




フライス盤での勾配荒加工の方法はこちら
バイスを傾けてから勾配荒加工を行ってもよいのですが、今回は材料を二つ加工するため、荒加工はバイスの傾けなしで行います。
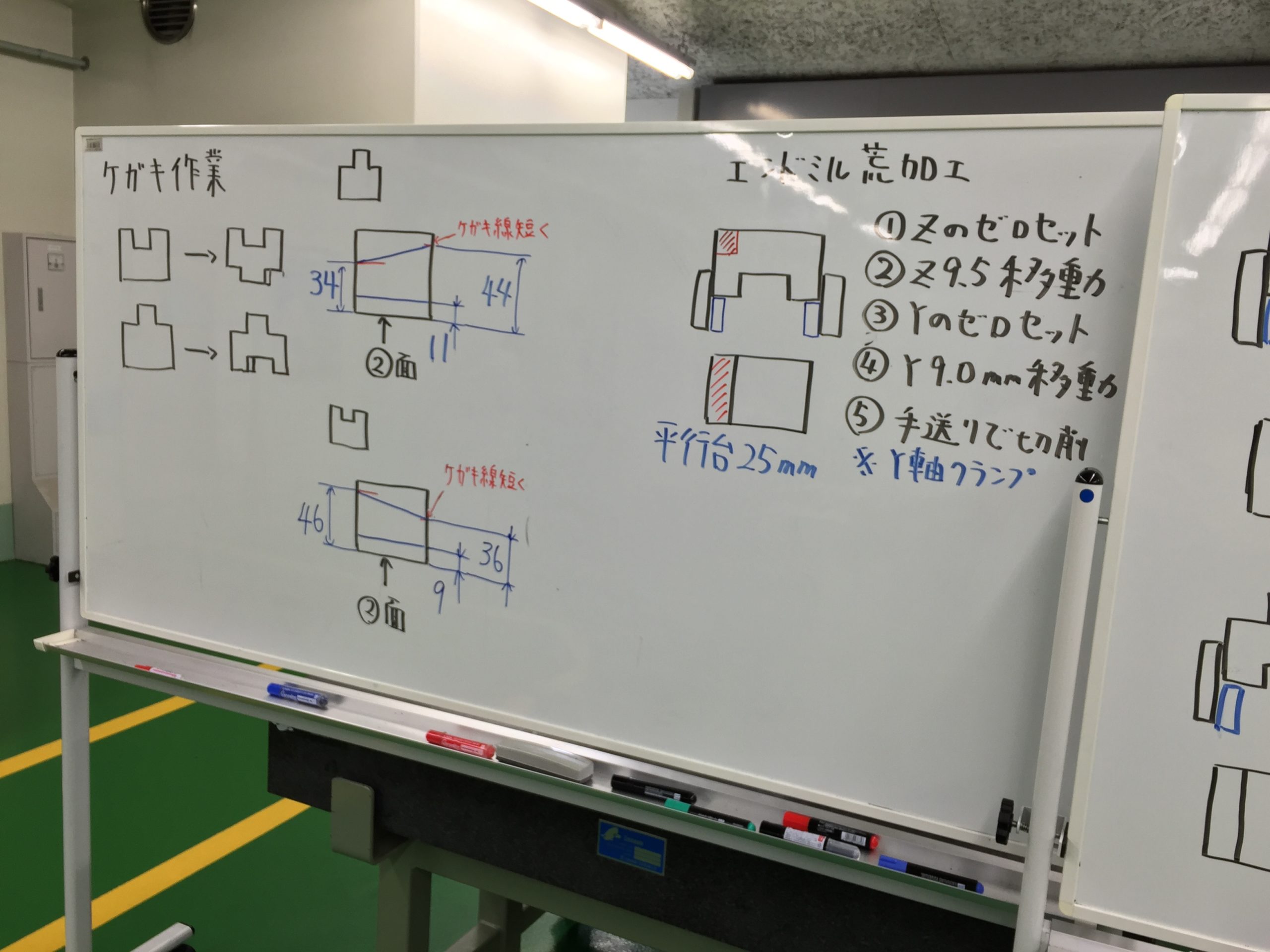
