
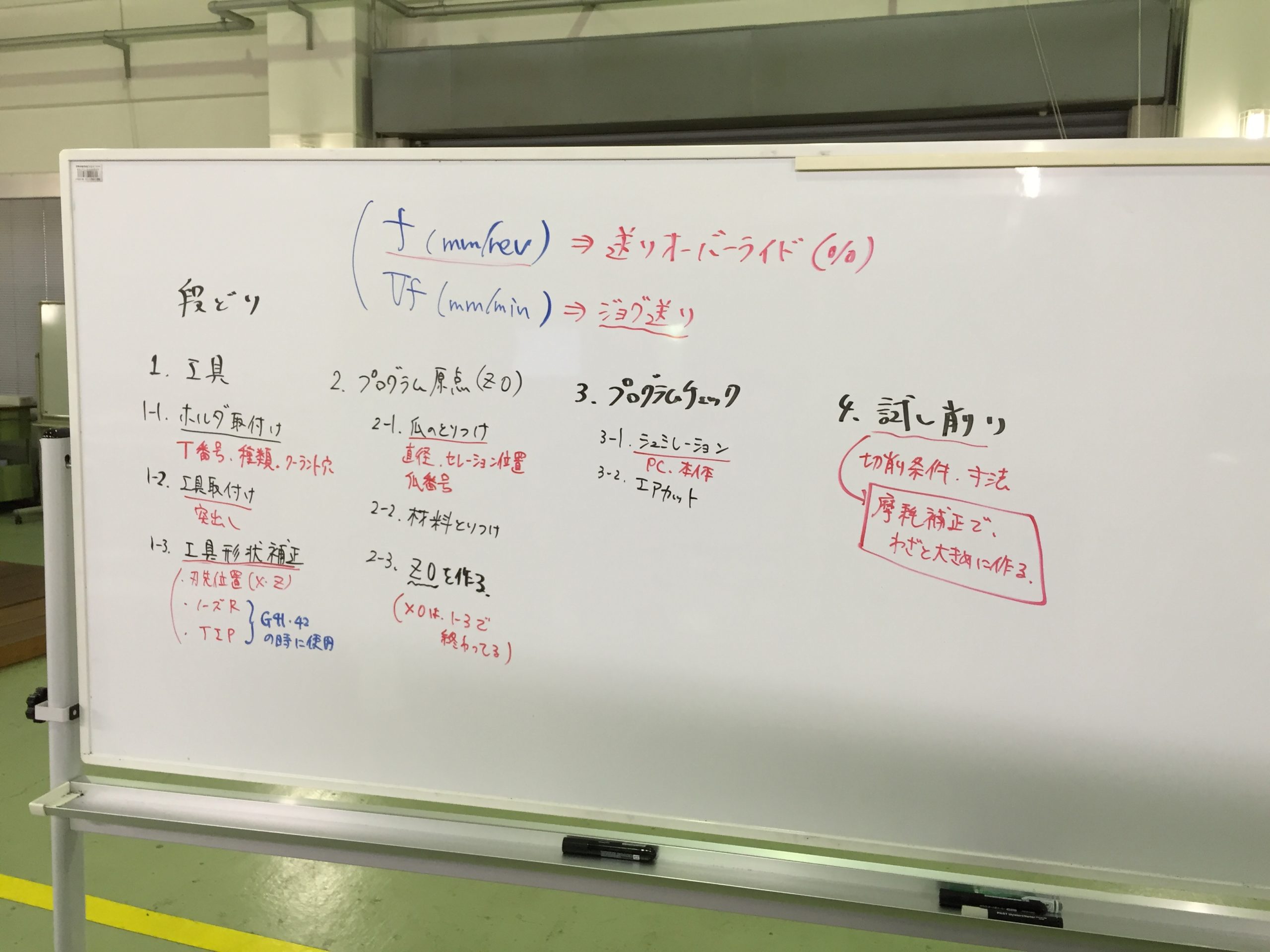
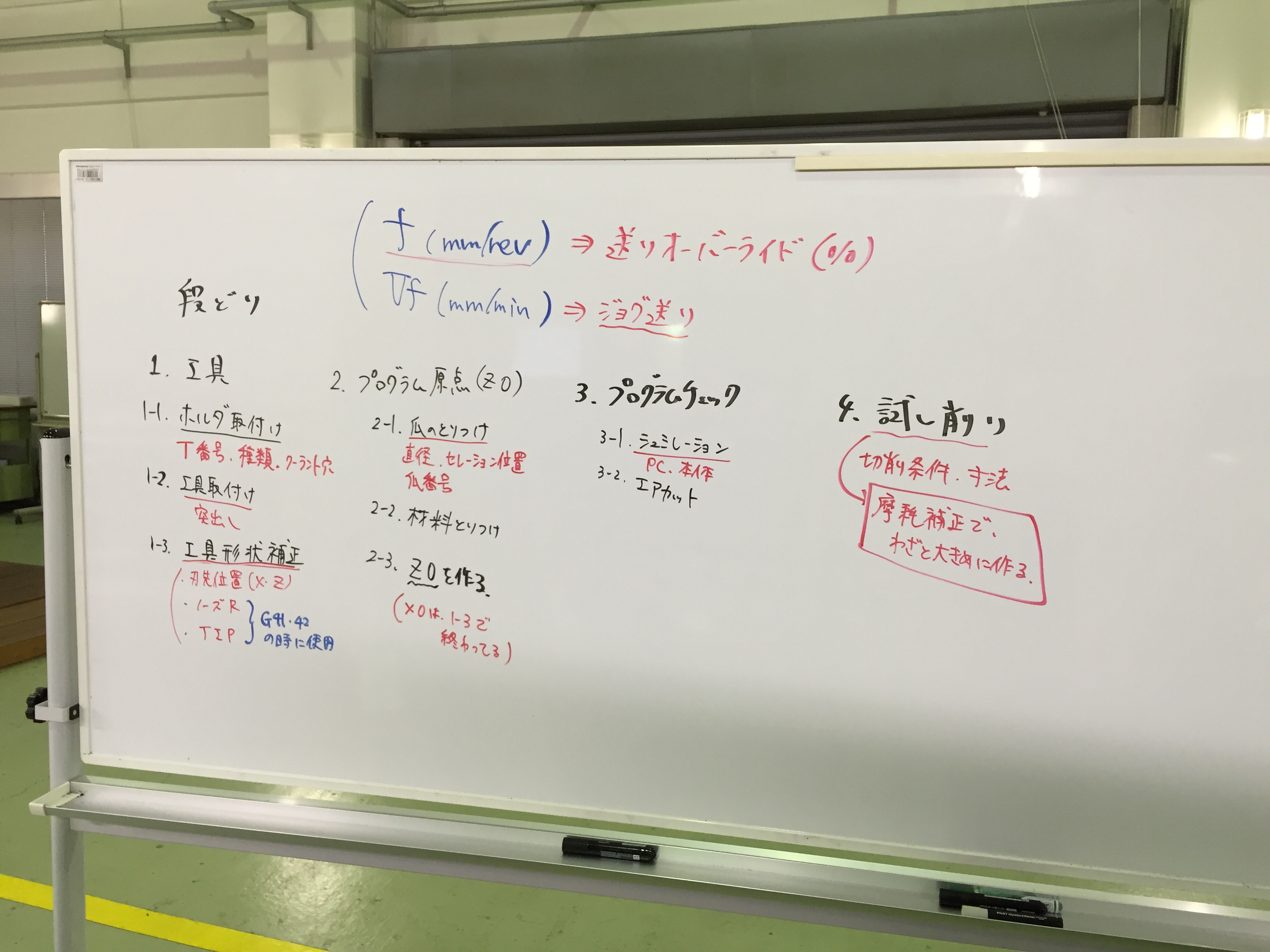




1.ホルダ取り付け
まず、タレットにホルダをとりつけます。
マシニングセンタとは違い、NC旋盤のホルダは主に外径用と内径用の二種類だけです。
取り付けの際、主に二つのことに注意しましょう。
・プログラムに入力したT番号の位置にホルダを取り付ける
・クーラント噴出口の位置を確認して取り付ける
