






この両面ザグリ穴、どうやって加工する?
加工の流れ どうやって穴位置を合わせるの?
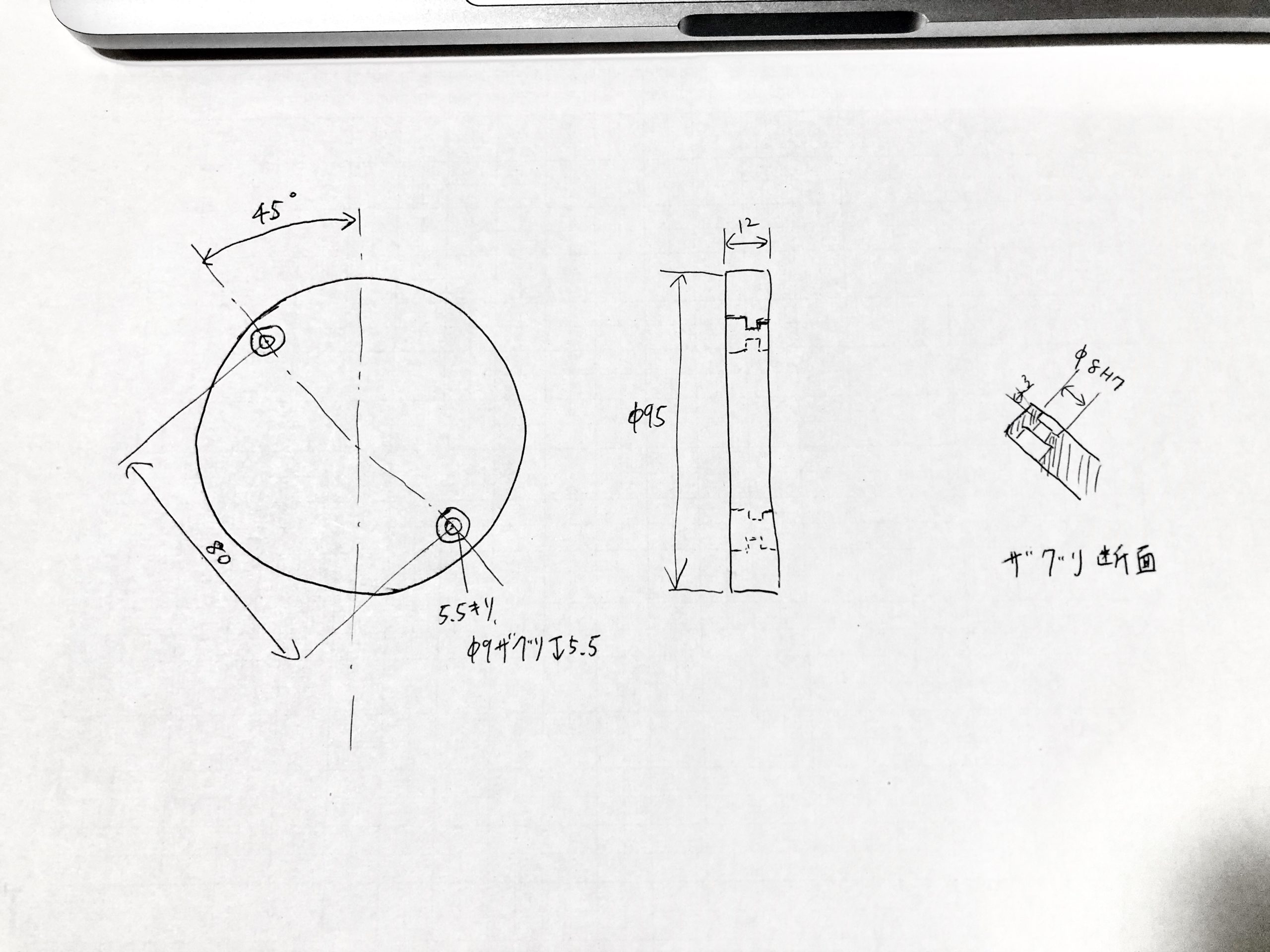
まず、片面側の5.5キリとφ9ザグリを先にあけてしまいます。
その後、ひっくり返して反対側の公差が入ったザグリを加工するのですが、問題はどうやって表のザグリと裏のザグリの位置を合わせるかですよね。
ドリルを入れることで穴位置をあわせる
そのための準備としてまずプログラム上は下の画像のように、縦向けの直線上に穴をあけてやります。
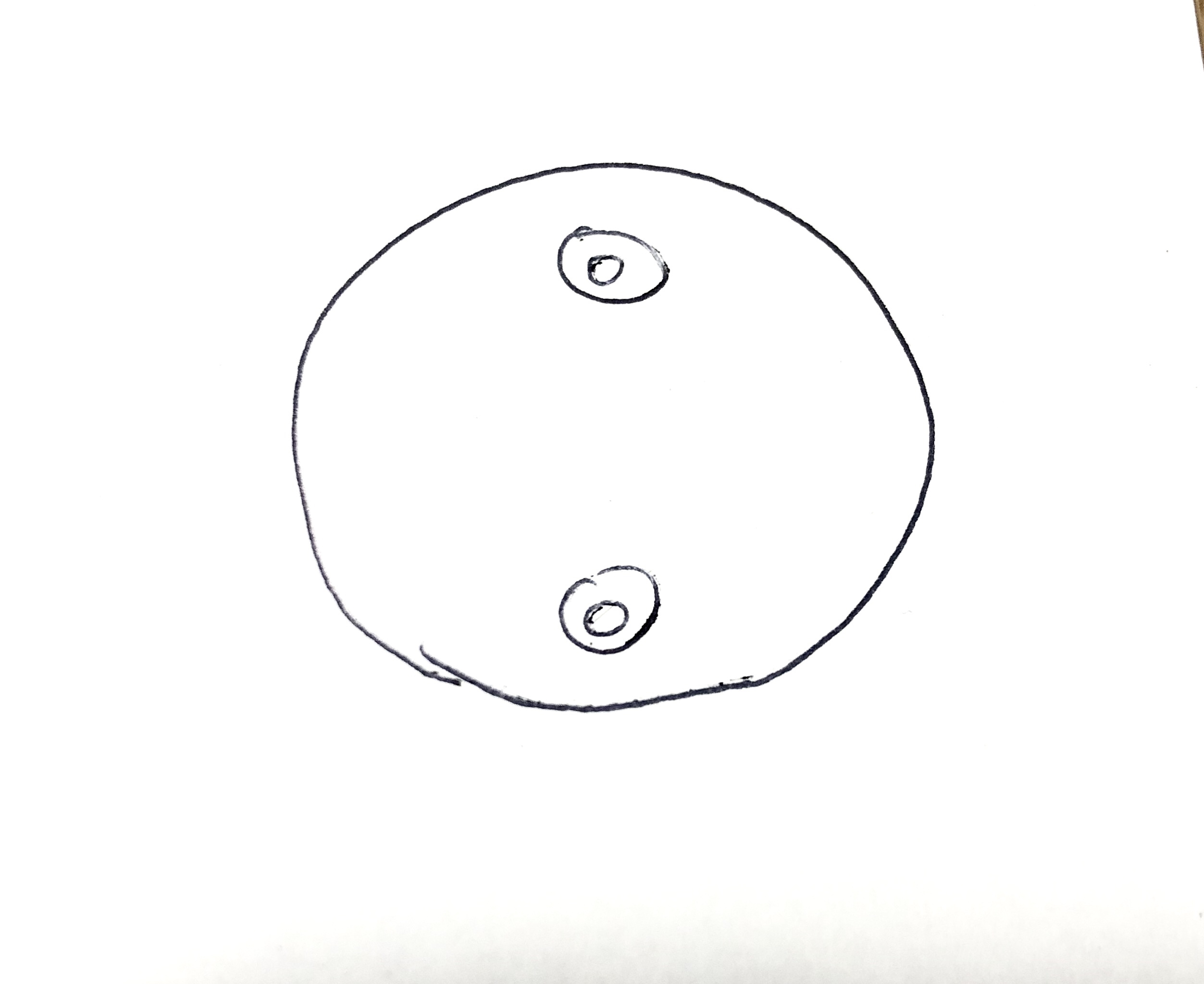
座標で表すと、X0Y40、X0Yー40です。
そして1工程目を終え、ひっくり返したあと5.5キリを呼び出し、MDIモードでキリをX0Y40の位置までもって行き、先の工程であけた穴に通してやります。
その状態でクランプしてやれば、反対側のザグリ穴とずれることなく加工することができるわけです。
実際のプログラムはこう組む!
それでは上の図面のプログラムを組んでいきます。 材質はアルミとするので、それを踏まえた切削条件にしています
表のプログラム
G15H1
N1(芯もみ)
T1M6
G90G0X0Y0T10
G56H1Z100
S2000M3
M8
NCYL G81Z-1.5R2F60
CALL O1