目印にケガキ線を引いてから加工します。
この製品を作っています
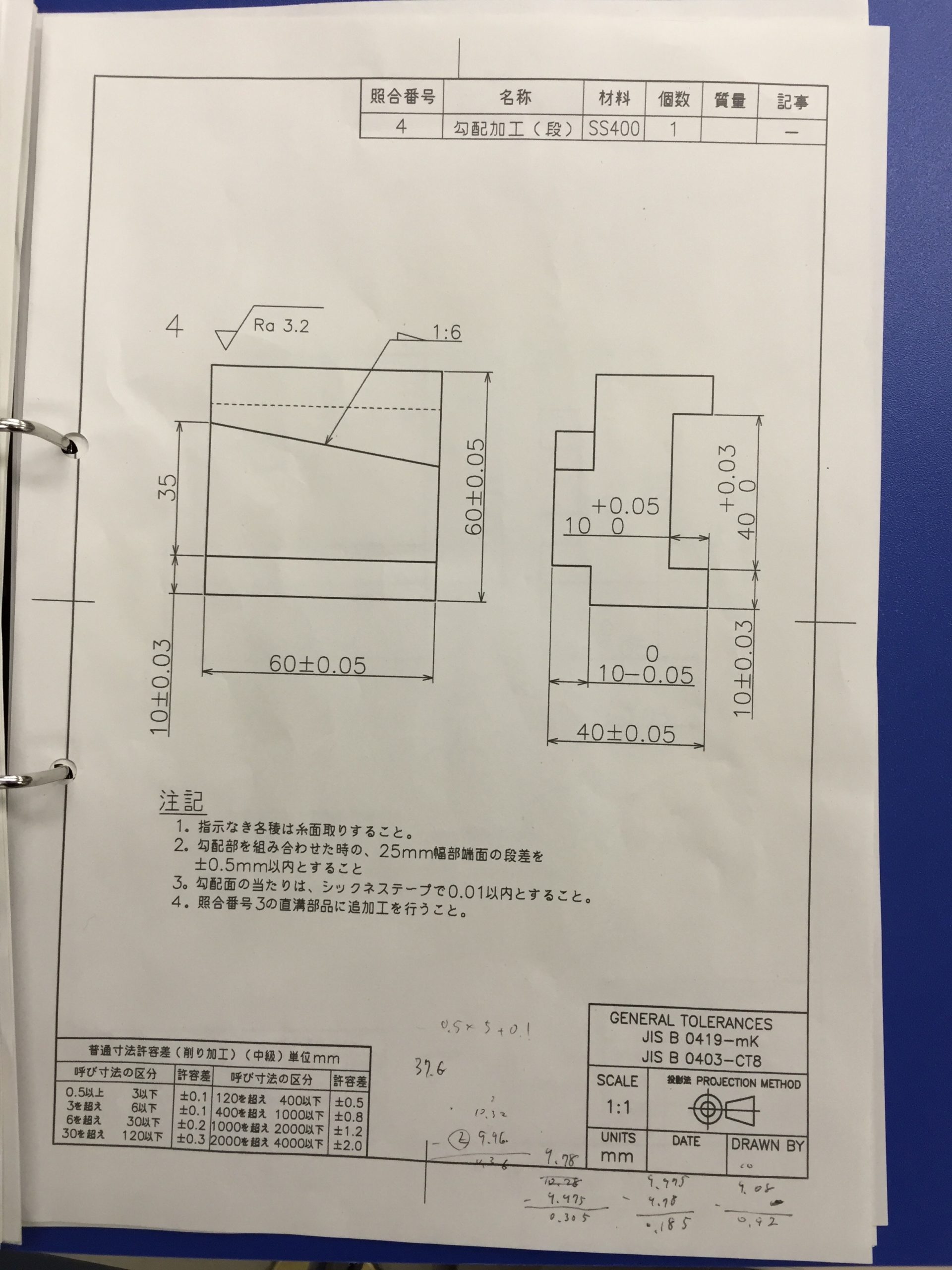
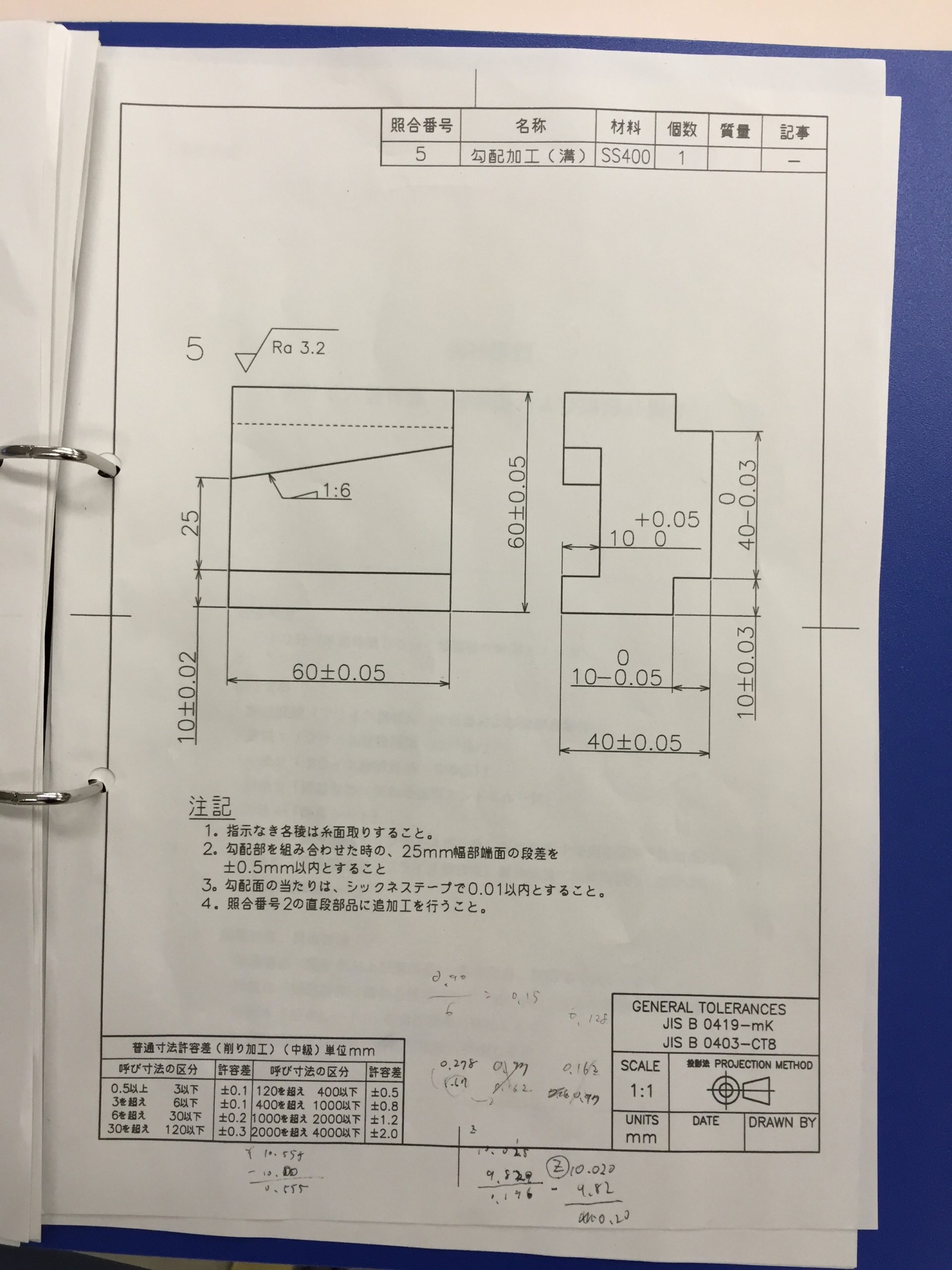
コレです。練習用部品ですね。
まずは溝加工を仕上げる
