






立旋盤とは?
旋盤って、横向きの正面旋盤が通常の形ですよね。
ですが、画像のような縦向きの”立旋盤”もあるんです。
主軸が上向き

画像のように、立て旋盤は主軸が上を向いています。
このことによって大きいワークでもテーブルに物を乗せるように作業することができ、正面旋盤と比べてとても段取りがやりやすくなります。
上から下に削る
通常の正面旋盤は、主に右から左に削っていきます。
一方立旋盤は、主軸が真上を向いているため、上から下に削ります。
動画は立旋盤での削りの様子。
切り込み量12.5mmのかなりの重切削です。
心押台がない
立旋盤は工具が上方向についてるため、心押台はついていません。
芯押しができないため、短いワークに特化した旋盤といえますね。
刃物台がマシニングセンタのように動く
立旋盤は大抵の場合大物加工を前提としているため、多くは門型マシニングセンタのような刃物台をしています。
ですがマシニングセンタと違ってY軸を使わないため、画像のように横方向のみに動くかたちになっています。
芯押し台がない立旋盤だからこそ可能な構造ですね。
立旋盤が得意なこと
普通の旋盤に比べて立旋盤にはどんなメリットがあるのか見ていきましょう。
大物加工
立旋盤は、正面旋盤ではクランプするのが厄介な大きいワークを加工するためにあるといっても過言ではありません。
先述のようにテーブルに置くようにワークの段取りが可能ですし、重力によるX方向の負荷を受けないため安定してクランプすることができます。
動画のものは、立旋盤の中でも特に大きいもの。
