
の違いは?ファナックのプログラムをOSPに直そう!.jpg)
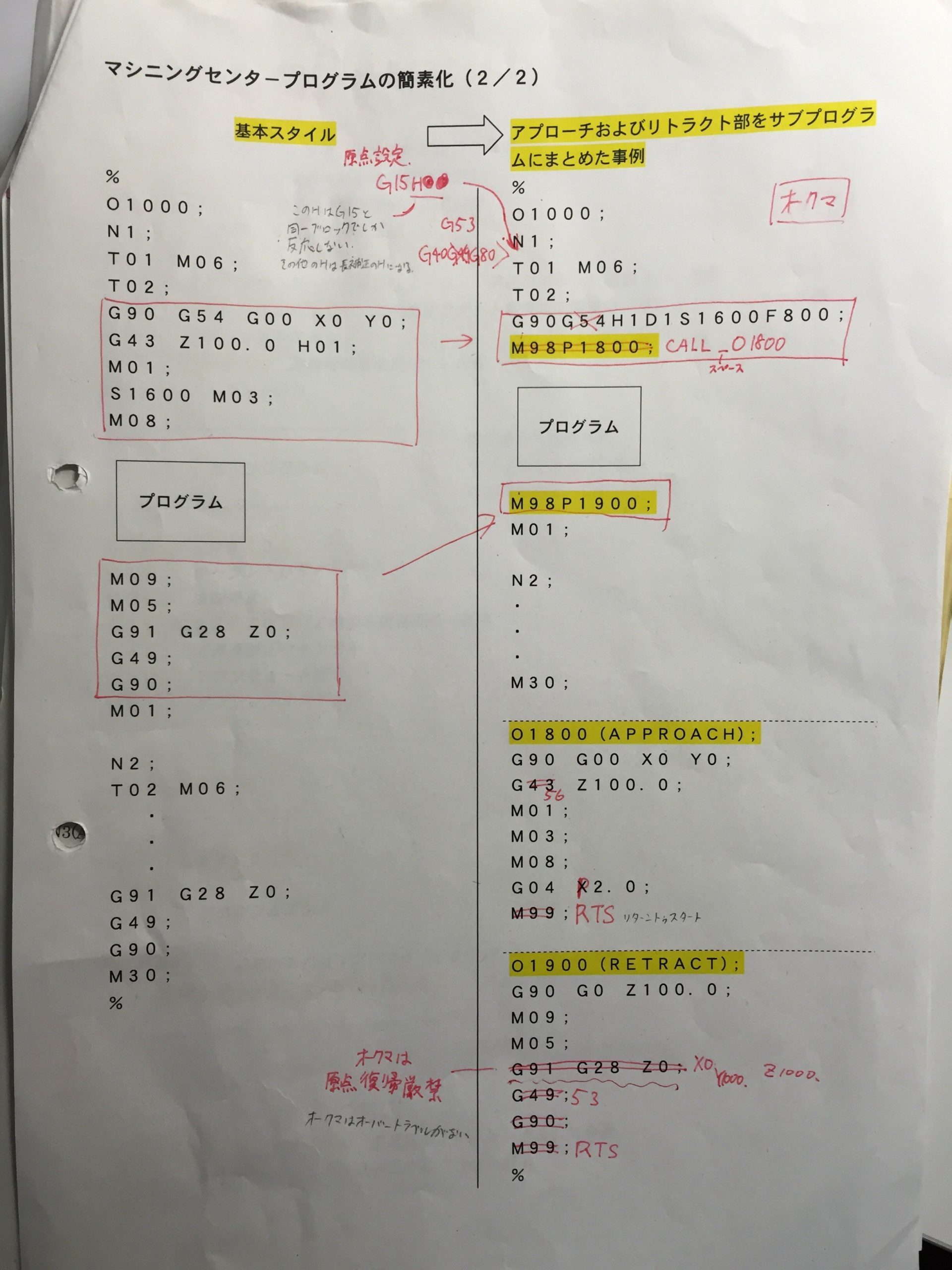




違い1:原点設定
ファナックでは、G54からG59まで原点を登録して使用しますね。
しかし、オークマではG15H○○で原点設定します。
例えば、G15H01で、1番の原点を呼び出すといった具合です。
注意点としては、Hは工具長補正にも使うという点です。Hで指定した工具番号の長補正を呼び出します。
例えば、
G56H1Z100
といったふうに使われます。
原点設定のHは、G15と同一ブロックでしか認識されません。つまり同じHでも、その前に指令されているGコードによって意味が変わるということです。
つまり、G15H○○という形で覚えておけば安心ですね。
私の場合は、G15H○○を基本的にプログラムの冒頭に入れるようにしています。
違い2:工具長補正
ファナックだと、工具長補正はG43,工具長補正キャンセルはG49ですね。
しかし、オークマでは工具長補正がG56,キャンセルがG53になります。
Hの考え方はファナックと同様です。
違い3:サブプログラム
ファナックでは、サブプログラム呼び出しはM98P○○○○、サブプログラムの最後はM99でしたね。
しかし、オークマではサブプログラム呼び出しがCALL半角スペースO○○○○、サブプログラムの最後はRTSとなります。
半角スペースが必須というところがミソです。
例えばCALL O1800 といった具合です。
ちなみにRTSは、「return to start」の略だそうです。
