

これがハードスカイビング加工です。
スゴい動画ですよね。中村留の専務取締役さんから直々に動画掲載の許可をいただきました!!
Twitterで初めて動画を見たときはその迫力に圧倒されて即リツイートしてしまいました。




HRC62の硬さをV300のF0.5で削る!?!?
ハードスカイビング加工ですので、硬い金属を削っています。
動画で削っているのは焼きの入ったSCM415で、HRC62ですので、なんとハイスと同じくらいの硬さです。
そんなに硬い金属を、V300のF0.5で削れるのだから驚きです。
その条件で断続切削!?!?
わかりにくいですが、動画で削っているワークのの3段目、一番太いところはキー溝のようなスリットが入っており、断続切削になっています。
この硬さなのに断続でも同じ切削条件で削れていることに本当に驚きです!
表面粗さは研磨クラス!?!?
硬い材料を切削加工で速く仕上げられるだけではありません。
f0.5mm/revで送っているのにもかかわらず、その仕上げ面の表面粗さはなんとRz2〜3!
もはや粗研磨レベルです。
通常の旋削であればノーズR0.2mmのチップでf0.1mm/revで送っても理論値Rz6.25ですから、いかにきれいに仕上がっているかがわかります。
f0.5mm/revでこれですから、厳しい表面粗さを求められている場合でも送り速度を落とせば研磨工程を省くくらいわけなさそうです。
研磨いりませんね。
ハードスカイビングってどんな削り方なの?
T字カミソリで回転している丸棒を剥いているイメージ

