




職業訓練校では、1月に就職担当の先生と面談があります
1月というより、半分を過ぎたところといったほうが良いでしょうか。
今後の就職活動をどうしていくか、先生と話し合う機会が設けられています。強制です。
この就職担当の先生が大変良い方で、私の就職活動について親身になって一緒に考えてくださいました。
就職希望調査書の手直し
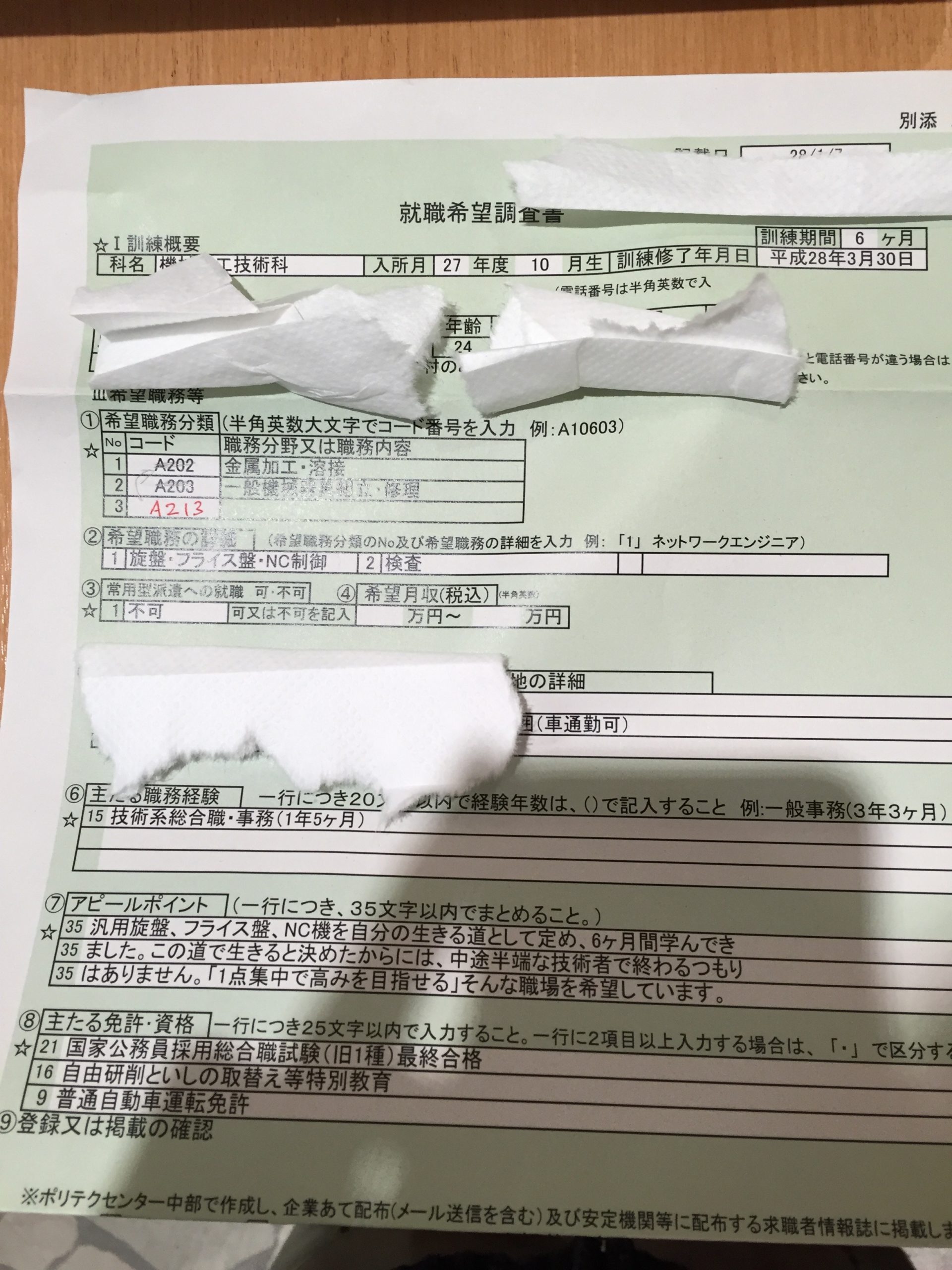
先月から宿題として出されていた「就職希望調査書」を直すところから面談はスタート。
この紙で記入したことは、職業訓練校が発行する就職情報誌に載せられます。
その就職情報誌から、受けてみませんか?というオファーがくることも多いそうなので、特に「アピールポイント」の部分は重要です。
この3行の文書を作るために、2時間考えました笑
就職担当の先生には、全く触れられることなく、いいと思うという様子でした。笑
あなたならもっと大きい会社を狙える
「あなたならもっと大きい会社を狙える」そう言ってもらえました。
今後の就職活動に自信がつき素直に嬉しいです。
そう言ってもらえた理由なのですが、私は人並みの国立大学を出ており、24歳と転職市場においては若いです。
また、資格の欄に、国家公務員採用総合職試験最終合格と書いていたことからも、そういう印象になったのでしょう。
私はコツコツ勉強してテストの点数をとることは比較的得意なのですが、その知識を実務に転換することが苦手です。
日本の教育制度で評価される最短距離を進んできた結果ですね。これは日本の教育にも責任があるかと思いますが。笑
しかし、私は現場の仕事への就職にこだわりを持っている
ご存じの通り、私は以前大手の総合職として働いていました。全く畑違いの職種です。