記事タイトルの関係で、初めに勾配荒加工の方法を書きましたが、
今日は溝加工の仕上げから始めたので、そこから書いていきます。

削りしろ0.2mm残してマイクロメータで測定。
写真はz軸方向を、デプスマイクロメータで測定しています。

切削中・・・
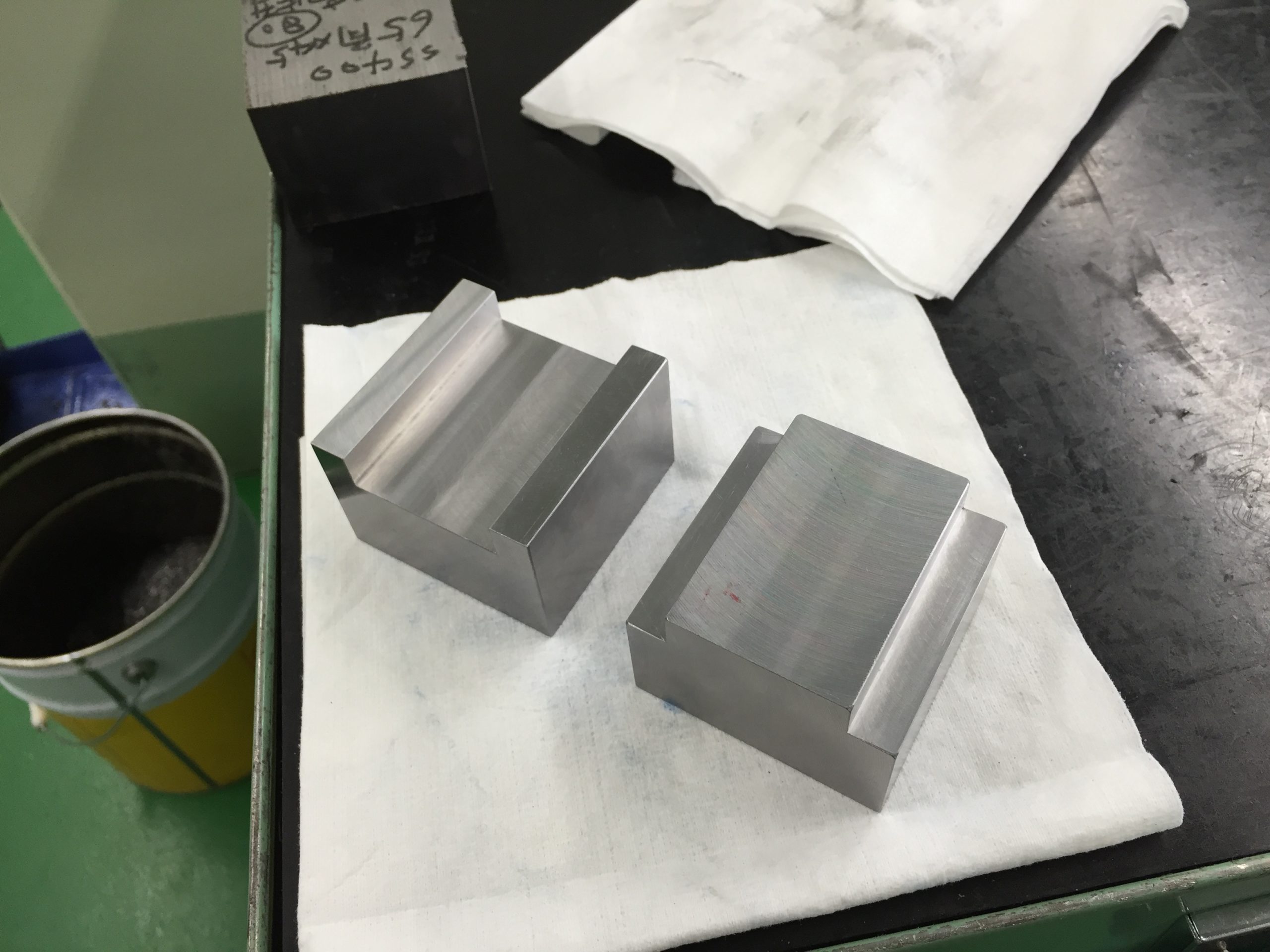
完成!溝はちゃんとすべて公差範囲内に収まりました!
溝と段をあわせてみてもぴったり♪
・・・目視では笑
じつは段の方の部品がz軸方向に1/100mmほど削りすぎているのです。
勾配加工の準備。まずはケガキ!

