
今回もマシニングセンタプログラムを練習していきましょう。
前回の練習はこちら↓





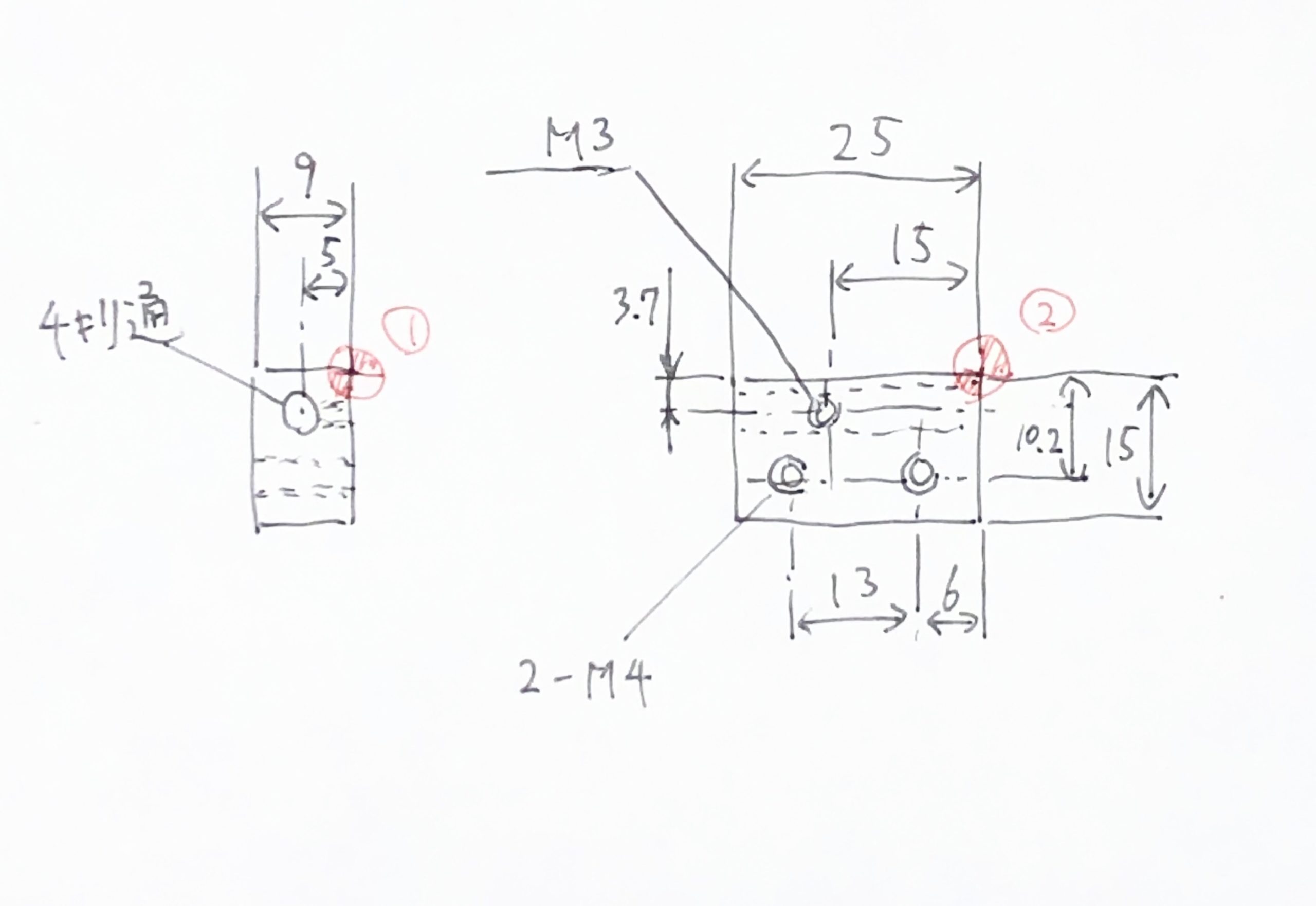
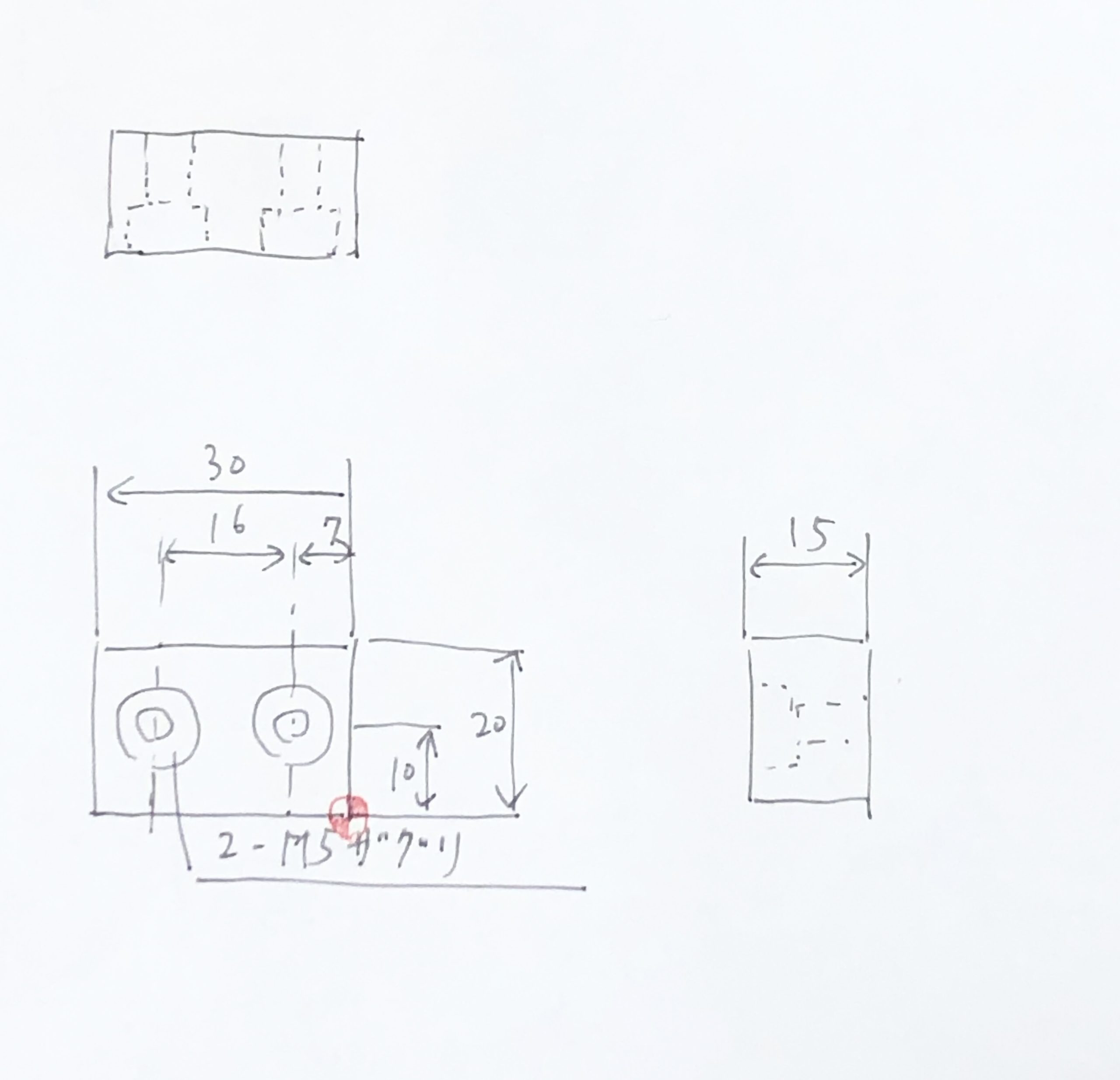
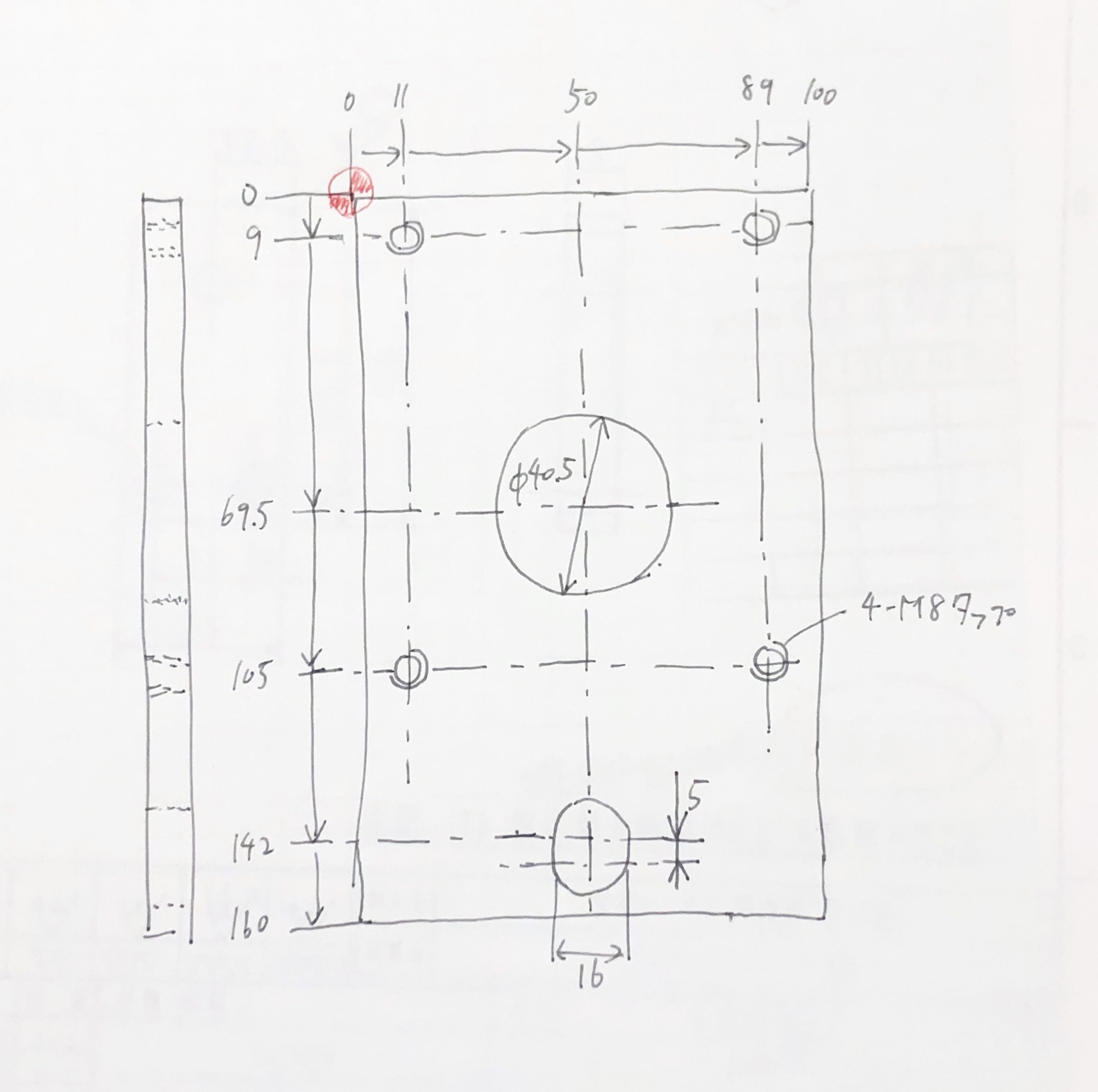
図面
材料
SS400 6F材
加工順序
この部品は2工程です。
図面に書いたとおり、4キリが1工程目。そしてその他が2工程目です。
なぜこの順番なのかというと、M3がポイントです。
先にM3を開けてしまうと、4キリが曲がってしまうため、必ずこの順番で行います。
使用工具
T1 センタドリル
T23 4キリ
T9 3.4キリ
T15 M4タップ
T21 2.5キリ
プログラム
1工程目(4キリ穴あけ)
N1(芯もみ)
G15H2
T1M6
G90G0X0Y0T23
G56H1Z100
S1800M3
M8
NCYL G81Z-1.5R2F60
CALL O1
M9
G0Z100M5
N2(4キリ穴あけ)
T23M6
G90G0X0Y0T1
G56H23Z100
