
今日の職業訓練では、以前習った直角重視加工とは違う、平行重視加工で六面体を削りだしました。
以前の直角重視加工はこちら




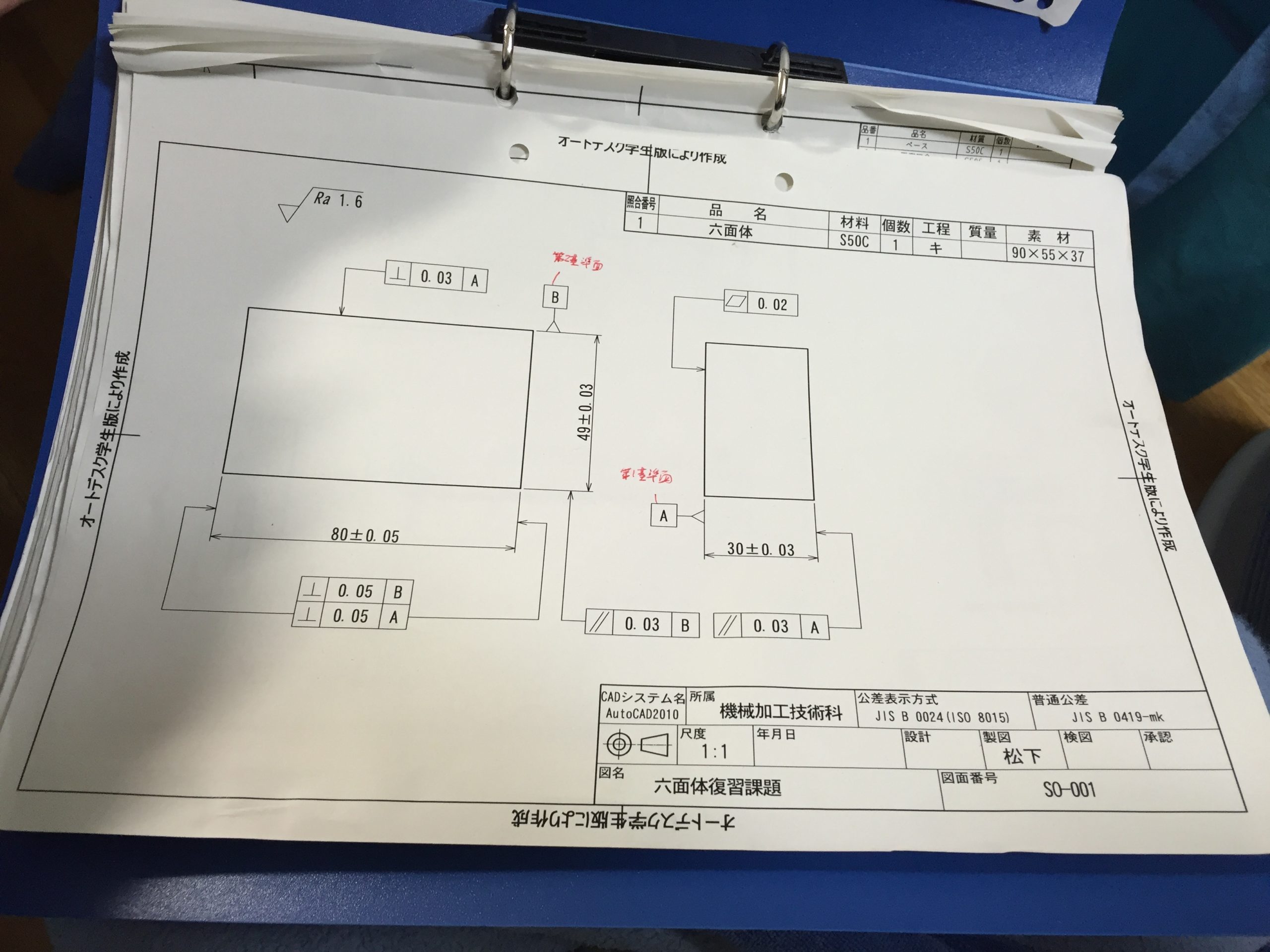
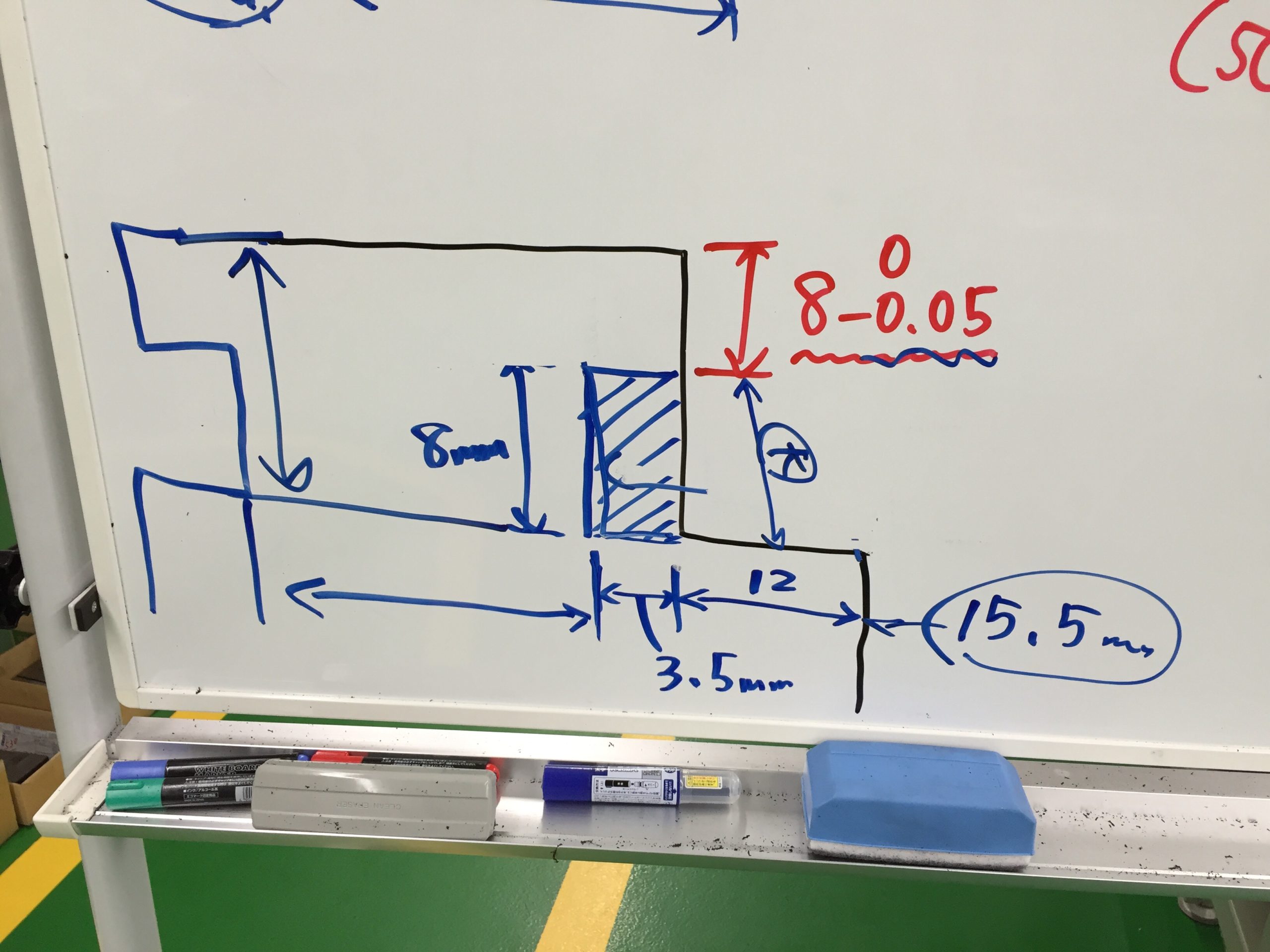
今回練習で作成した六面体はこちら