段、溝のパーツと同様に、直線部分はハイトゲージでけがきます。
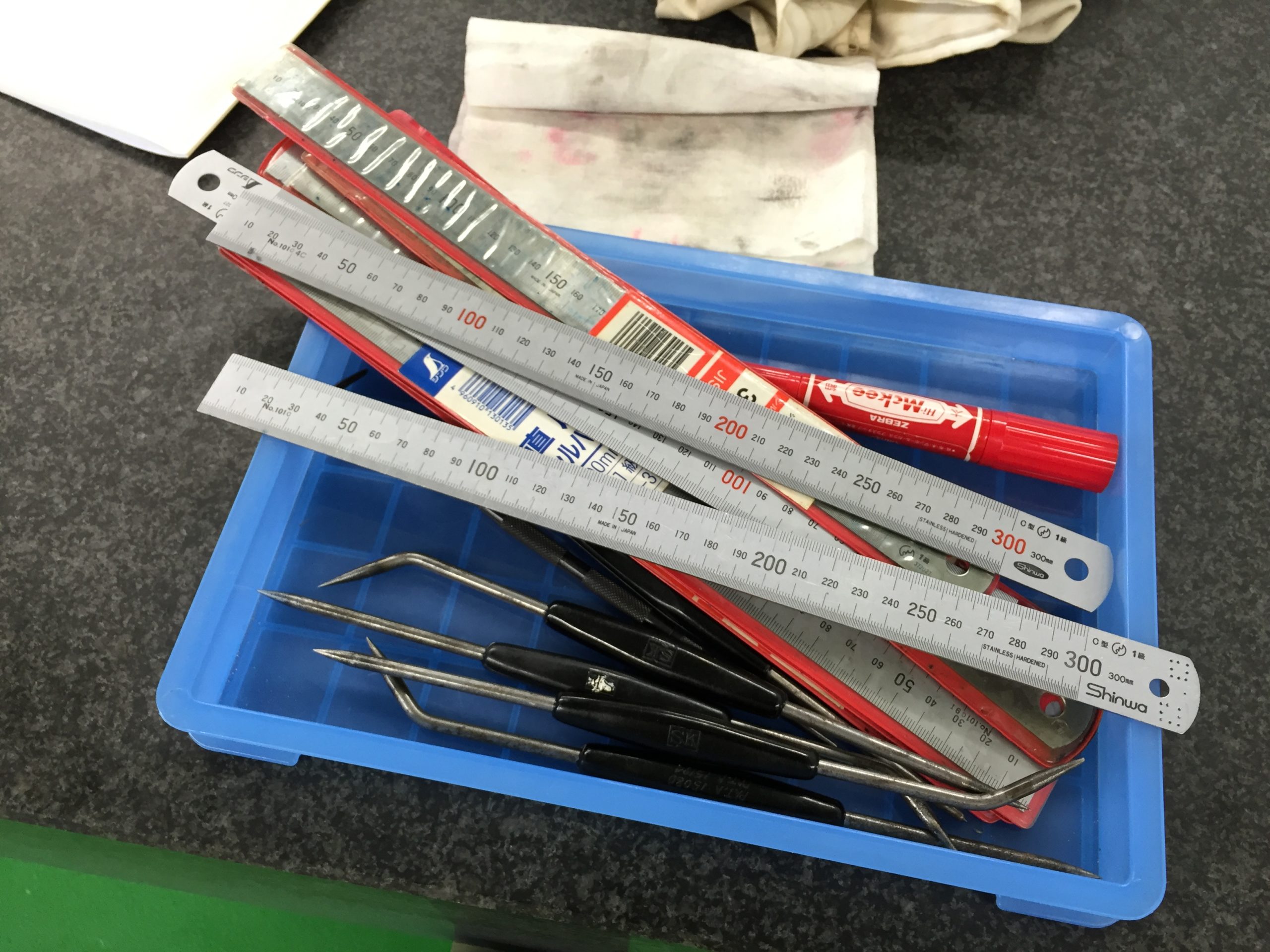
勾配部分はハイトゲージではけがけないので、ハイトゲージでしるしをつけてからスケールとケガキ針でけがき。
こうしてけがきかんりょうしました!