そこから一念発起、現場の仕事に就きたいという想いで退職しました。
ですが、大企業に就職すると異動があります。
昇進で現場から遠ざかってしまうこともあるでしょう。
それではいずれ会社を辞める前の状況に逆戻りする可能性があります。
だから私は大企業に少し抵抗を持っています。
様々なところから就職情報を取っていくべき
現場で働きたいということも就職担当の先生に伝えました。
就職の先生から言われたのが、視野を広く持って多くの情報をとっていくべきとのことです。
具体的には、
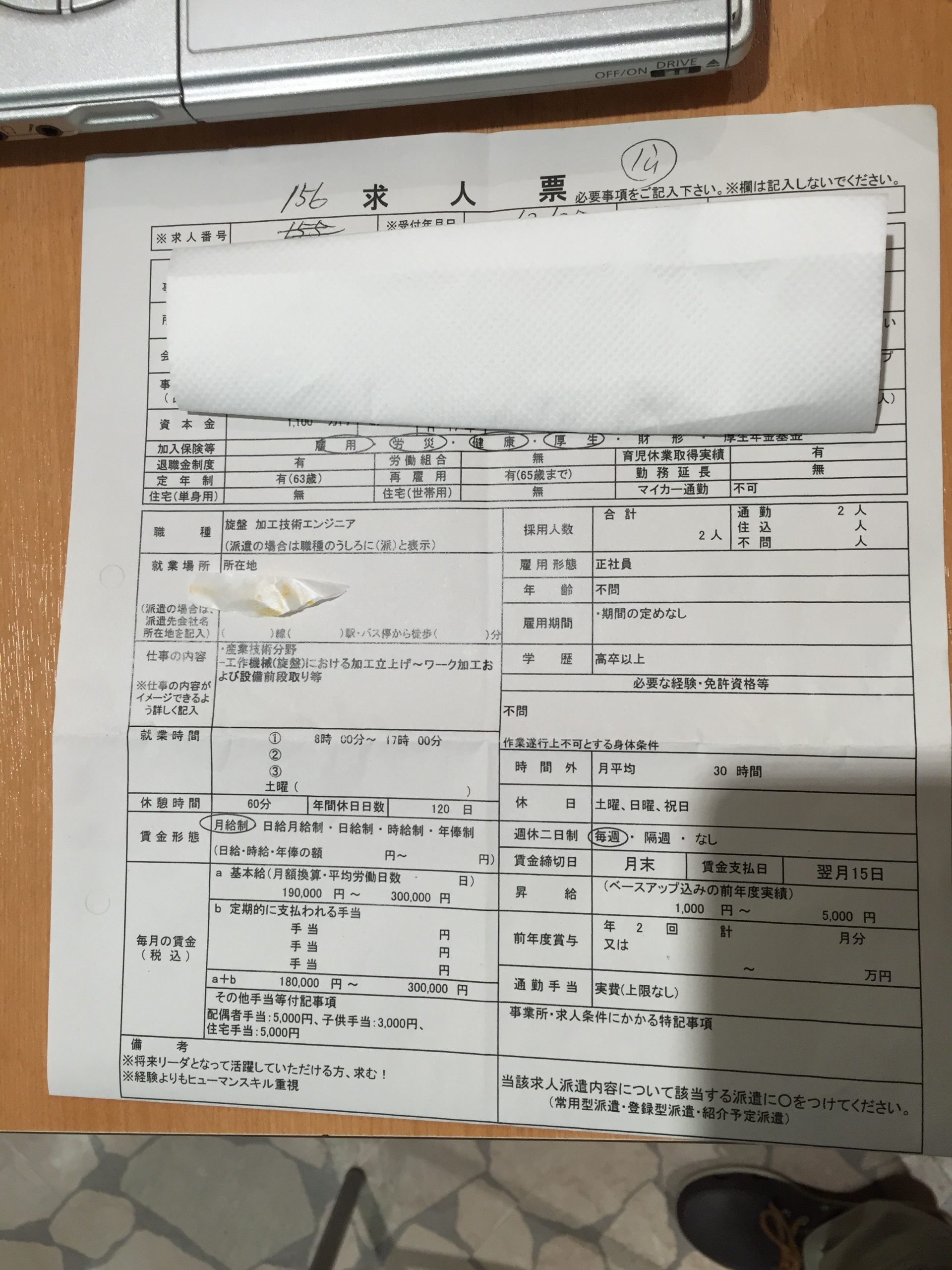
・転職サイトに登録し、求人を探す。 その転職サイトから応募するのではなく、会社のHPから応募する。
→会社のHPから転職サイトを介さずに応募することによって、会社が転職サイトに報酬を払う必要がなくなるため、採用に有利になるようです。
・合同説明会に行き、大手企業から自分の求めている現場の仕事がないか直接聞いてみる。
→そこから新たなご縁が生まれることも多いとのこと。
あなたならいけるといわれて、モチベーションが上がっています。
今日早速転職サイトに登録していきたいところです。
その後たまたま祖父と電話。中小じゃつまらんぞ。大手に行けよと言われる
88歳の祖父から着信履歴があったので、かけなおしました。
祖父はすごく教育熱心なタイプです。ありがたいことです。
そして、エリート志向です。
散々「中小じゃつまらんぞ。大手に行けよ」と熱弁されました。
言われていることはわかります。
しかし、そうしてプライドのために大手に行って私は一度失敗しています。
周囲に振り回されることなく、自分の信じる道を後悔のないよう進んでいきます。

コメント