

プログラミング基礎講座の第8弾は、Gコードの固定サイクルです。
基本的なGコードについては前回の講座で解説していますので、まずはそちらを押さえておくようにしましょう。





まずは単一固定サイクルを解説!
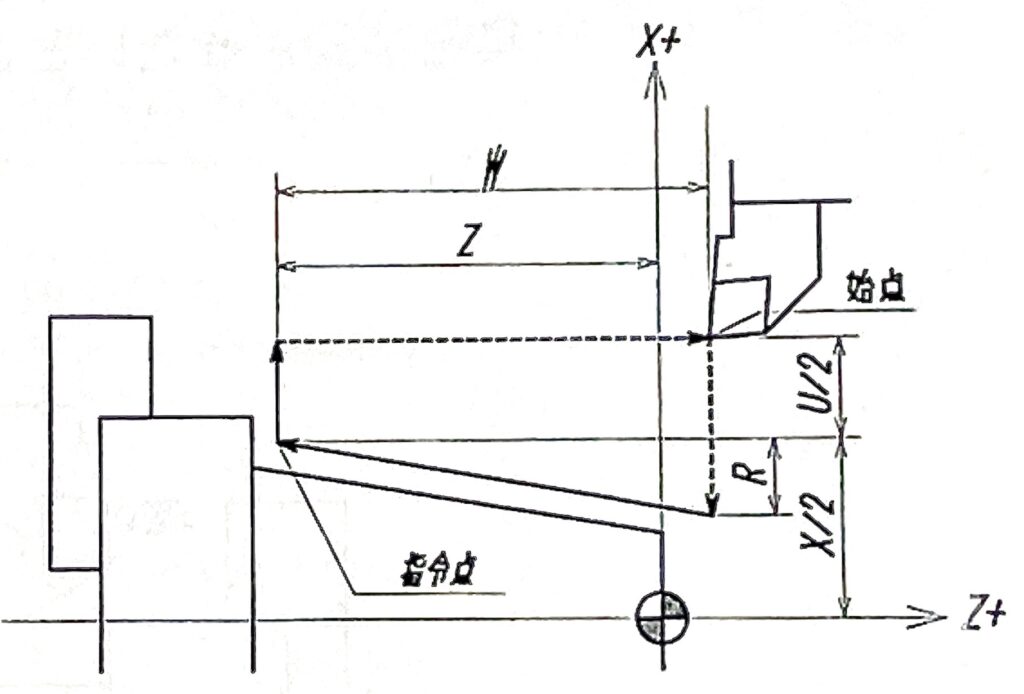
外径などを切削するような場合には、今までに学んだGコードを使うと次のような数ブロックが必要になりますよね。
G00 X60. ①切り込みを入れる
G01 Z-60. F0.3 ②切削送りで切削する