動画では一瞬で削っているので、何が起きているのかよく分かりませんよね。
ハードスカイビングの削り方は、T字カミソリで回転している丸棒を剥いているイメージです。
工具の違い
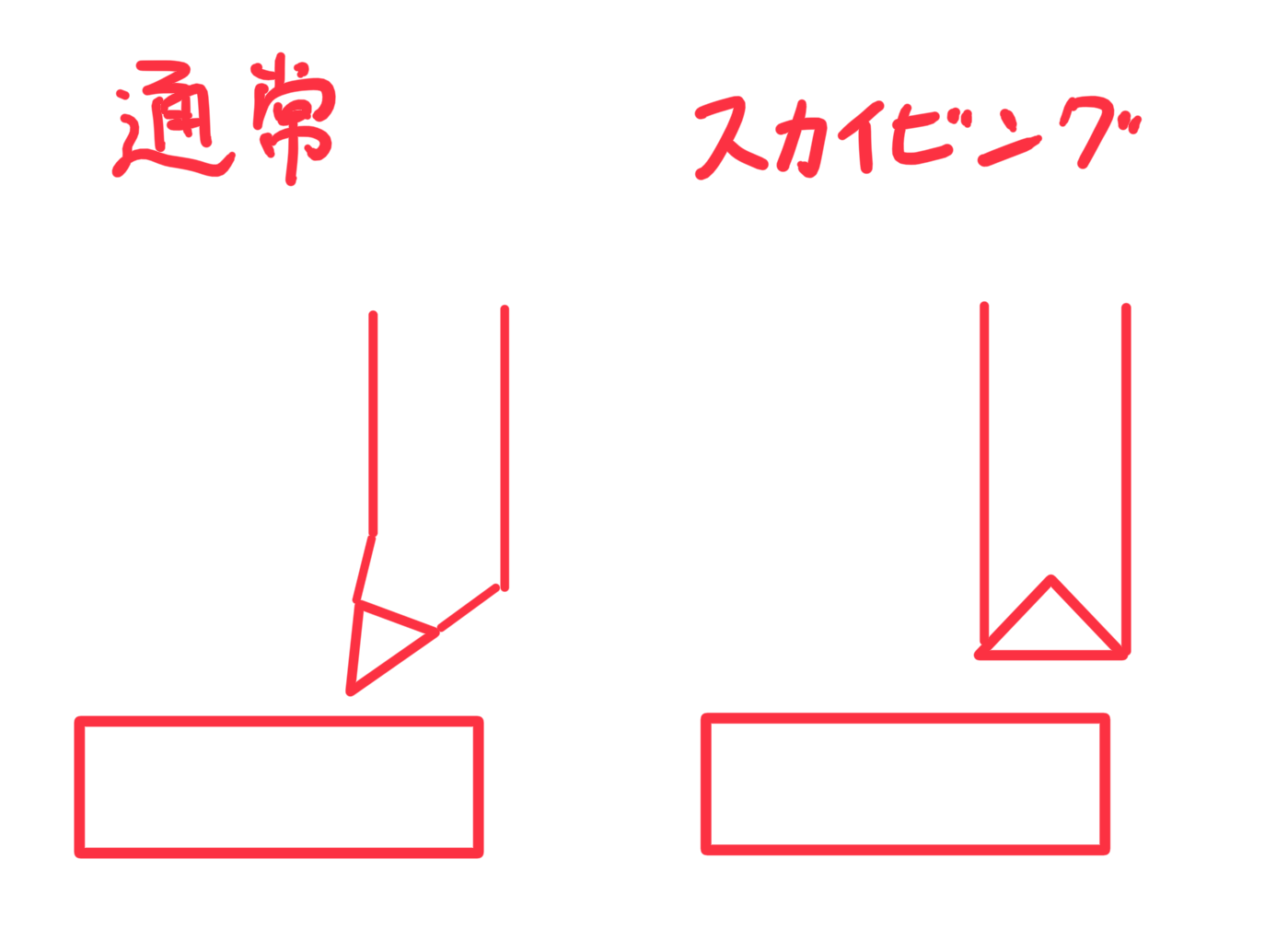
まずは工具の形状を見てみましょう。
上から見ると、ハードスカイビング用の工具は上図のように真っ平らな形状をしています。
この図だけ見ると、スカイビングの工具はワークに全面でぶつかってしまいそうですが、大きく刃物が傾いて取り付けられているため、下図のように点でワークにあたります。
工具はこんなふうに動いてます
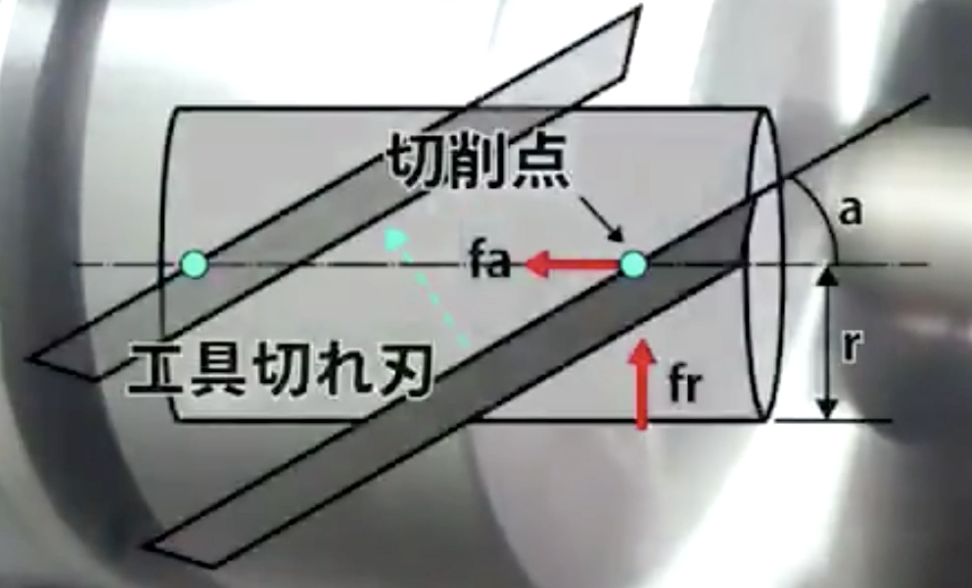
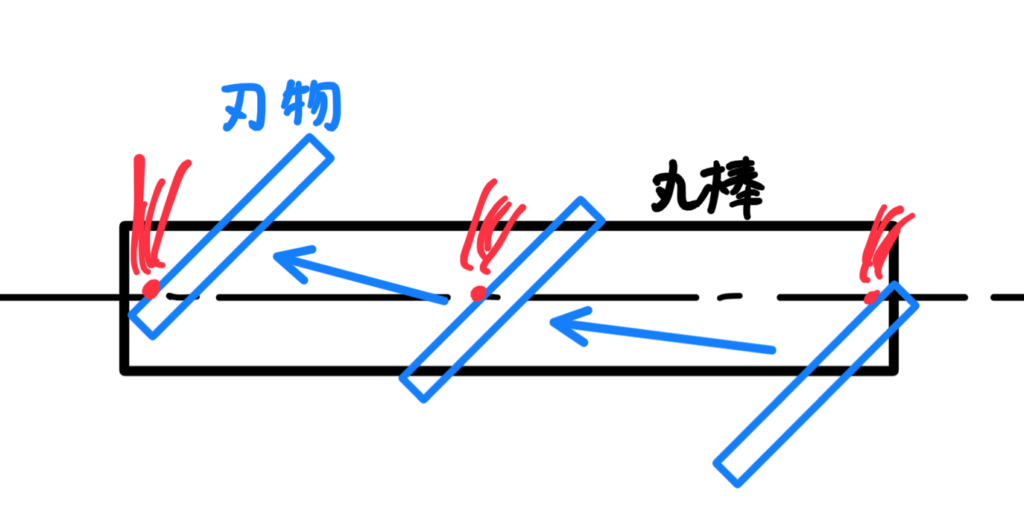
刃物の動き方を絵に書いてみました。
図のように斜めに傾けたT時カミソリを、斜めに動かしているイメージです。
削りながらY軸が動くことで切削点が移動し、工具の傷みを刃先の線全体に分散させることができます。
このおかげで動画のような激しい加工にも刃物が耐えられるんですね。
こんな機械で削ってます!

動画で使われている機械は中村留のWT-250Ⅱというターニングセンタです!
普通のNC旋盤しか使っていない私にとっては、スピンドルが2つでタレットも2つ、なおかつM付きなんて異次元の世界。
非常にカッコいい機械ですね。
ハードスカイビング加工には専用機は必要なく、Y軸が動けば可能なようです!
ハードスカイビング加工の弱点
仕上げ加工においてはかなり使えそうなハードスカイビングですが、万能とも言えないところがあります。
端面は削れない?
ハードスカイビングは、その性質上円筒外径しか削れなさそうです。
垂直面でやろうとすると刃先全体が当たってしまうため、端面加工は難しいのではないでしょうか。
逃がしが必要?
刃物の形状から、角を削るのは苦手そうです。
動画でも逃がしが入っていることから、逃がしは必須になるかと思います。
とはいえこれらのデメリットがあったとしても、研磨工程を省けるのはかなり大きいメリットですので、実用の価値は十分にあると思います!
中村留からハードスカイビングの動画をもう一本!
もう一本動画の掲載許可をいただきました。
盛炎のうねりが機械の中を渦巻く様子はまさに炎の呼吸。
何度見ても飽きませんね。
森精機のハードスカイビング
森精機もYoutubeにハードスカイビング加工の動画をあげています。
こちらは端面を削っているように見えますが、よく見るとテーパーになっているため外径切削です!
f0.3mm/revでRz0.1。やはりハードスカイビングはすごいですね!

コメント