
私は今年から本格的に、NC旋盤作業の傍らマシニングセンタの修行もはじめました。
マシニングセンタにはATCがついており、私が使用している機械には25本のツールをつけることが可能です。
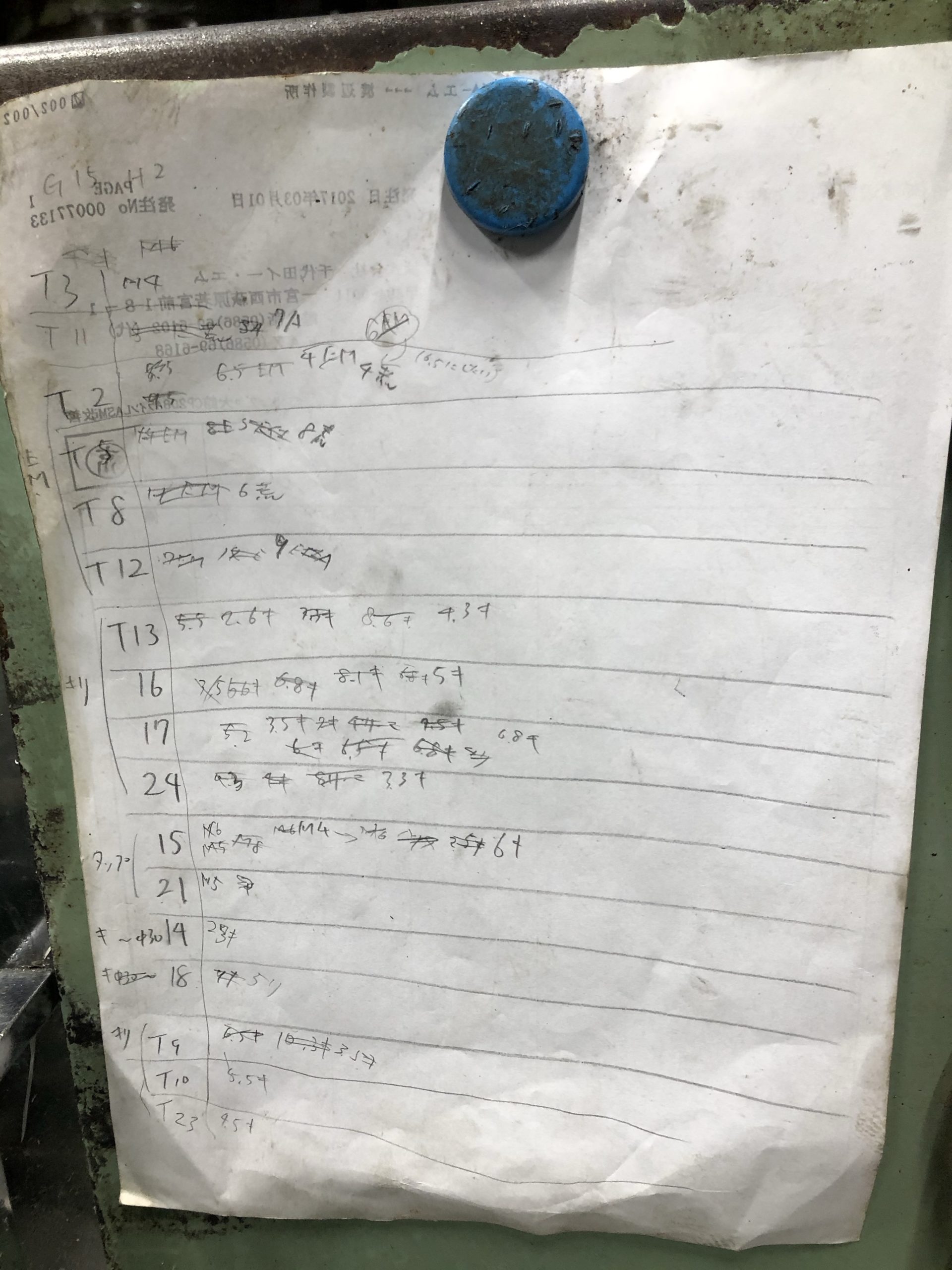
上司の指導のもと、何番に何の工具がついているかひと目で分かるように下のように表にまとめています。(汚くて申し訳ありません・・・)
このように現在時間がない中で焦りながら仕事をこなしているため、ツールがぐちゃぐちゃの状態です。
これではどの工具が何番についているか把握できないため、作業効率が低下してしまいます。
そのため、効率的に加工できるよう、標準装備の工具を決め、またキリ・エンドミル・タップの定位置を決めましたので、参考になればと思いご紹介します。
| T0 | タッチセンサー |
| T1 | センタドリル |
| T2 | φ10エンドミル荒 |
| T3 | φ10エンドミル仕 |
| T4 | φ20(φ15)エンドミル荒 |
| T5 | φ20(φ15)エンドミル仕 |
| T6 | φ8エンドミル |
| T7 | エンドミル(自由) |
| T8 | エンドミル(自由) |
| T9 | エンドミル(自由) |
| T10 | エンドミル(自由) |
| T11 | 3.3キリ |
| T12 | 4.3キリ |
| T13 | 5キリ |
| T14 | 6.8キリ |
| T15 | 10.3キリ |
| T16 | 5.5キリ |
| T17 | キリ(自由) |
| T18 | キリ(自由) |
| T19 | キリ(自由) |
| T20 | キリ(自由) |
| T21 | キリ(φ13.5以上) |
| T22 | タップ |
| T23 | タップ |
| T24 | フルバック |
ザグリとタップ下穴を中心とした構成を考えました。
これを実際に使ってみて、調整・修正しながら使っていこうと思います。
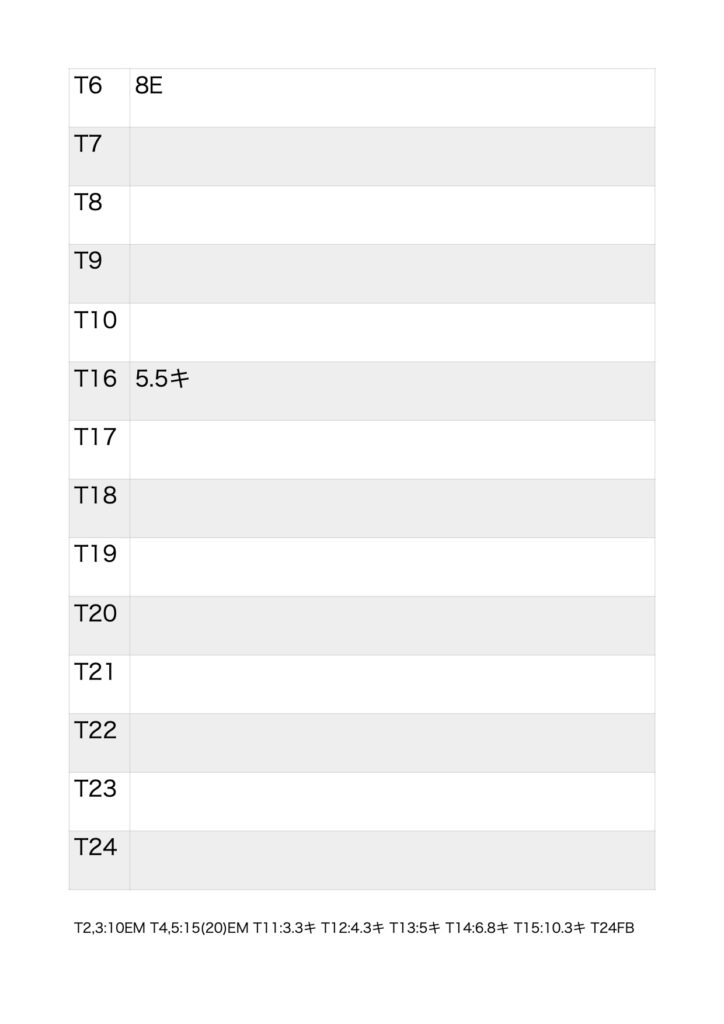
また、ついでなので手書きだった表もPCで作り直しましたので、共有しておきます。
どの工具をどの順番でセットするかということはマシニングセンタを使う上できちんと考えておかなければならないことなので、早めに自分のスタイルを見つけられるようにしましょう。
〜1月25日追記〜
その後会社で相談したところ、上司が基本的に使っている順番に合わせて並べ替えることにしました。
順番を統一することで、指示が出しやすい、別の人が使う場合でも違和感なく使うことができる、というメリットがあります。
さらに、標準で装備するエンドミルについても変更を加えました。
| T0 | タッチセンサー |