X100. ③バイトを逃がす
G00 Z5. ④始点に戻る
仕上げ加工では①〜④までの動作を行いますよね。荒削りだとこの動作を繰り返すことになります。
そこで、この①〜④のような決まったパターンの動作を1ブロックで指令できるようにしたのが単一固定サイクルです。
G90 外径・内径切削サイクル
G90は、ストレートやテーパーの旋削サイクルを行うコードです。
主に単純な形状の荒加工に使います。基本的には荒加工は次回の講座で説明するG71の方が便利ですが、切り込み量が一定のG71と比べて、G90には切り込み量を変えながら削れるメリットがあります。
単純な仕上げ加工にも使うことができます。
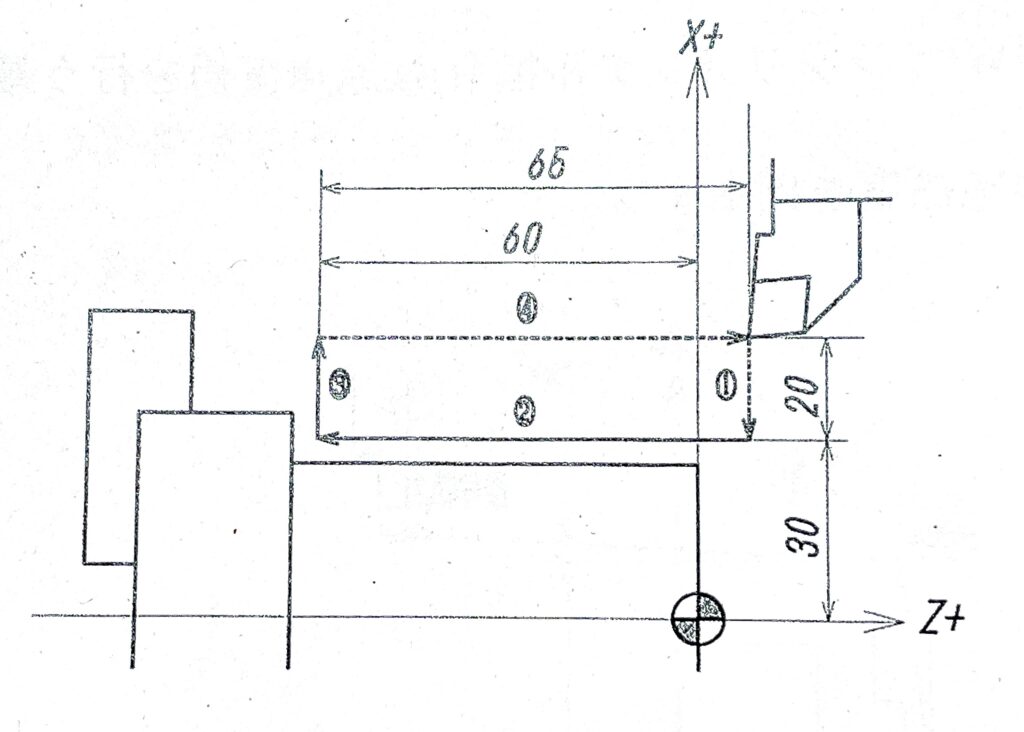
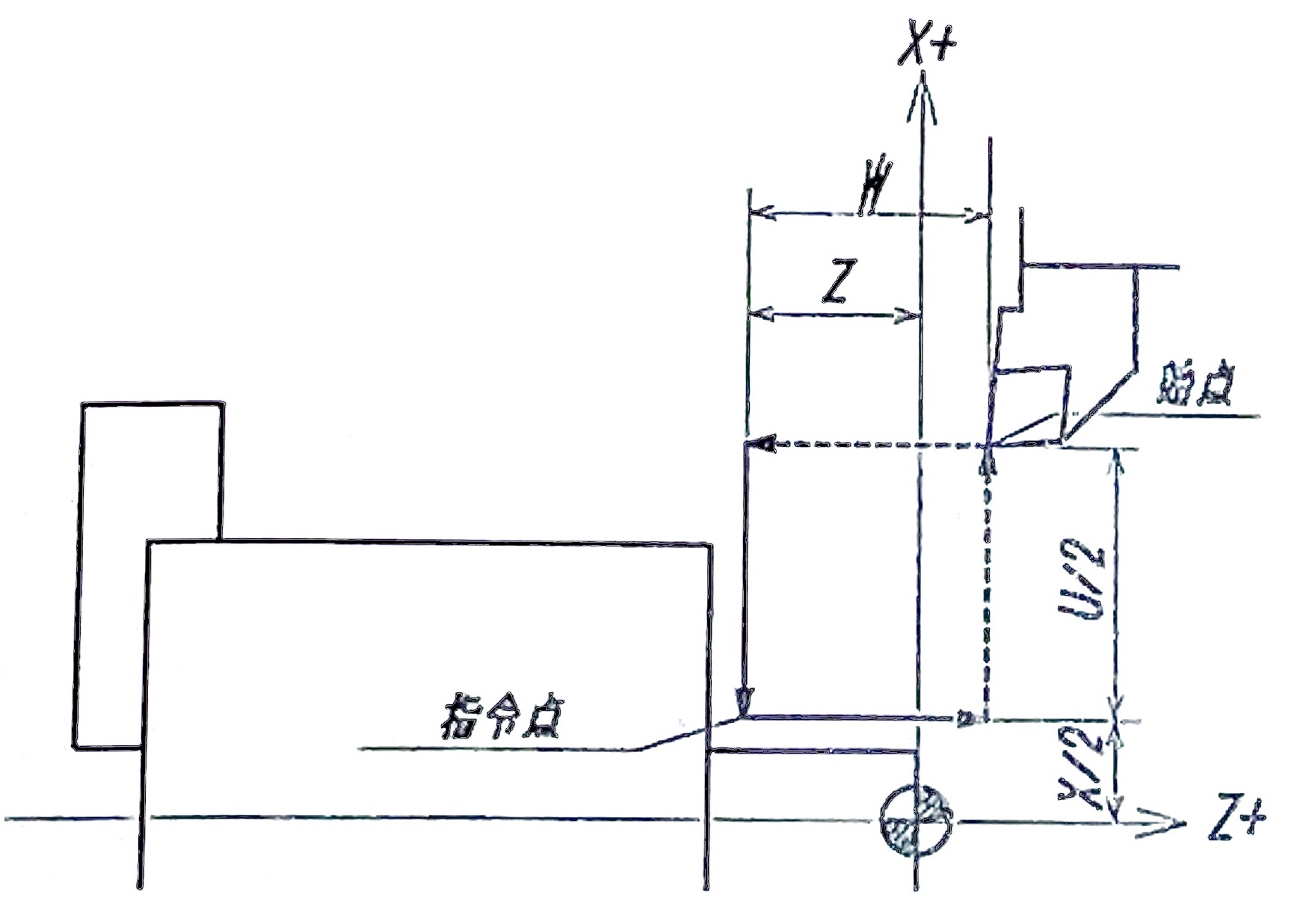
内外径ストレートサイクル
内外径ストレートサイクルを使えば前項で説明した4行のプログラムを1行にまとめることができ、大変便利です。
指令方法:G90 X** Z** F**
(例:G90 X80. Z-70. F0.3)