CALL、RTSのような横文字は「ニーモニックコード」と呼ばれ、オークマ特有のものです。
ニーモニックコードには、必ずブロックの先頭に置き、次の文字との間に半角スペースを入れるというルールがあります。
CALL等のコードは直感的にわかりやすいですが、文字数が増えるため一長一短ありますね。
違い4:原点復帰
ファナックではRETRACTのサブプログラムの中に、G91G28Z0と入れて原点復帰を行います。
一方、オークマでは原点復帰は厳禁です。
オークマでは原点が機種ごとにばらばらで、テーブルの上面に原点が設定されている場合も多いそうです。
つまり、オークマの機種で原点復帰すると工具とテーブルが激突してしまう危険があるということです。
ではどうすれば良いかというと、ファナックのG91G28Z0の代わりに、オークマではG0X0Y1000Z1000と入力します。
1000は当然リミットオーバーした値ですが、オークマでは行き過ぎの数字を入力してもエラーは出ず、限界点で止まってくれます。
Y1000と入力する理由は、縦型マシニングセンタではYのプラス方向=テーブルが手前に近づく方向なので、ワーク交換がしやすいためです。
原点の位置によっては、Xの値もワーク交換や工具交換を行いやすい値に変えるようにすれば、効率的な作業ができます。
違い5:穴あけの固定サイクル
ファナックでは、
G99G81Z–R–F–K0
X–Y–
X–Y–
のように入力しましたね。(R点復帰)
オークマでも基本的には同じですが、G99とK0の部分が異なります。
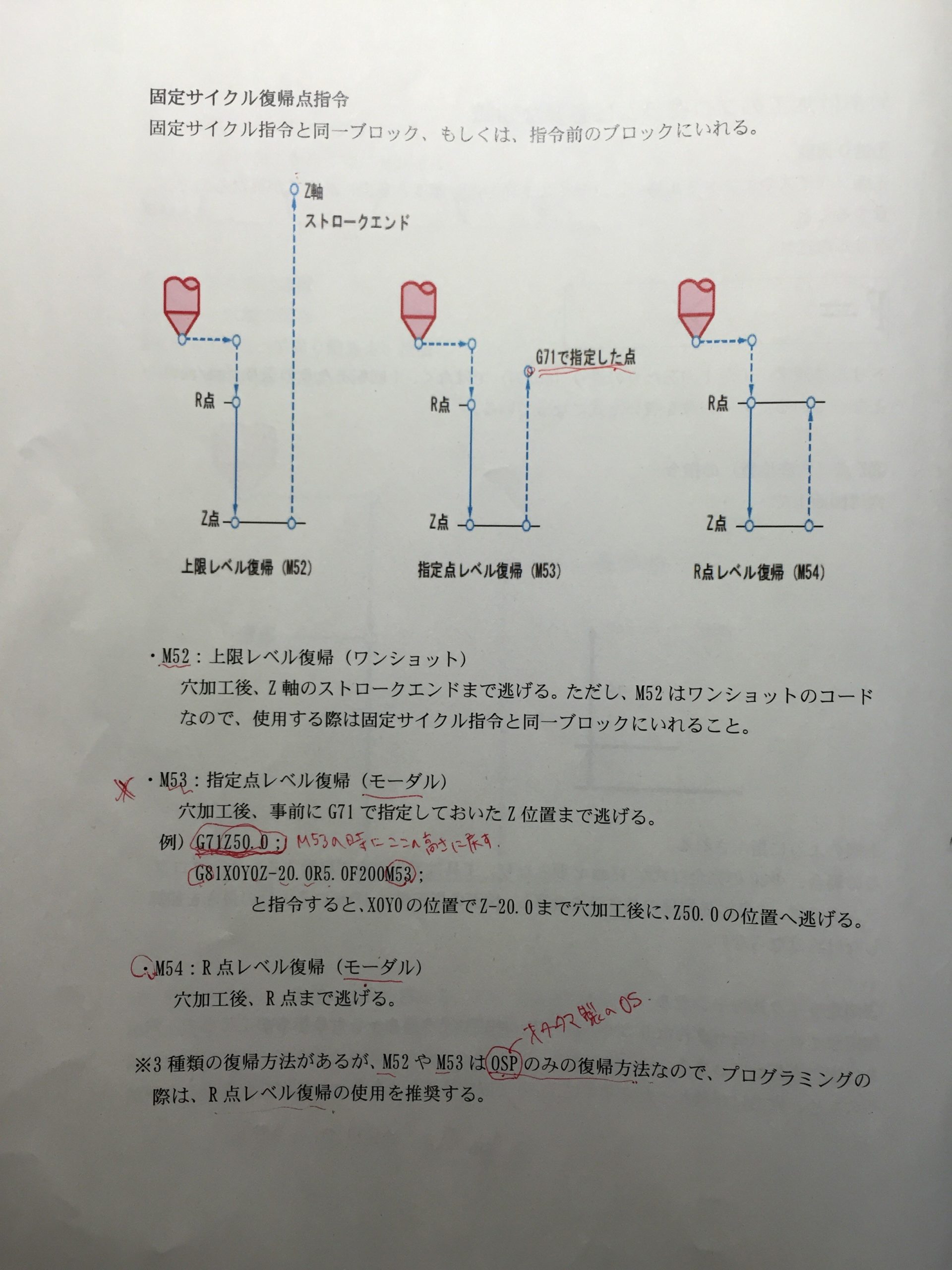
