





「ブリョ」ってこんな治具!

ブリョとは振れ止めとも呼ばれ、旋盤に設置する治具の一つで、こういうものです。
画像は、他の旋盤やさんのものをお借りしました。
ブリョには固定ブリョと移動ブリョの2種類があり、移動ブリョについてはこちらの記事で解説しています
(画像 mini-senban.comさんより引用)
左が固定ブリョ、右が移動ブリョです。
旋盤は知っているけどブリョは知らないという方のために、ブリョの目的を説明します。
チャックの穴を通せない大きい棒の端面を加工するための治具
通常、センタを押さなければならないような長いワークの場合、
旋盤のチャックの穴を通して、通しでつかんで端面を引きますね。
しかし、旋盤のチャックの穴よりも大きいワークだと困りますよね。
長くて大きい棒材を、その端だけつかんでブン回すなんて、とてもできません。
その場合に、画像のようなブリョで受けて端面を加工します。

(↑画像eco-stream .boyさんより引用)
このようなイメージです。
固定ブリョの使い方

(↑画像 オークフリーさんより引用)
私の勤務先にあるのは画像のような開閉できるタイプですので、このタイプとして説明していきます。
ブリョを摺動面に設置する
固定ブリョは、摺動面に置いて使います。
まず、ワークを掴む前に固定ブリョを設置します。
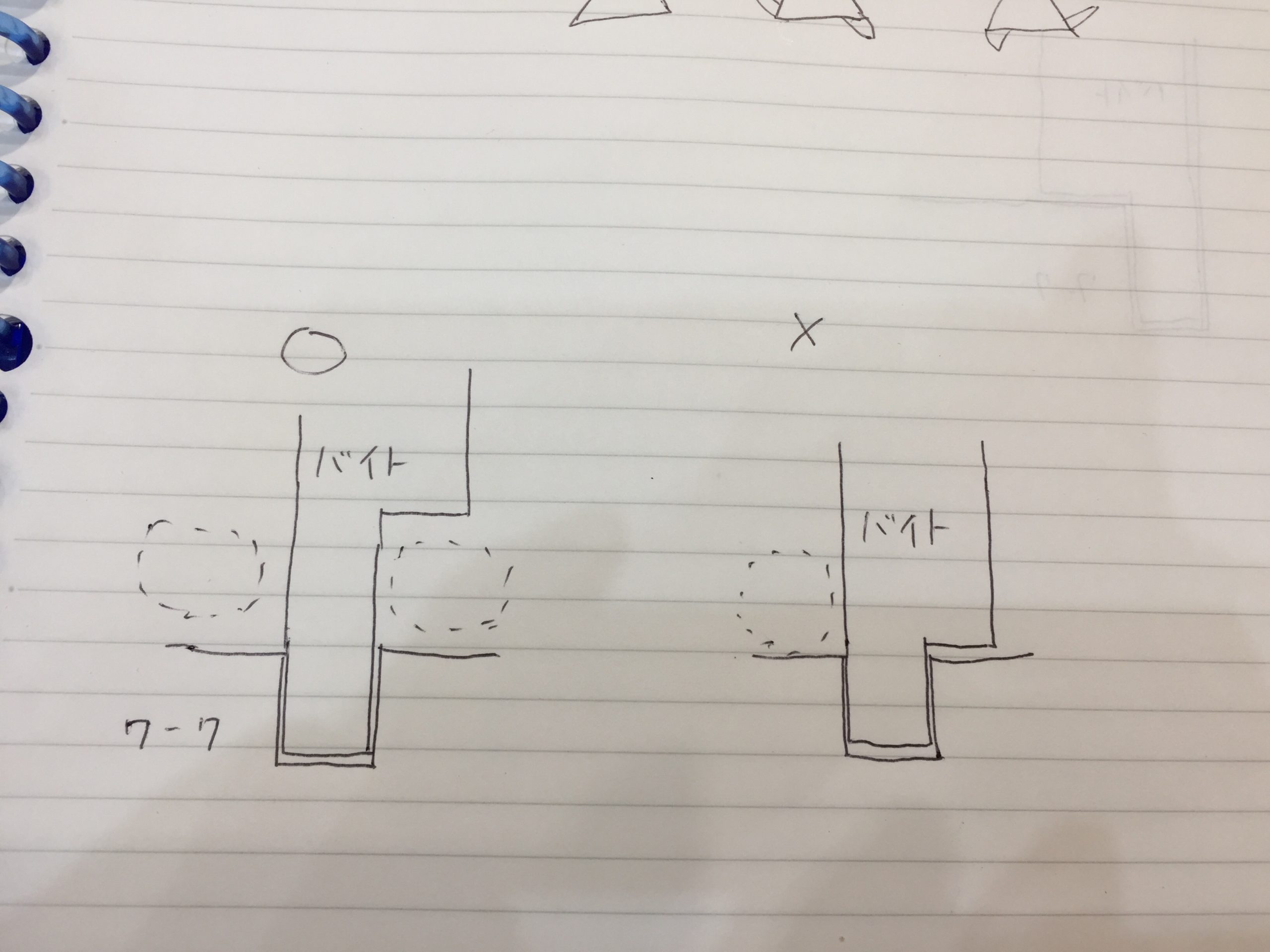
このときに端面を削りたいので、刃物台の左側に固定ブリョを置くようにしましょう。
そして固定ボルトを締めて摺動面に固定します。
この固定ボルト、締め忘れやすいので注意してください。ブリョは比較的重いので動かないと思いがちですが、固定ボルトを締めていないとワークの回転に乗って動いてしまいます。
ワークをつかんで芯出し
そして固定ブリョを開いておき、ワークをチャックに掴んで芯出しを行います。