カッコ内の例では、この指示によって今いる点からスタートし①X座標80まで切り込む②Z座標-70まで送り速度0.3mm/revで切削送り、③始点のX座標まで切削送りで逃げる④始点の座標まで戻る
という4行分のプログラムを行ってくれます。
今回の例は外径ですが、内径加工も同様に指令すればOKです。
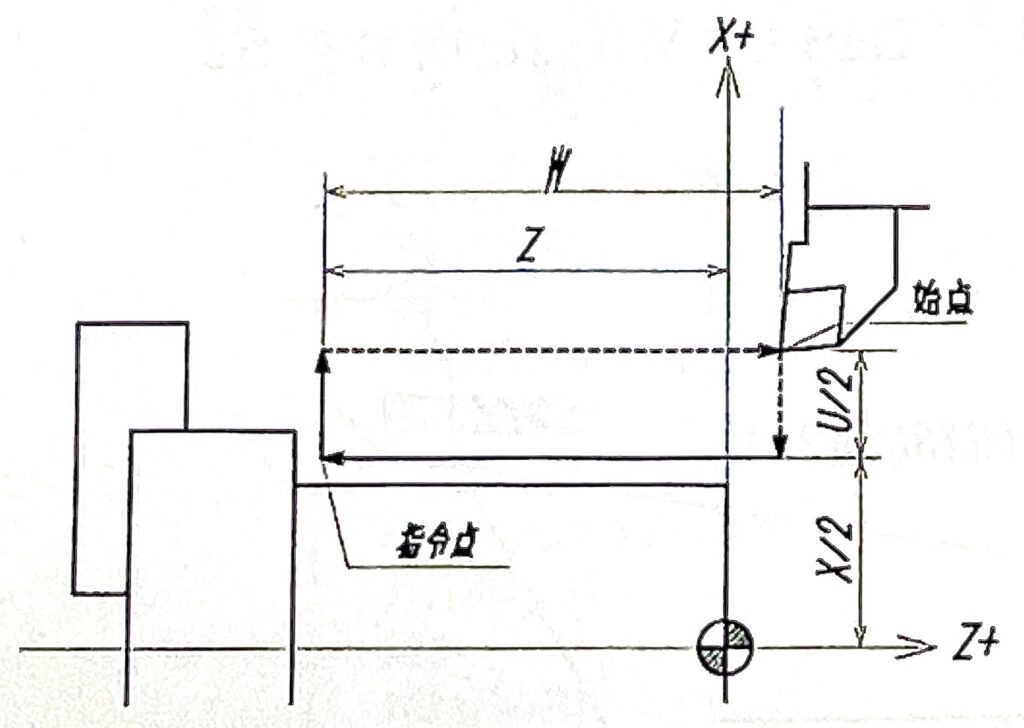
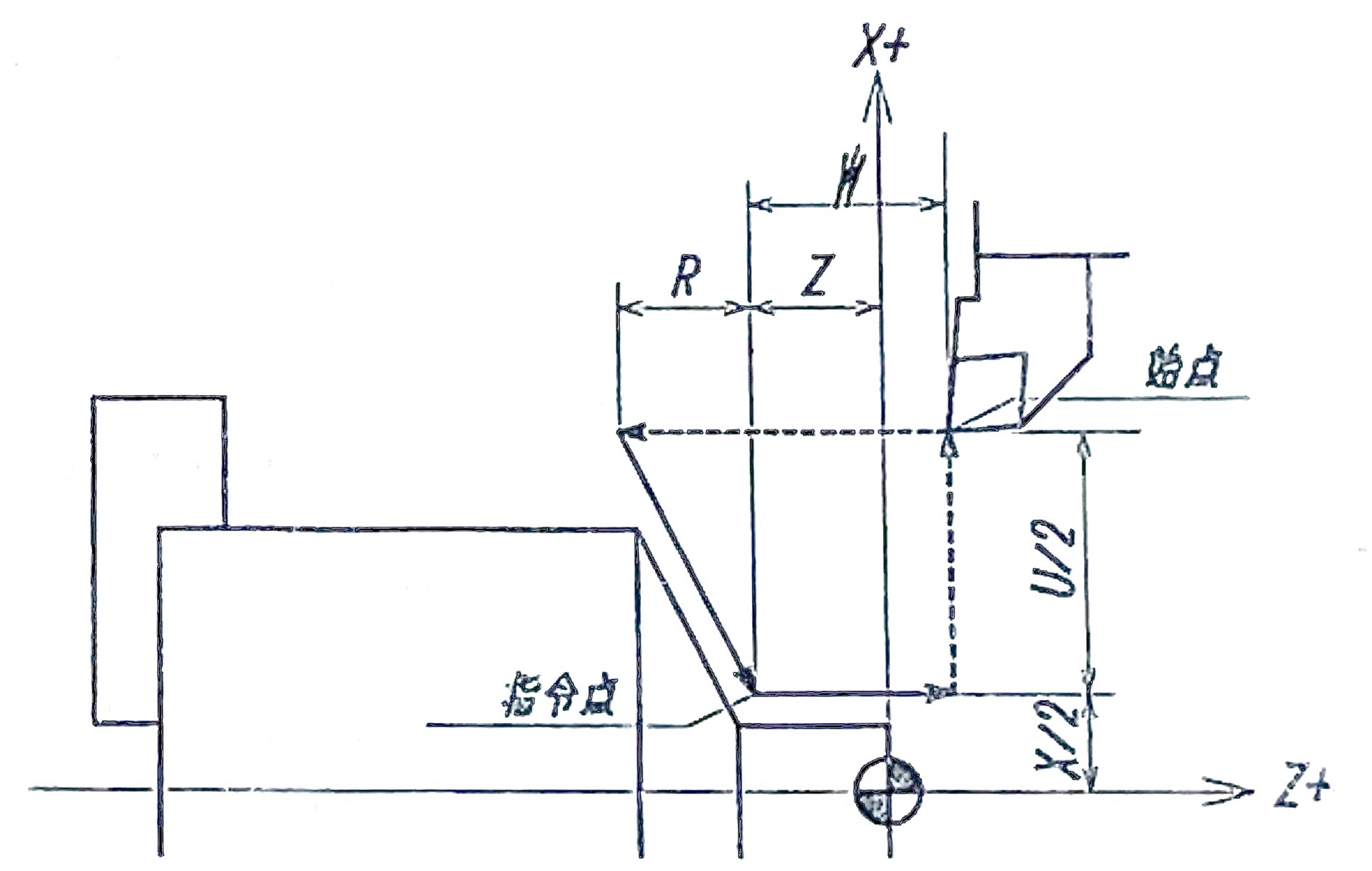
内外径テーパーサイクル
内外径ストレートサイクルにRでテーパー値の指定を加えると、テーパーの動きをすることも可能です。