最大φ16000(16メートル)のワークまで加工できます。
これより更に大きいものだと直径20メートルのワークを加工できるものもあるということなので驚きです。
いびつなワークの加工


立旋盤の主軸には基本的に面盤が取り付けられています。
その理由の一つは、画像のようないびつなワークでもクランプできるようにするためです。
正面旋盤で重量バランスの取れていないワークを回した際、重力の影響で回るスピードが均一じゃなくなった経験はないでしょうか?(1回転のうち重い箇所を持ち上げるときは遅く、降ろすときは速くなる)
このようなバランスのとれていないワークを正面旋盤で回すのはとても危険で、ウエイトを取り付けるなどしてバランス調整を行うことが必要です。
立旋盤は、このようなバランスのとれていないいびつなワークも得意です。
もちろん立旋盤でもバランス調整は必要ですが、X方向に重力の影響を受けない分、正面旋盤よりも安定してワークを回すことができます。
クランプ力が強く、重切削が得意
芯押しをしない状態であれば、基本的に正面旋盤より立旋盤の方がクランプ力が強くなります。
この理由も重力の影響で、正面旋盤だとワークが外れようとする方向(X マイナス方向)に重力がかかるのに対し、立旋盤ではワークを押さえつけて固定する方向(Zマイナス方向)に重力がかかります。
常に重力という芯押し台でワークが押さえつけられているという状態になるわけです。
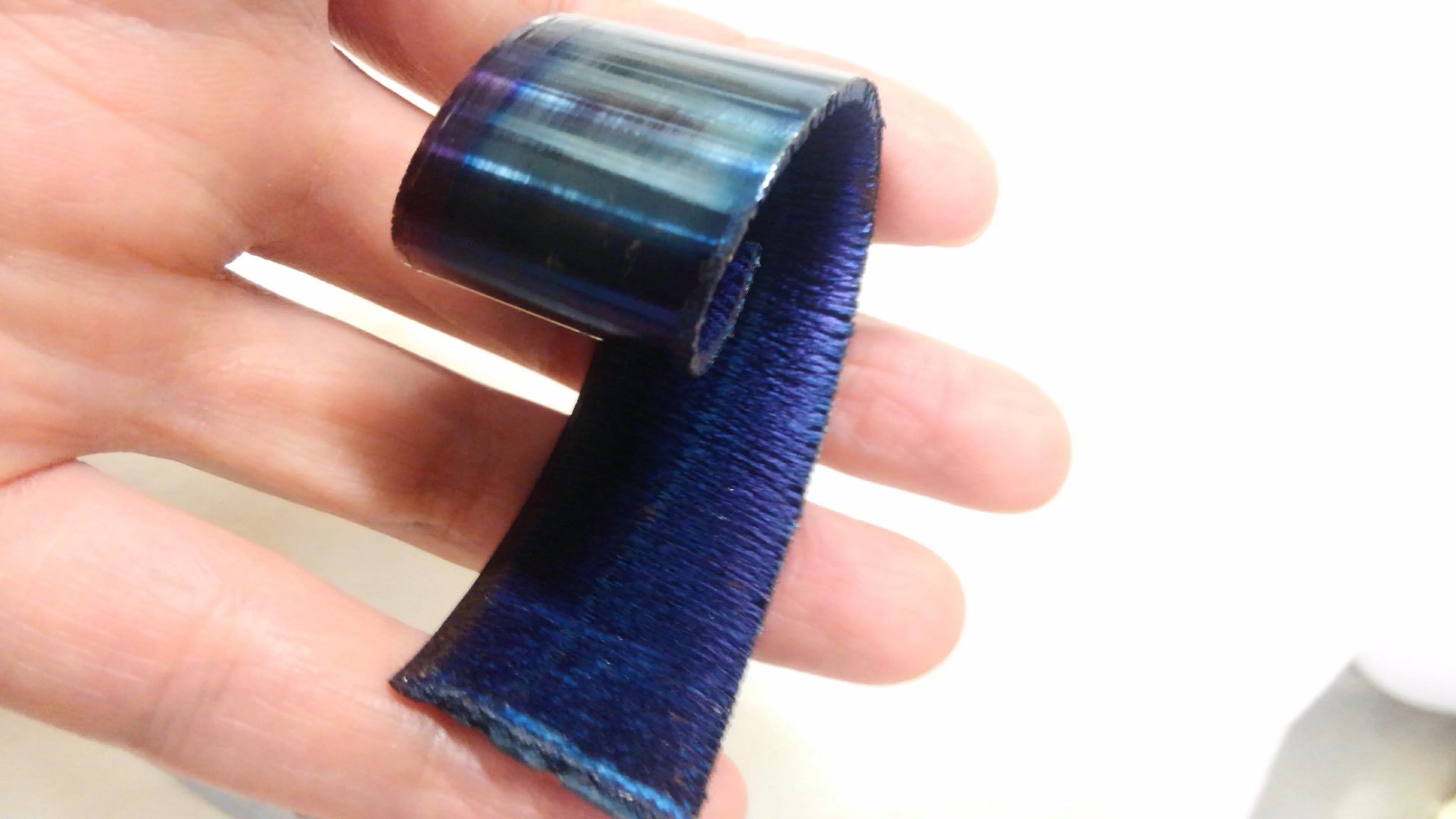
twitter 少 佐さんより提供