G0Z100M9
M5
N2(5.5キリ穴あけ)
T10M6
G90G0X0Y0T12
G56H10Z100
S1600M3
M8
NCYL G73Z-16R2Q1F160
CALL O1
G0Z100M9
M5
N3(φ9エンドミルザグリ)
T12M6
G90G0X0Y0T1
G56H12Z100
S1600M3
M8
NCYL G73Z-5.5R2Q0.5F100
CALL O1
G0Z100M9
M5
Y155
M2
O1
X0Y40
X0Y-40
RTS
裏のプログラム
G15H1
N1(φ5エンドミルでφ8H7の加工)
T5M6
G90G0X0Y0T1
G56H5Z100
S1600M3
M8
G336Z-3R2I8A6.4D1F1
CALL O1
G300
G336Z-3R2I8A6.4D5F2
CALL O1
CALL O1
G300
G0Z100M9
M5
O1
X0Y40
X0Y-40
RTS
ポイントのおさらい
今回のポイントは以下の通りです。
・一直線上の穴をあける際は、図面上は角度がついていてもY軸上に合わせて穴をあけるプログラムを作る
・両面からのザグリで裏面を加工する際、キリを入れてからクランプすることで穴位置をあわせる
・ザグリ穴形状のH7公差で、φ8のようなエンドミルが入りやすい穴径の場合、真円サイクルを使って公差に入れる

コメント