まず、G99部分の復帰方法については、ファナックではイニシャル点復帰G98とR点復帰G99の2種類でしたが、オークマでは3種類あります。
それがこちら。
M52,M53,M54の3種類です。
M52はまず使いません。
M53は、事前にG71で指定しておいたZ点まで逃げます。これをイニシャル点復帰の代わりに使うことになります。
M53は障害物を避けながら穴あけを行うためによく使います。使い方としては、穴あけサイクルの前のブロックにG71Z100を入れておき、穴あけサイクルのブロックにM53を入れておく、といった具合です。
M54はR点復帰です。何も入力していなければこちらのR点復帰になりますので、あえて入力することはありません。
K0の代わりに使う「NCYL」
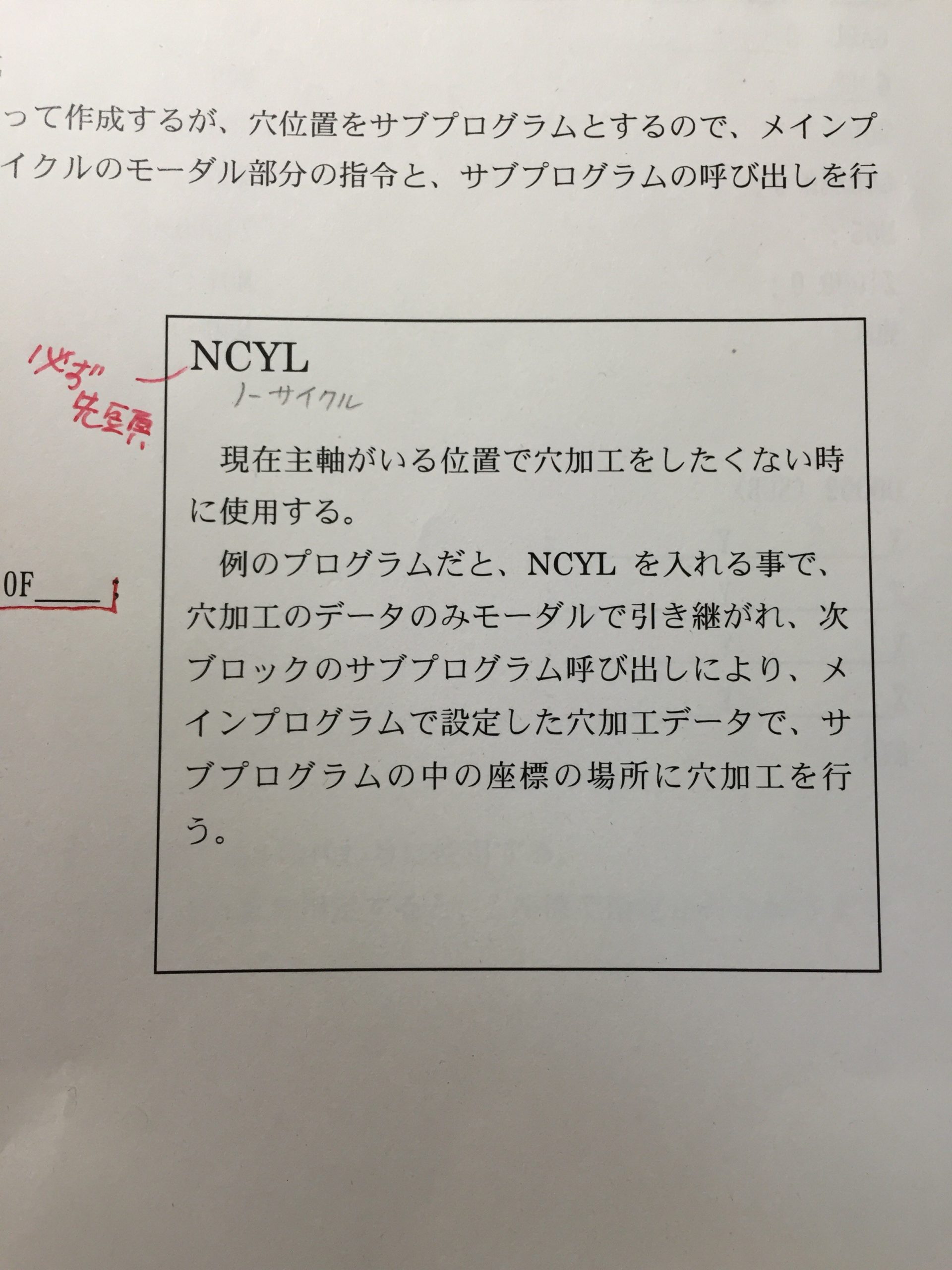
そして次に、K0の代わりに何を使うのか。
それは、NCYLというニーモニックコードです。
NCYLのNCはノーサイクルとのこと。
つまりファナックの穴あけサイクル
G99G81Z–R–F–K0
X–Y–
X–Y–
をオークマに直すと、
NCYL G81Z–R–F–
X–Y–
X–Y–
ということになります。
違い6:ドウェルなどの値が秒でOK
ファナックでは、ドウェルは
G4P1000 もしくはG4X1.0
で一秒でしたね。
しかしオークマでは、
G4P1.0
と入力することで、一秒止まります。
似ていますが、数値の入力方法に違いがありますね。
違い7:タッピングサイクル
ファナックでは、タッピングサイクルは
M135S–