指令方法:G90 X** Z** R** F**
(例:G90 X80. Z-70. R-2. F0.3)
Rには【テーパー部の始点X】ー【テーパー部の終点X】の半径値の値を入力します。
例えばカッコ内の例で、始点がX84Z2の座標だったとすると、切削はX76Z2から始まり、X80Z-70で終わるかたちになります。
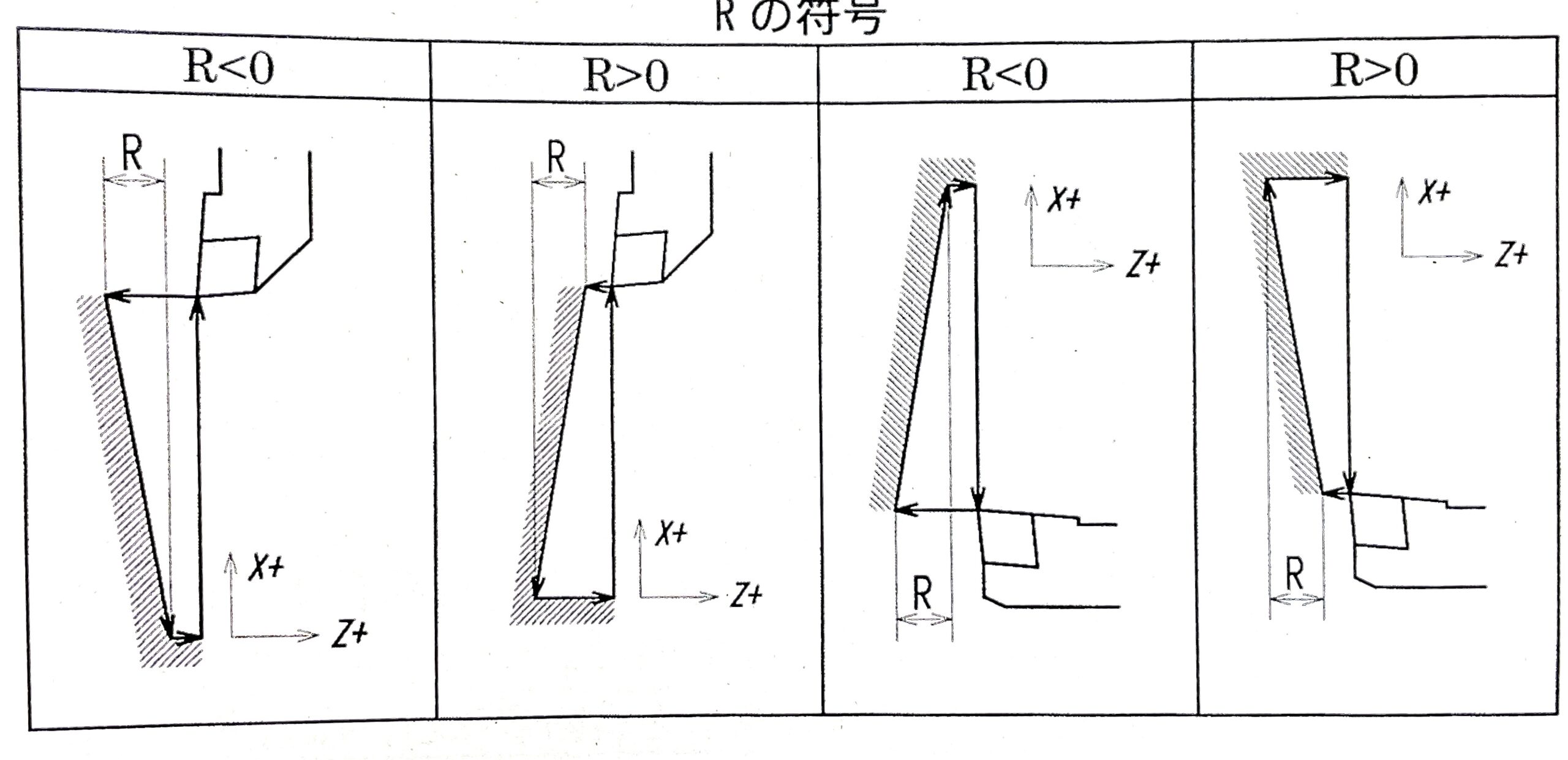
外径で順テーパーの場合、例のようにRの値はマイナスになるので要注意です!