勾配の荒加工・バイスを傾けずに荒加工しました。
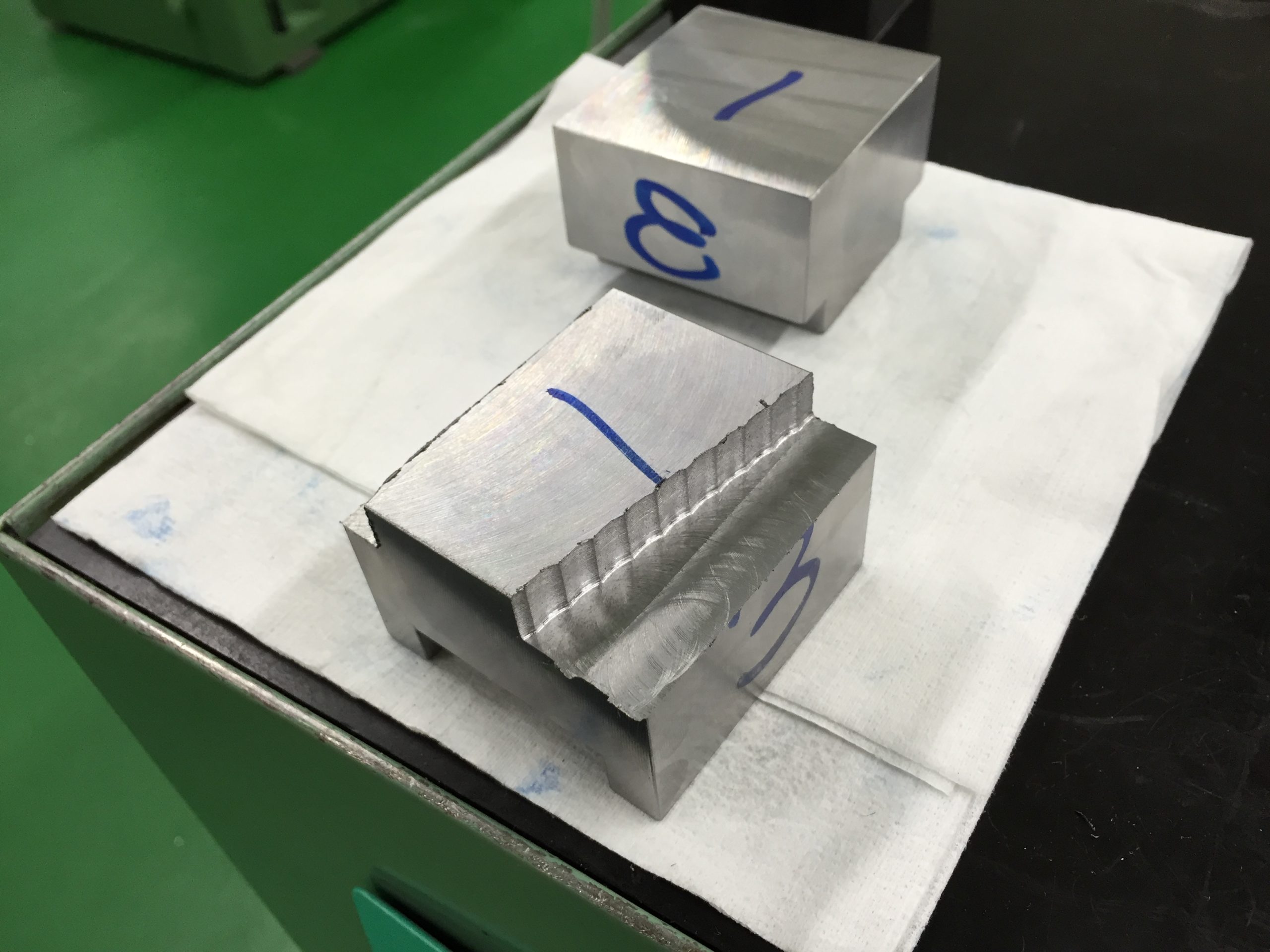
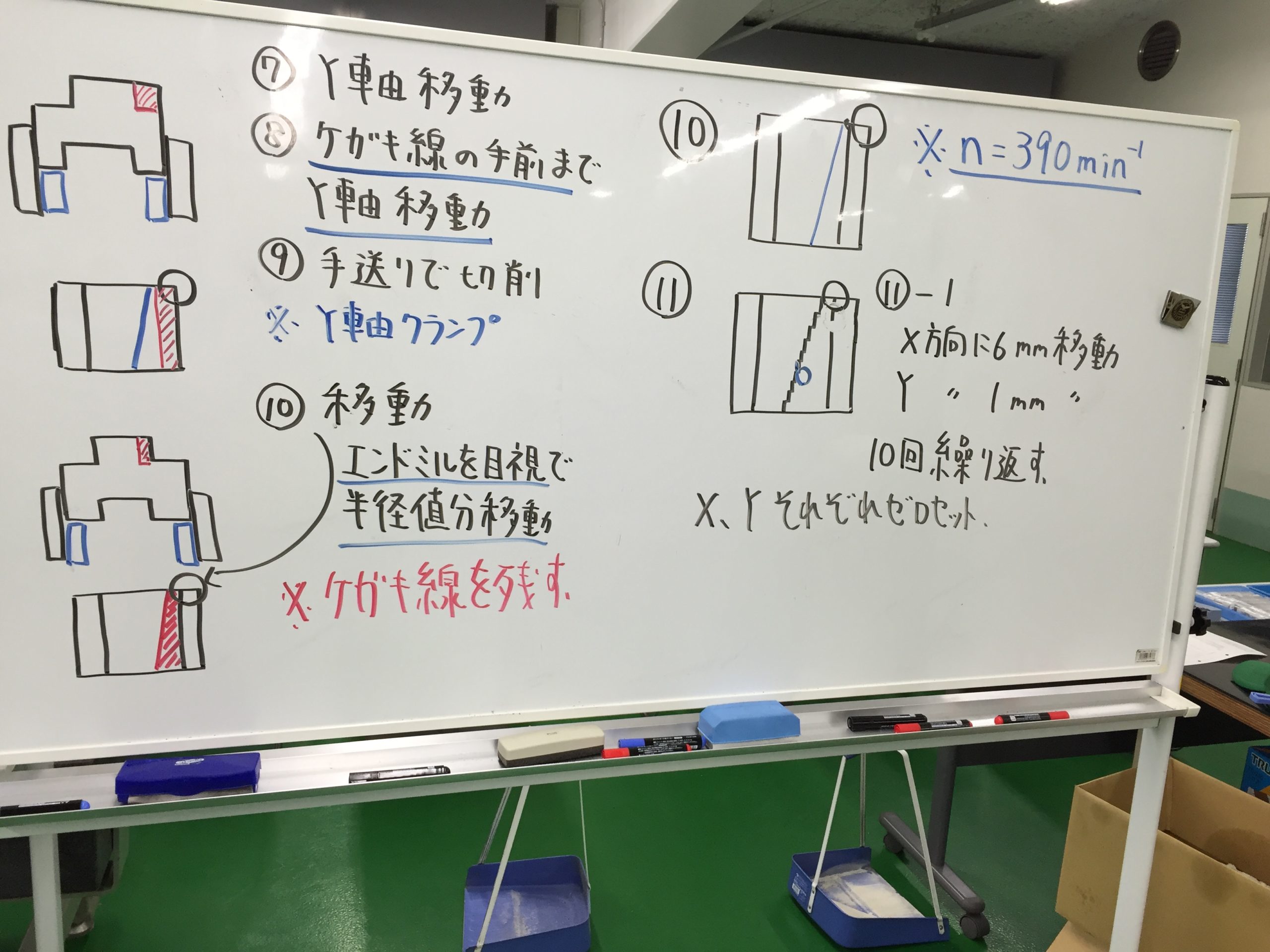
今回作る勾配は1:6の勾配です。縦に1mm進んだら、横に6mm進む勾配ですね。
今回は荒削りをバイスを傾けずに行うので、X軸ハンドルを6mm動かして、Y軸ハンドルを1mm動かす・・・というのを繰り返して勾配を加工しました。
勾配の反対側の段加工でY軸クランプを忘れて、少し外側にズレてしまったのは内緒です。(仕上げで直せるので仕上がりは問題ありません。)
このとき、けがき線の内側に切り込まないように注意!


コメント