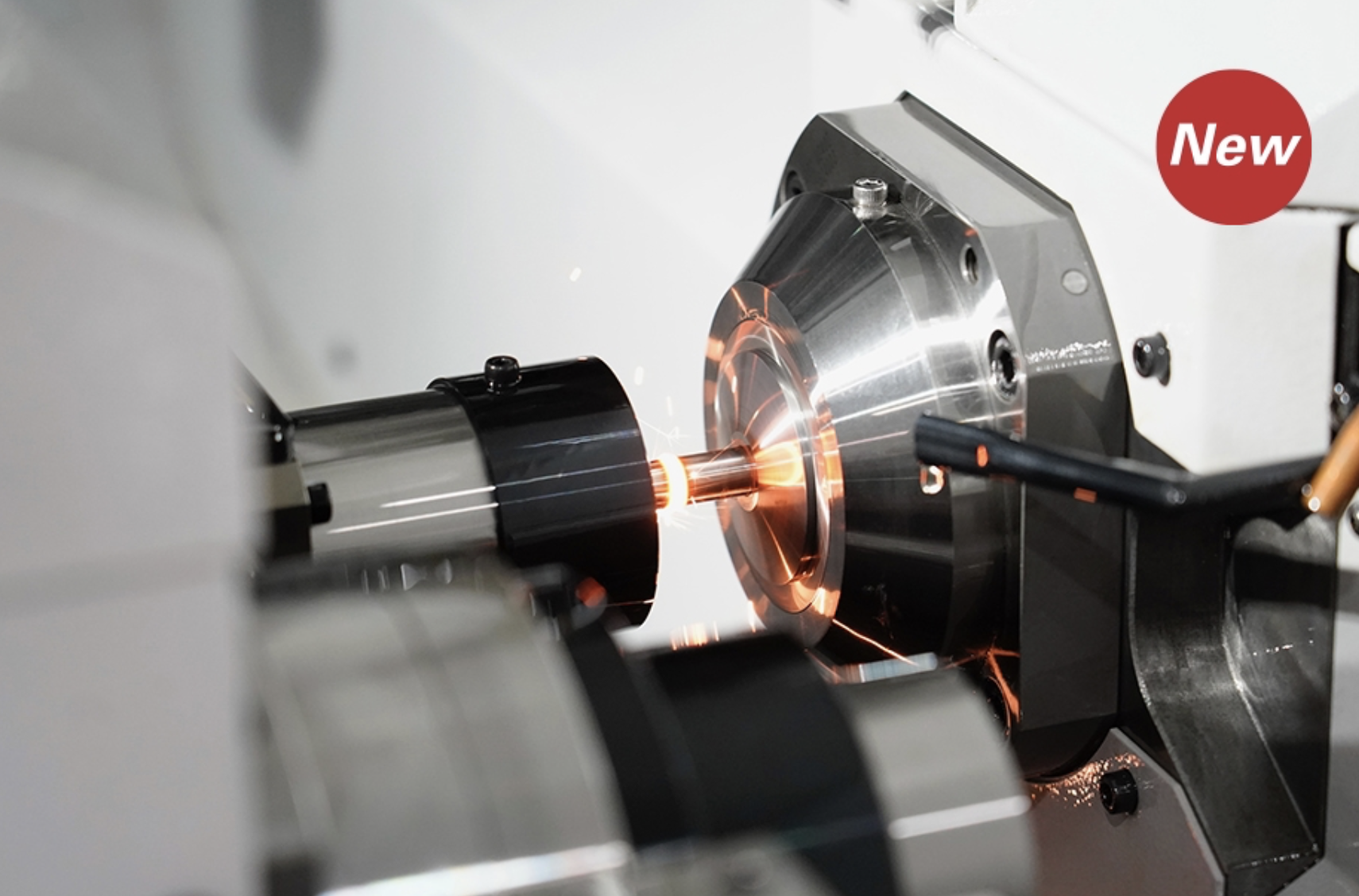
シチズンのLFV(低周波振動切削)
まずはこちらの動画をご覧ください。
あの厄介な粘い銅もこの通り切粉を切断しながら削っています。
このLFVの動きについて説明した動画がとても分かりやすいのでこれから紹介しますね。
※当記事の動画は全て1.25倍速再生です
LFVには3つのモードがある
なんとLFVには3つのモードがあります。
一つずつご紹介していきます。
mode1:約半回転ごとに切粉を切断するモード
mode1は、動画のように約半回転ごとに切粉を切断するモードです。
振動切削ではありますが、森精機のそれよりかなりピッチは長いため、どんな材質でもスムーズに切粉が切断されそうな動きですね。
mode2:約2回転ごとに切粉を切断するモード
mode2では約2回転ごとに切粉を切断します。
mode1でさえ振動のピッチが長いと感じたのに、mode2はその上をいくピッチの長さです。
このような動きが実用化されているとは驚きです。
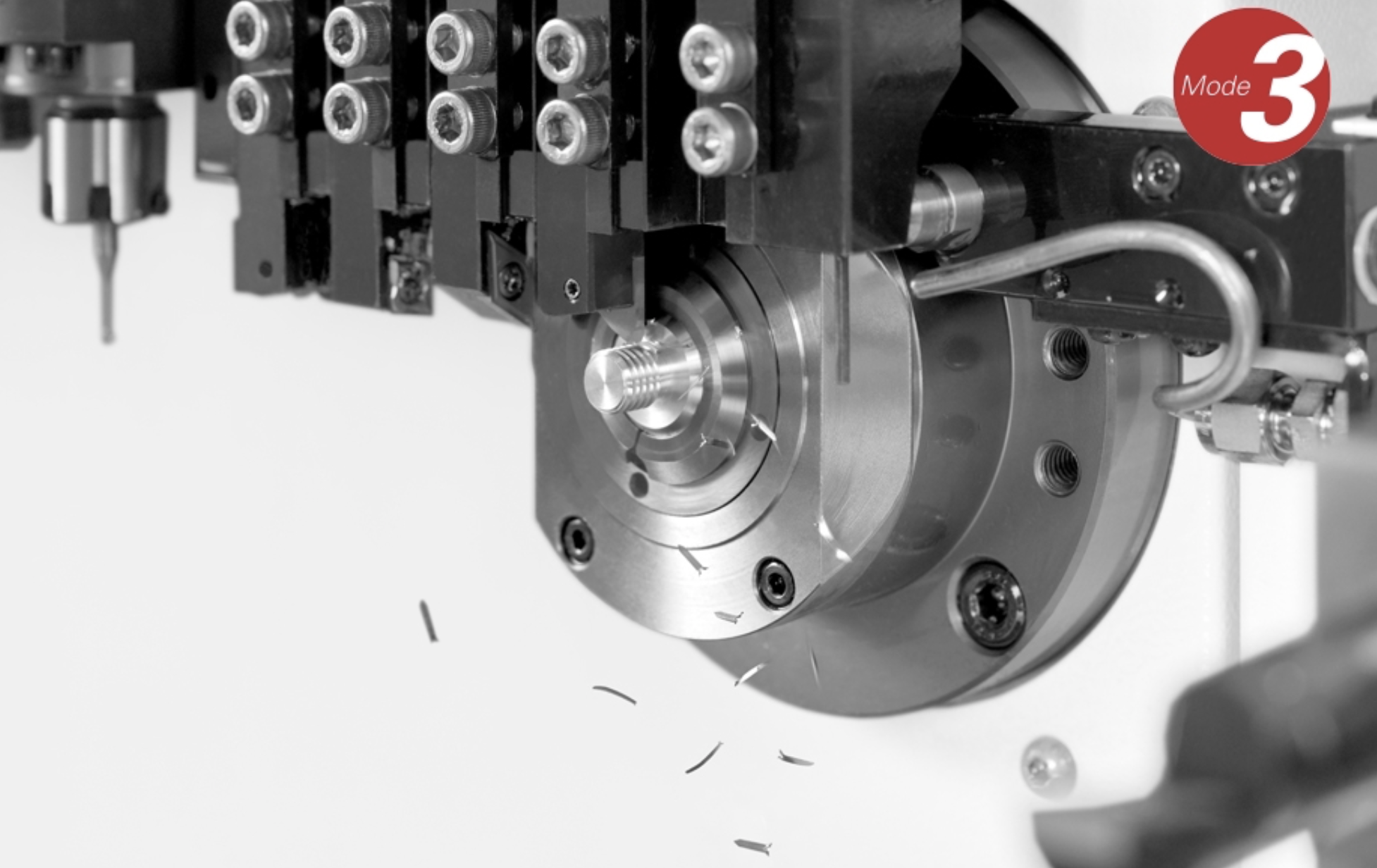
mode3:ねじ切りで低周波振動!!
極めつきはねじ切りでの低周波振動です!
なんとZ方向の振動ではなく、X方向の振動。
長めのねじ切りなんかはどうしても切粉がつながってしまいますが、この技術を使えば絶対に切粉が絡まることがありませんね。