Rのプラスマイナスを変えると逆テーパーにできる
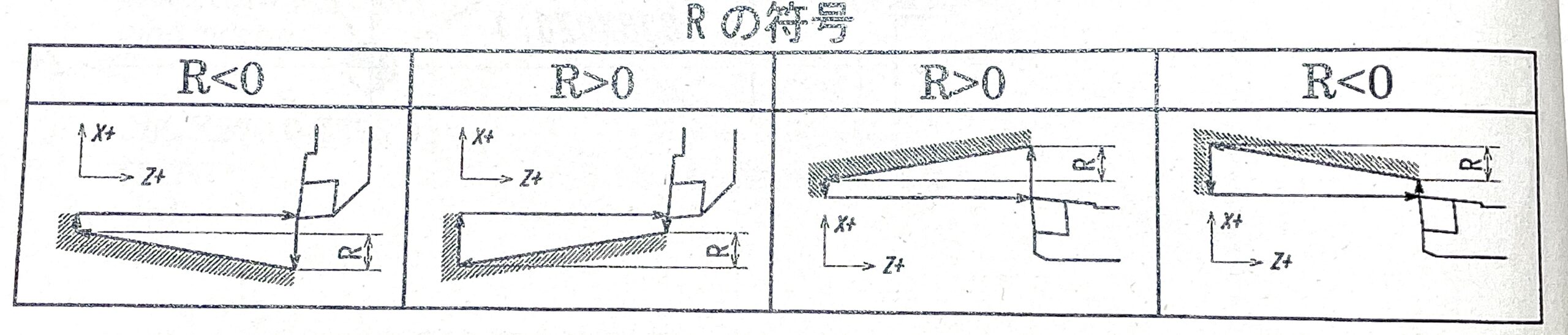
Rのプラスマイナスで順テーパーか逆テーパーかを選ぶことができます。
外径であれば順テーパーがRマイナス、逆テーパーがRプラスになり、
内径であれば順テーパーがRプラス、逆テーパーがRマイナスになります。
これを暗記しようとすると難しいので、R=【テーパー部の始点X】ー【テーパー部の終点X】の半径値で計算するということだけ覚えておきましょう(^^
荒加工での使用例
一例として、G90を使った荒加工の方法を紹介します!
とはいえ基本的に荒加工にはG71の複合固定サイクルを使うため活用する機会は限定的ですが、G90の理解を深めるためにご紹介します。
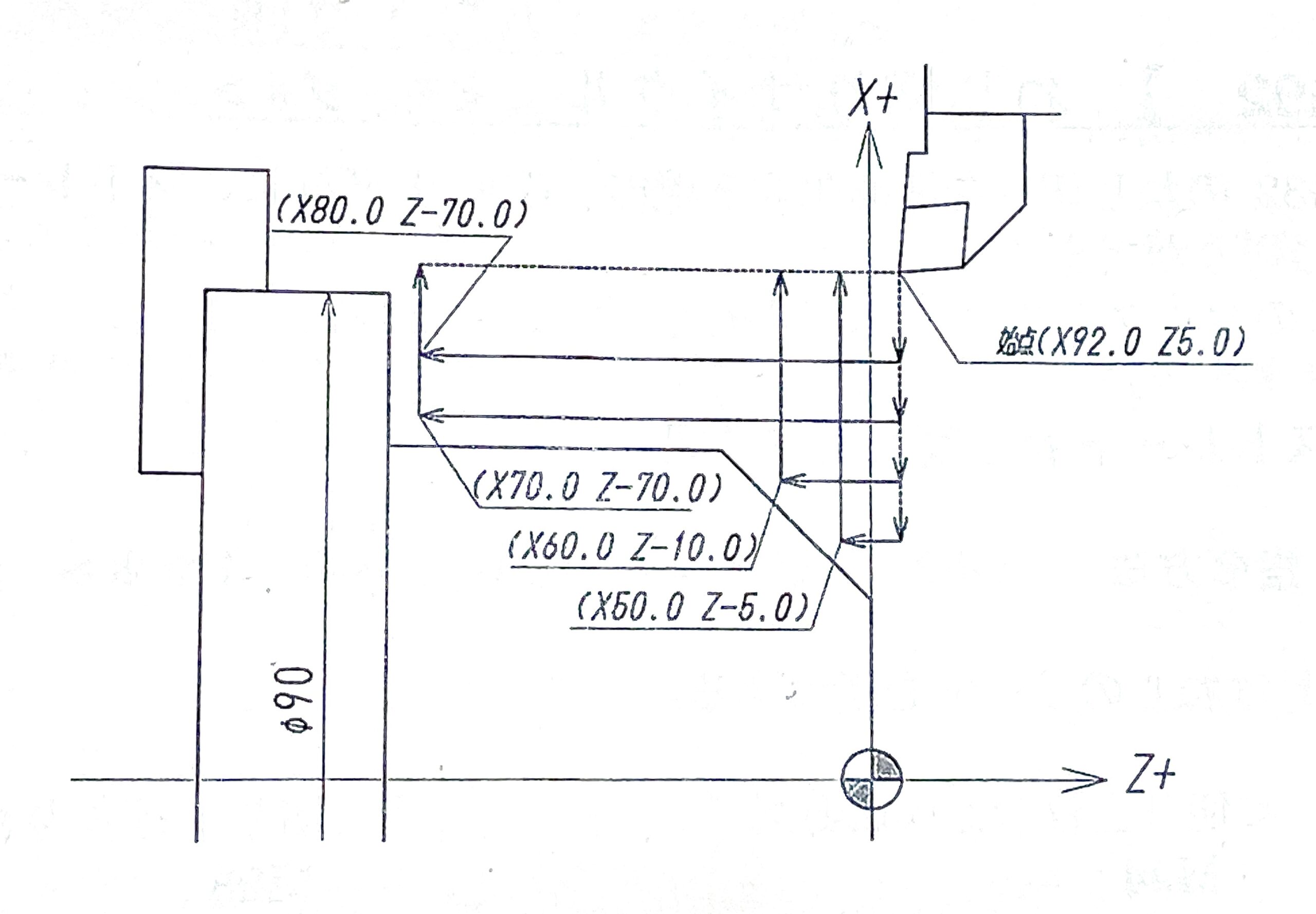
図の使用例であれば、以下のようなプログラムになります。
G00 X92. Z5.
G90 X80. Z-70. F0.3
X70.
X60. Z-10.
X50. Z5.
このプログラムをG0とG1だけで組むと17行もの行数になってしまいます。
それがG90だと5行で組めるため便利ですよね。
G90で荒加工を行うと1パスごとに切込み深さを指定できるため、削り込むにしたがって切り込み量を減らしたい場合などに使えます。
複合固定サイクルのG71については次回の講座で解説します!
G94 端面旋削サイクル
G94は、先程解説したG90のサイクルを端面に置き換えた機能です。