S1200M3
M8
NCYL G83Z-28R2Q1F100
CALL O1
M9
G0Z100M5
Y155
M2
O1
X-5Y-3.7
RTS
2工程目M3タップ下穴とM4タップ
2工程目のプログラムについて、M3のタップは下穴だけにしています。M3タッピングのプログラムを作らないのは、それをボール盤で行なうからです。
M3のタッピングの際はタップが折れやすいため、ボール盤で行なうのが安全です。
N1(芯もみ)
G15H2
T1M6
G90G0X0Y0T9
G56H1Z100
S1800M3
M8
NCYL G81Z-1.3R2F60
CALL O1
CALL O2
M9
G0Z100M5
N2(3.4キリ穴あけ)
T9M6
G90G0X0Y0T15
G56H9Z100
S1400M3
M8
NCYL G73Z-13R2F100
CALL O1
M9
G0Z100M5
N3(M4タップ)
T15M6
G90G0X0Y0T21
G56H15Z100
S200M3
M8
NCYL G84Z-10R5P0.5F140
CALL O1
M9
G0Z100M5
N4(2.5キリ)
T21M6
G90G0X0Y0T1
G56H21Z100
S1600M3
M8
NCYL G73Z-5R2Q0.5F90
CALL O2
M9
G0Z100M5
Y155
M2
O1(M4タップ)
X-19Y-10.2
X-6
RTS
O2(M3タップ部)
X-15Y-3.7
RTS
ポイント
G83の深穴あけサイクル
今回はG83の深穴あけサイクルを使っています。そのプログラムは、1工程目の4キリで使ったこちら
NCYL G83Z-28R2Q1F100
指示の意味はこんなかんじ
- Z:穴の終点のZ座標
- R:削り始めるZ座標(R点)
- Q:何mmごとにステップを入れるか
- F:送り速度
このようにG83は、Qで指定した距離ごとにR点まで戻りながら穴あけを行ってくれます。
つまり今回でいうと、Z2から削りはじめ、Z1まで削ってZ2へ戻る、Z0まで削ってZ2へ戻る、Z−1まで削ってZ2へ戻る、Z-2まで削ってZ2へ戻る・・・といった動きになります。
穴を削り進める度に引き抜いてくれるため、深い穴でも切粉がつまることなく安定して穴を開けることができます。
深い穴を開ける際に便利ですよ(^^
コメント