→ホルダの取り付け位置を間違えると、クーラントがきちんと出てこないことがあります。
2.工具取り付け
工具を取り付けます。
外径用のバイトは規格が決まっており、設置すると芯高が自動的に合うようになっています。
それでも汎用旋盤のようにへそが残ることがあり、その場合は薄い敷板をしいて調整します。
また、調整を行うことを前提に、初めから低めの高さに設計されているホルダもあります。
3.工具形状補正
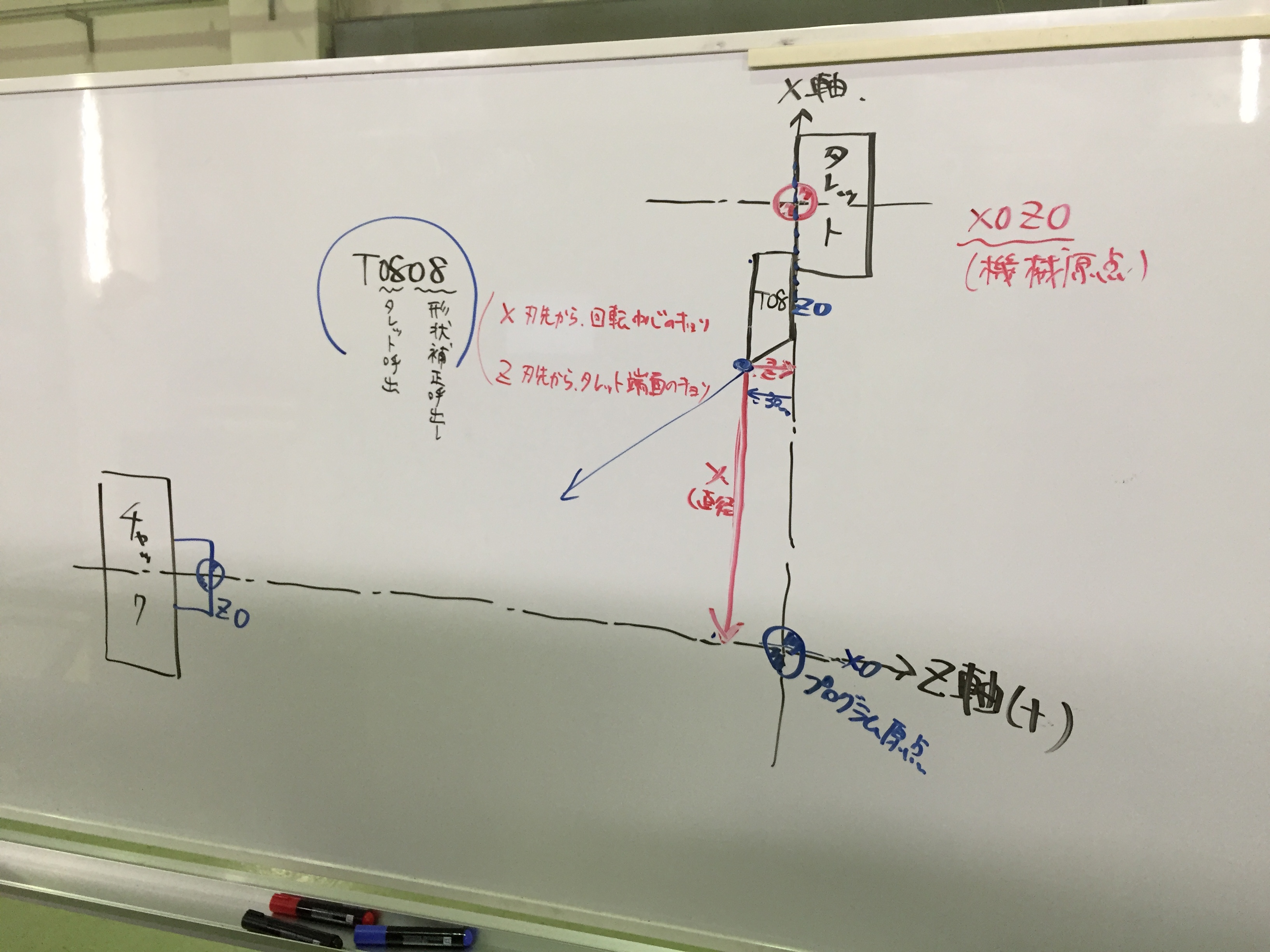
工具形状補正値はどのように入力するのか。
それを示したのが上の板書です。
T08に外径バイトを設置した例で見ていきます。
入力する値は以下の通りです。
X座標:刃先から回転中心までの距離
Z座標:刃先からタレット端面までの距離
ここでのポイントは、両座標とも刃先を0とする点です。
つまり、必然的にX座標の値はプラスに、Z座標の値はマイナスになります。
以上のポイントに気をつけて、工具形状を設定してみてください。
の違いは?ファナックのプログラムをOSPに直そう!.jpg)

コメント