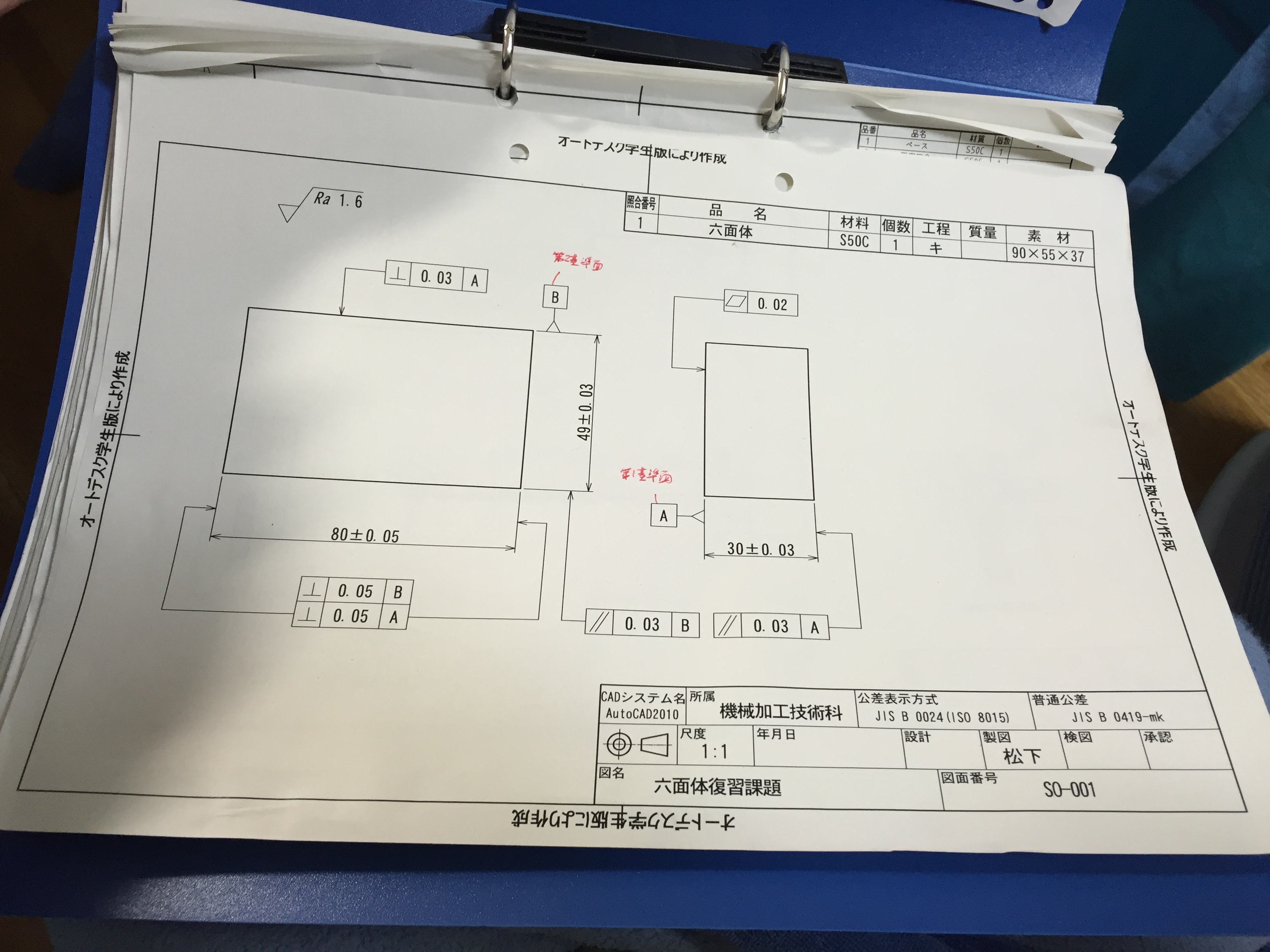
今回は、練習なので図面のように六面体のみを作成します。
六面体平行重視加工の方法
捨て加工・1面目
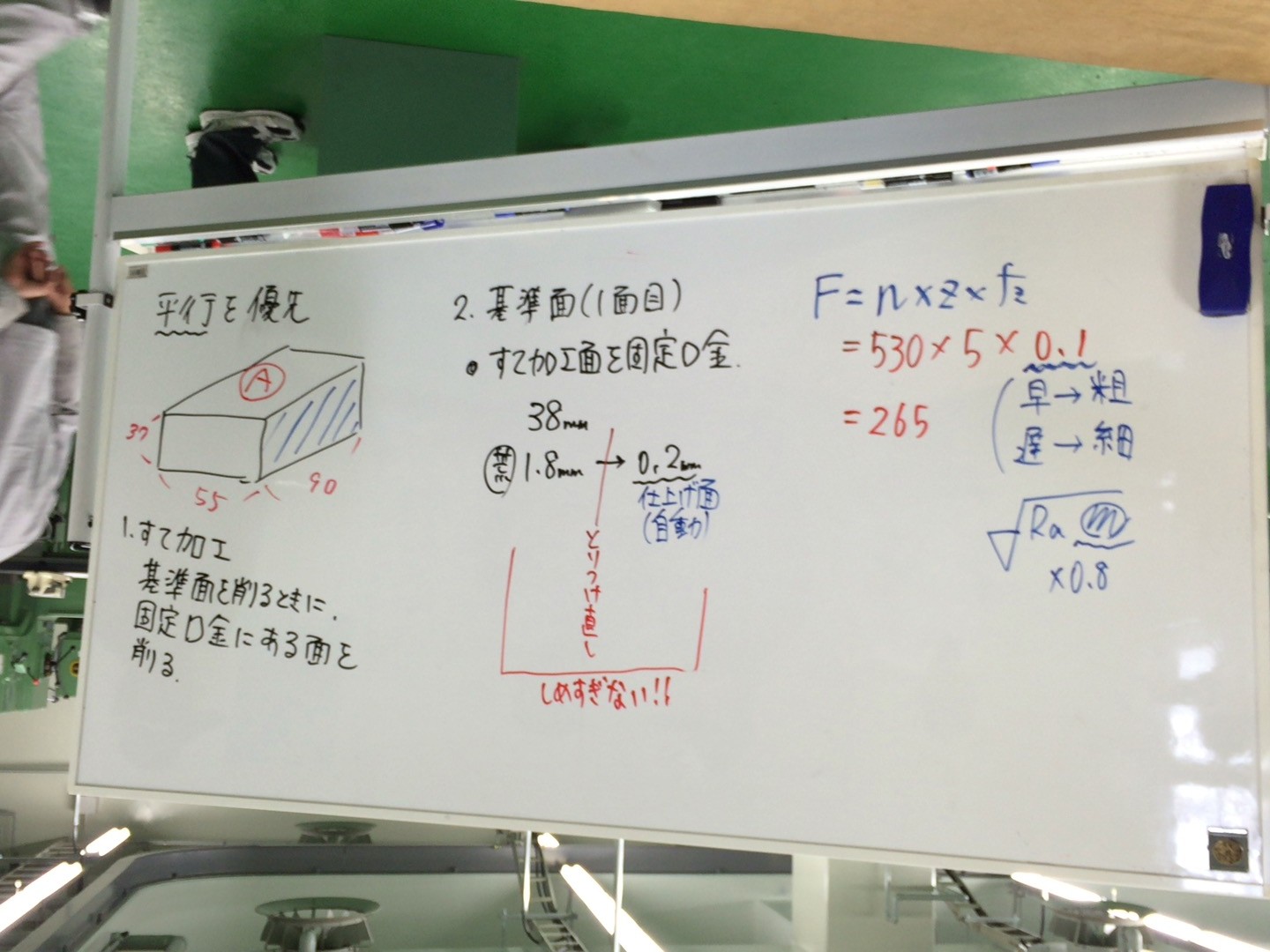
初めに、バイスでつかむための面を作る「捨て加工」を行います。
以前六面体を直角重視法で作成した際には捨て加工は行いませんでしたが、本来は行った方が良いです。