芯出しが完了したら、ブリョを閉め(このときブリョの開閉のねじはまだ締めません)、下側2つの丸棒を動かし、ワークに軽く当ててやります。
その後、上側の丸棒をワークに当て、ブリョが1mm開くくらいさらに丸棒を出してやります。
その後、ブリョの開閉ネジをかる~く締めて準備完了です。このとき開閉ネジを締めすぎると真鍮棒の圧がかかりすぎてしまい、負荷がかかる原因になります。
なお、勤務先では真鍮棒ではなくベアリングに改造されています。ベアリングにすることで、固定ブリョとワークの間の摩擦が少なくなり、チャックからワークが動いてしまうのを防ぐことができます。
ベアリングの場合でもそうですが、少しでも摩擦を少なくするために、ワークとブリョの間に油をさしてやりましょう。
芯振れは要チェック!
その後、ブリョで支えている部分の芯がでているかもう一度確認しましょう。
ブリョの芯振れは本当に危険で、芯振れが起きている分徐々にワークが爪から動いていき、最終的にはワークがはずれてしまいます。
ブリョを使うワークは大きい場合が多いので、外れてしまうと大事になります。
回転数を上げてもワークが外れる原因になりますので、理由がない限りは回転数は低めに設定しましょう。
加工の手順はこちら
ワークの外径と端面を削る加工の場合、以下のような手順となります。
①まず、芯だしを行い、センタ穴をあけます。
②浅くくわえ直して芯押しします。
③外径を加工します。
④ブリョで受け、端面を加工します。
⑤反対向きにし、端面を加工します。
以上! やってみれば簡単です。
ただ、これだけ大きいものを回すのは非常に怖いです。
外径加工時は、センタが外れないように、細心の注意をはらいましょう。

コメント
振れ止めとは違うんですか?
解説していただけたら嬉しいです。
コメントありがとうございます。
ブリョは要するに振れ止めのことです。NC旋盤では高価なオプションになるので、このような加工が手軽にできるのは汎用旋盤のメリットですね。