なのでこんな大きい切粉がでるような高切り込み量の重切削も可能になります。
それにしてもすごい迫力の切粉ですね。
立旋盤のデメリット
メリットばかりみると、「正面旋盤いらないんじゃ、、、」となってしまいそうですが、立旋盤にはデメリットも多いです。
芯押しできない
立旋盤には先述のように芯押し台がないので、芯押しができません。
細いワークやびびりそうな場面で私もほぼ毎日使う芯押し台ですが、それがないというのはかなりのデメリットですね。
動画は正面旋盤での大物加工です。
動画のような形状のワークだと芯押しできないと加工は厳しいため、正面旋盤の方が向いていますね。
長尺ワークを掴めない
正面旋盤の場合、チャックの中のシリンダーにワークを通すことで、長尺ワークでも突き出し長さを調整して掴むことができます。
立旋盤のスピンドルは基本的にスピンドルの中心部の穴、シリンダーが貫通していません。
なので面盤をつけている場合はもちろんのこと、チャックを取り付けている場合もワークをチャック内に通せる長さはわずかになってしまいます。
芯押しができないということも相まって、長尺ものの加工は難しいと言えます。
切粉のはけが悪い
例えば止まり穴の内径加工や穴あけ加工の際、正面旋盤では切粉が下に落ちていってくれるのに対し、立旋盤では切粉が穴奥に溜まっていってしまいます。
切粉がたまると工具の欠損・過負荷によるクランプの外れ・ワークの傷みなど様々なトラブルが起きてしまうため、切粉の処理を考えた削り方をしなければなりません。
工具の取り替えが遅い