同じように端面のストレートとテーパーの旋削ができます。
端面ストレートサイクル
端面ストレートサイクルは、G90の内外径ストレートサイクルが端面方向に変わっただけのものです。
指令方法:G94 X** Z** F**
(例:G94 X50. Z-20. F0.3)
基本的に、入力する箇所の考え方も同じです。
X、Zには切削の終点を指令し、Fには送り速度を指令します。
端面テーパーサイクル
テーパーの考え方もG90と同じで、Rを入力することでテーパー加工が可能です。
指令方法:G94 X** Z** R** F**
(例:G94 X50. Z-20. R2. F0.3)
Rの値についても同様に考えればOKです。
【テーパー部の始点Z】ー【テーパー部の終点Z】がRの値になります。
端面テーパーのRのプラスマイナス
Rのプラスマイナスでテーパーの向きが変わることも内外径のサイクルと同様です。
ただ端面の場合は逆テーパーなんてめったに使いませんので、順テーパーだけ使えるようになっておけば良いです。
とにかくこちらもR=【テーパー部の始点Z】ー【テーパー部の終点Z】という計算式を覚えておくことで間違えないように入力できます!
次回はとても便利な複合固定サイクル
今回ご紹介した単一固定サイクルは単純な形状の荒加工などで有効に活用できますので、覚えておくと便利です(^^
次回は、固定サイクルの中でも一番使用頻度が高いと言っても良い、大変便利な複合固定サイクルを解説します!
コメント