バイスで黒皮材をつかむときは、バイスを保護するために保護口金を用いますが、捨て加工をしておけば、保護口金が必要ないだけでなく、より安定して素材をつかむことができます。
捨て加工を1面完了させたら、捨て加工した面を保護口金に密着させて1面目を削ります。
2面目
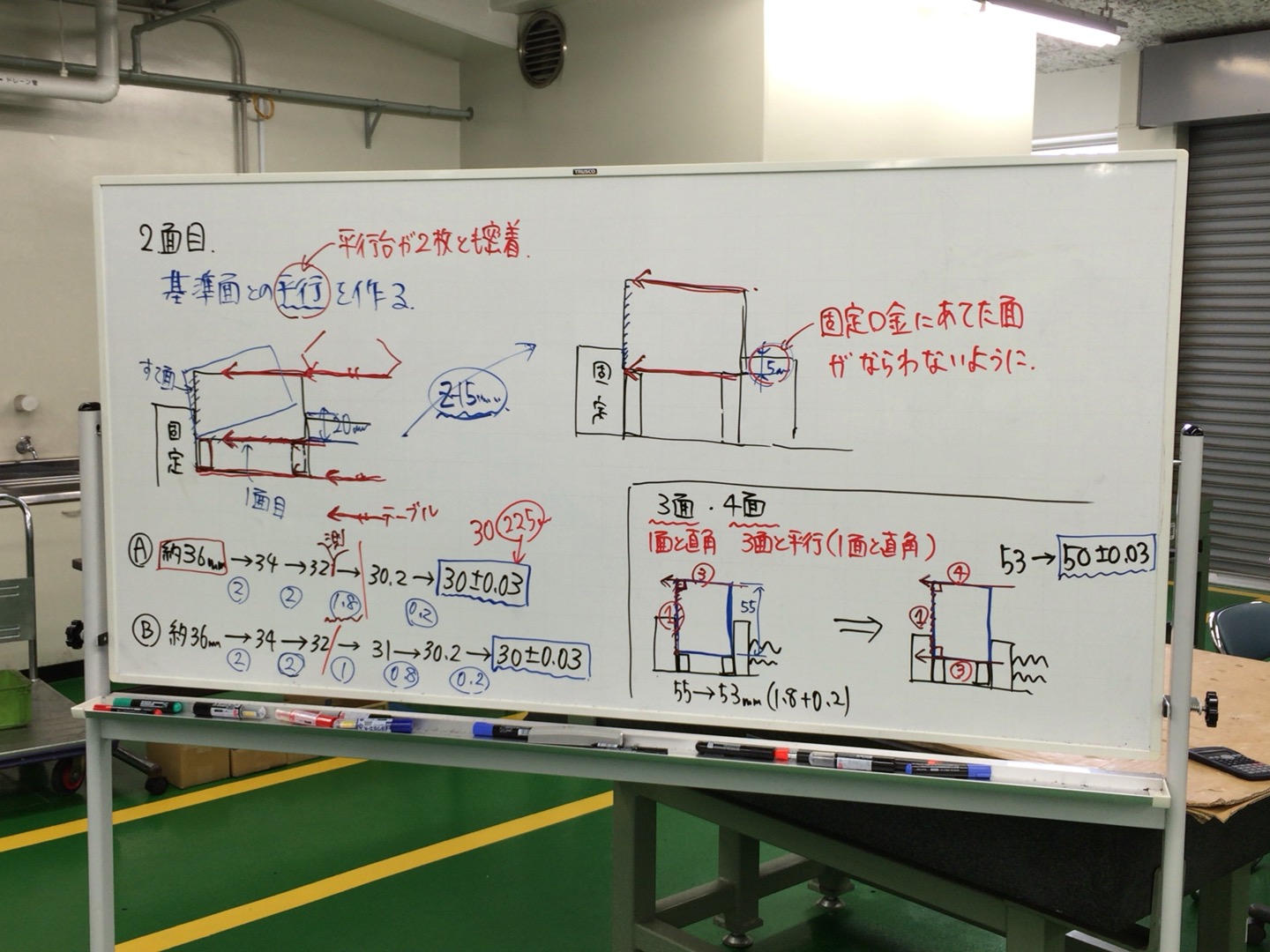