立旋盤はその構造上、NC正面旋盤のようにタレットを備え付けることが難しいです。
マシニングセンタのように主軸に一つのツールを取り付けるようなかたちになるため、ATCがついていない立旋盤はもちろん、ATCがついていたとしても通常のNC旋盤より工具の交換が遅くなってしまい、サイクルタイムが長くなってしまいます。
こちらは工具メーカーSANDVIKから引用した動画です。
このような最新のATCシステムでしたらかなりツール交換は早くなりますが、それでもタレットでのツール交換より遅くなってしまうことがわかります。
数ものに向かない
基本的に立旋盤にはチャックを装着しないので、ワークのクランプや取り外しの際に時間がかかってしまいます。
工具の取替が遅いことも相まって、数物の加工には向かない機械といえます。

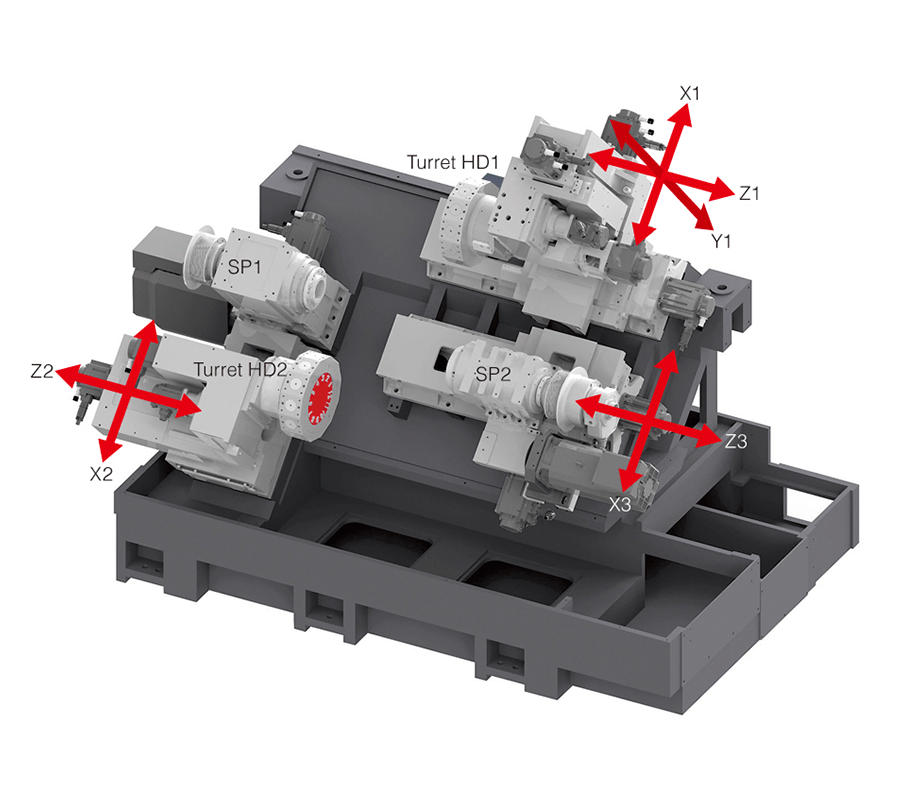
ですがそんな弱点を克服するためにこんな立旋盤もあります。
チャックを装備して4スピンドル、さらに刃物台も2つついています。
こうまでして立旋盤を使わなければならない数物ワークも限られてきそうですが、このような構成でしたらスピーディーに加工できそうですね。
ピエトロカルナギの巨大立旋盤たち






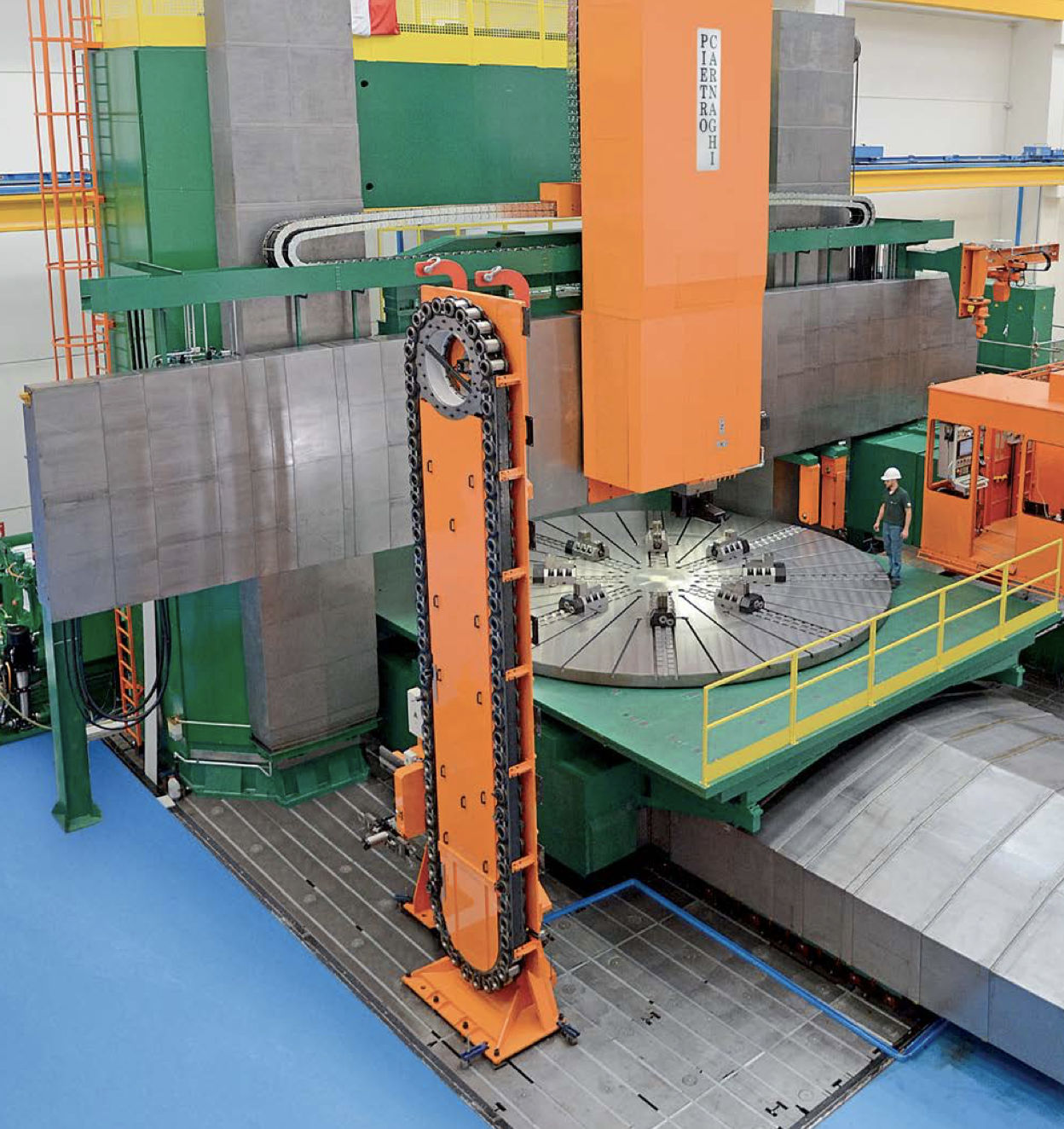
最後に紹介するのはイタリアの大型立旋盤メーカー、ピエトロカルナギの立旋盤です。
画像を見てもらえばわかるのですが、とてもでかい。
いびつなワークでこのスケールの加工が可能なのは立旋盤ならでは。
すごい迫力ですね・・・
コメント