| T1 | センタドリル |
| T2 | エンドミル(自由) |
| T3 | エンドミル(自由) |
| T4 | φ10エンドミル荒 |
| T5 | エンドミル(自由) |
| T6 | φ15エンドミル荒 |
| T7 | φ10エンドミル仕 |
| T8 | φ11エンドミル荒 |
| T9 | 3.4キリ |
| T10 | 4.3キリ |
| T11 | φ8エンドミル荒 |
| T12 | φ14エンドミル荒 |
| T13 | 5キリ |
| T14 | フルバック |
| T15 | タップ |
| T16 | 10.3キリ |
| T17 | 6.8キリ |
| T18 | キリ(φ13.5以上) |
| T19 | キリ(自由) |
| T20 | φ15エンドミル仕 |
| T21 | タップ |
| T22 | 8.6キリ |
| T23 | キリ(自由) |
| T24 | キリ(自由) |
この構成に変更しました。
この構成では、タップの下穴はM4,M5,M6,M8,M10,M12に対応可能で、ザグリに関してもM4(キリはφ4.3を使用),M5(5.5キリを別途装着、エンドミルはφ10を使用),M6(6.8キリを使用),M8(8.6キリを使用)に、工具付け替えなしで対応することができます。
穴あけだけであればほぼ工具交換無しで対応することができるため、非常に効率の良い構成です。
今後はこの構成で機械を使っていこうと思います。
〜6月19日追記〜
約5ヶ月間マシニングから離れてしまいましたが、久しぶりにマシニングを使うタイミングがやってきました。
工具配置をマシニング担当の人がさらにやりやすく改善してくれていたため、それを公開します。
| T0 | タッチセンサー |
| T1 | センタドリル |
| T4 | φ10エンドミル荒 |
| T7 | φ10エンドミル仕 |
| T6 | φ15エンドミル荒 |
| T20 | φ15エンドミル仕 |
| T14 | フルバック |
| T8 | φ8エンドミル |
| T11 | φ11エンドミル |
| T12 | φ14エンドミル |
| T9 | 3.4キリ |
| T10 | 4.3キリ |
| T13 | 5キリ |
| T17 | 6.8キリ |
| T22 | 8.6キリ |
| T16 | 10.3キリ |
| T2 | エンドミル(自由) |
| T3 | エンドミル(自由) |
| T5 | エンドミル(自由) |
| T19 | 空 |
| T23 | キリ(自由) |
| T24 | キリ(自由) |
| T18 | キリ(自由) |
| T15 | タップ |
| T21 | タップ |


コメント