それにしてもこれほどの動きをねじ切りのピッチにあわせて行える技術はもはや感動的ですね。
森精機の振動切削と比べてどう?
荒加工だけみればシチズンが上
シチズンのLFVは、かなりピッチの長い、大きい振動であるため切粉が切断できないということはほぼないでしょう。
その点森精機の振動切削は細かい振動であるため、切粉は切れやすくはなりますが、シチズンほどは確実かつスムーズに切ることはできません。
そのため荒加工だけみればシチズンの方が役に立つ技術だと思います。
森精機の振動切削は仕上げ加工でも使える
ですが、森精機の振動切削は仕上げ加工でも使えるというメリットがあります。(詳しくは冒頭に貼った記事を参照ください)
シチズンのLFVは振動のピッチが長すぎるため、仕上げ加工で使うことはできなさそうです。
私はシチズンのLFVの方が欲しい
私は普段オークマのNC旋盤で単品ものの加工を行っています。
そんな私の立場から森の振動とシチズンのLFVを比較すると、シチズンのLFVの方がほしいと思いました。
その理由としては、荒加工でより確実に切粉を切れるLFVが実用上優れていると感じたから。
普段の加工では仕上げ加工での切粉トラブルはそれほど多くなく、荒加工でのトラブルのほうが多いですからね。
※もちろん動画だけ見ての感想ですので、実際に機械を触るとまた違った考えになるかもわかりません。
コメント