G99G84Z–R–F–K0
X–Y–
X–Y–
という形で入力していました。
オークマでは、G84に、M135の<回転と送りを同期>が含まれます。
つまり、M135はいりません。
これを踏まえて上のプログラムをオークマに直すと以下のようになります。
NCYL G84Z–R–F–
X–Y–
X–Y–
こちらの方が簡単ですね。
当然ですが、同期タップが使えるのは同期タップ機能がついたマシニングセンタのみですので注意しましょう。
同期タップ機能がついていないマシニングセンタでタップを立てたい場合は、伸縮するタッパーが必須となります。
違い8:固定サイクルキャンセルG80
ファナックと違い、オークマでは固定サイクルキャンセルG80で主軸が止まります。
ファナックでは、固定サイクルを使うサブプログラムの最後にG80でキャンセルを行っておくと間違いないですが、オークマではこれは行わないようにします。
G80は使わずとも実務上全く問題ありません。
ファナック・OSPともに実際に機械を動かして慣れるのが上達の近道!
本記事でご紹介したのは、ファナックとOSPの違いのうち基本的なところのみです。
OSPでは標準の機能である穴位置パターンのBHCがファナックでは使えないなど、本記事で紹介した以外にも違いはあります。
ファナック・OSPともに実際に手を動かしてプログラムを組み、機械を動かすのが早く習得するための近道です。
基本を理解したら、どんどんプログラムを組んで加工を行ってみましょう!
オークマのプログラムに関しては、こちらの記事を見ながら学んでいくのが習得への近道です。
是非参考にしてください!


コメント