2面目がポイントになります。
直角重視加工では、1面目と直角に隣り合う面を2面目にしましたが、平行重視加工では、1面目の裏面を2面目とします。
ここでのポイントは、材料を固定口金ではなく平行台に密着させるということです。
しかし、普通にバイスをしめると、平行台の片方がぐらついてしまう状況になることが多いです。
その場合は固定口金に材料が密着しているので、高めの平行台を使うとつかみ代が短くなり、両方の平行台を材料と密着させることができます。
2つの平行台両方のぐらつきがないことを確認して、2面目を削りましょう。
3面・4面目
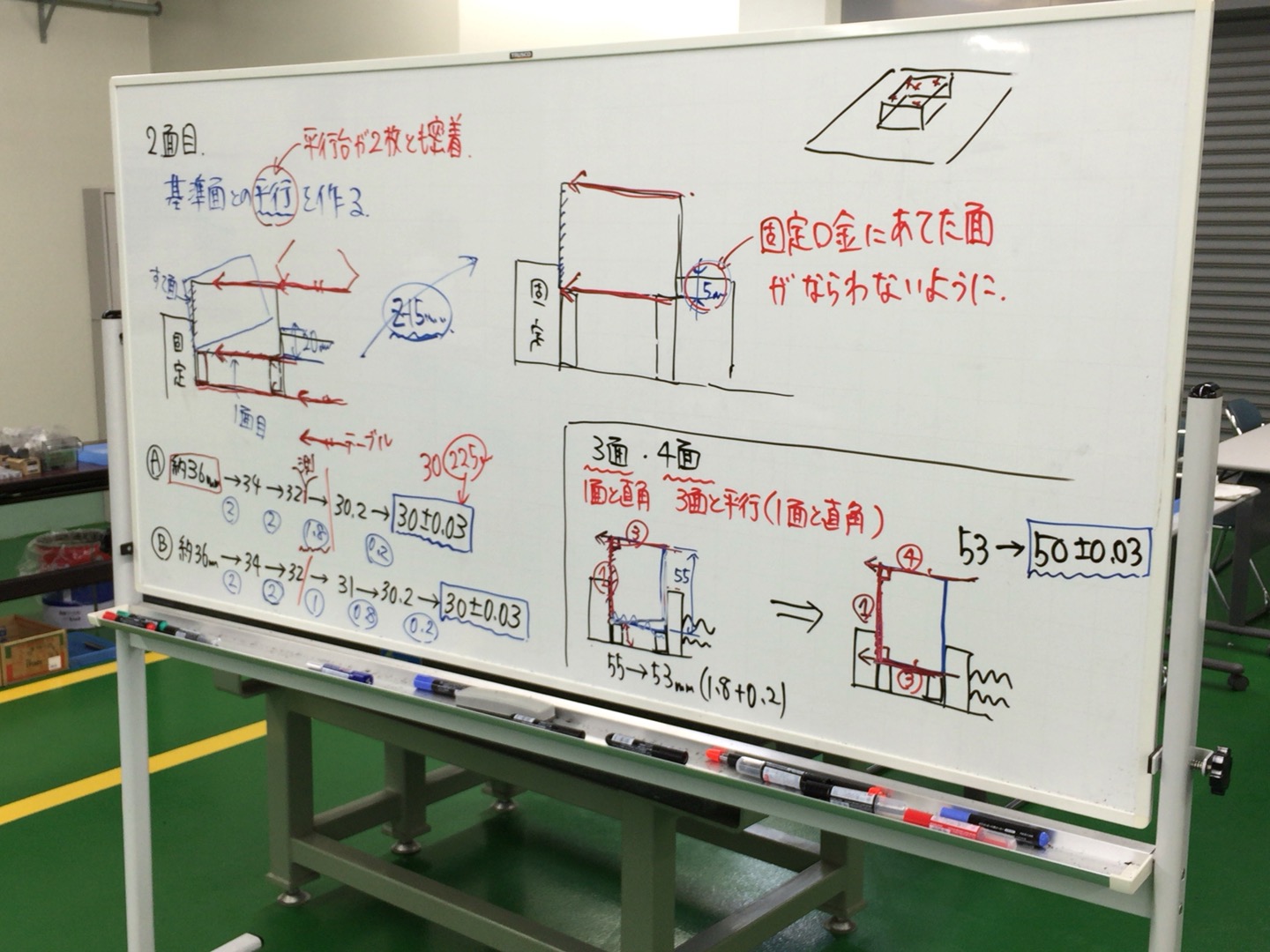
3,4面は難しくありません。
1面を固定口金にあて、先ほどと同様に削ります。
板書のように、固定口金の直角とバイスの平行が転写される形になります。
5面,6面目
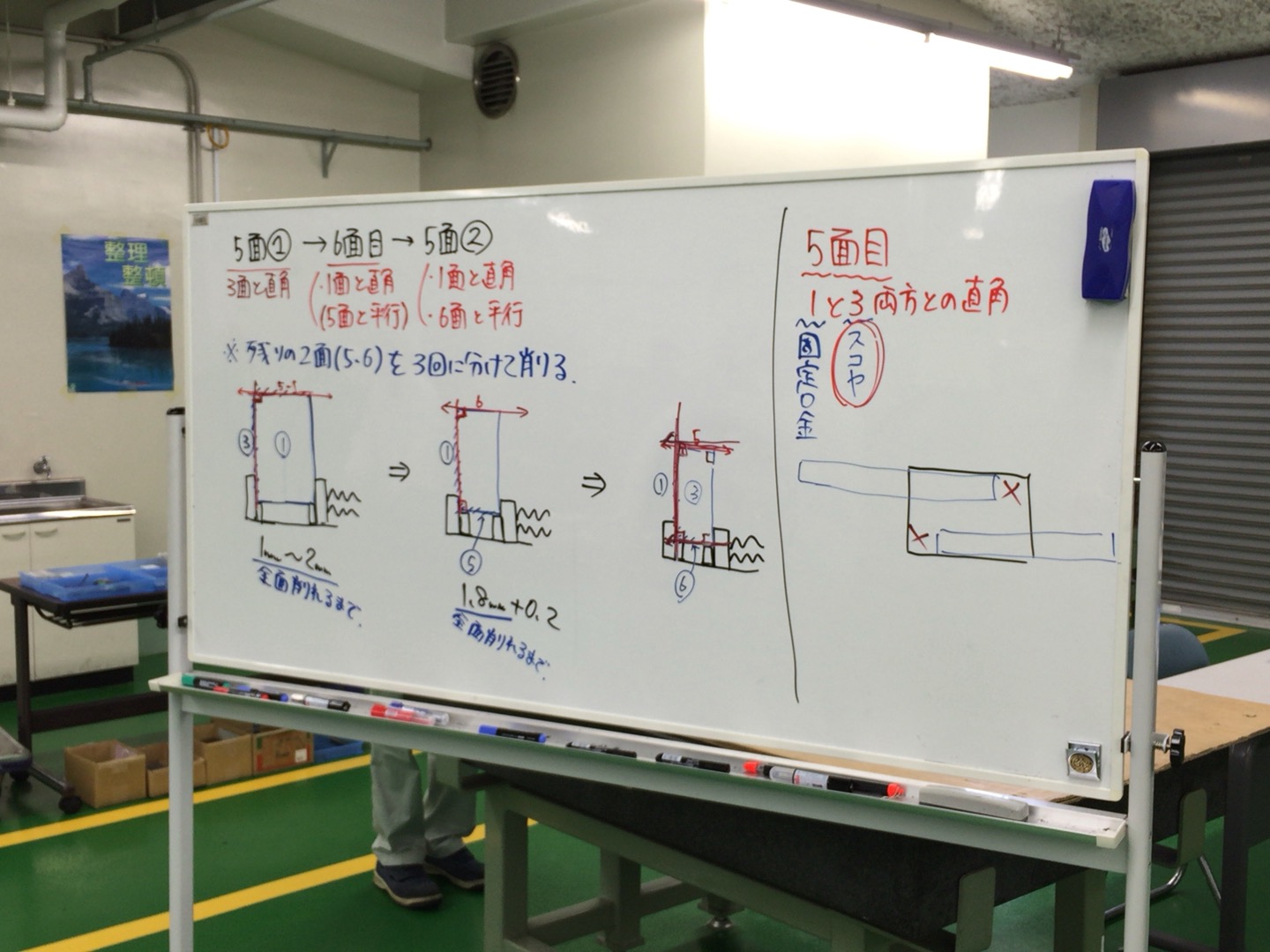
ここまでくると、直角重視法と同様の状態になります。
今日は、直角重視方で使ったスコヤを使った方法ではなく、3回削る方法で削りました。
その手順は以下の通りです。
・3面目を固定口金にあてて5面目を削る。(3面・5面が直角)
・1面を固定口金にあて、6面を削り、6面目完成(3面の直角が5面から6面に転写され、さらに1面の直角も6面に転写される。)
・1面を固定口金にあて、5面を削る。6面体完成。(1面の直角が5面に転写され、6面の平行が5面に転写される)
これで、一つ工程は増えますが、スコヤを使わずに6面体を完成させることができます。
コメント