


雑誌「機械技術」2月号は、「高難度加工を実現する切削工具活用ガイド」という特集が組まれています!
様々な工具が掲載されており、とても楽しく読めました。
本記事では、掲載されている多数の工具のうち、面白かったものを3点ご紹介しました!




ゼロバリ ㈱ギケン
ゼロバリとは、なんとバリが出ないドリルです。
センタドリル、ドリル、リーマの3種類の工具が1つになった夢のようなドリルです。
機械技術2月号では、樹脂や炭素繊維に使用される「ゼロバリファイバー」が紹介されていましたが、本サイトは金属加工専門のサイトですので、金属加工用のゼロバリについてご紹介します。
画像は全て㈱ギケン様公式サイトより引用しています。
アルミ・樹脂用のゼロバリ


まずはアルミ用のゼロバリです。本当にバリが出ていないですね!
寸法精度もH7あけられ、もみつけも不要ということでかなり効率化されそうです。
特にアルミ用 では刃持ちも良さそうなので、実用性も高そうですね。
鋼材用のゼロバリ


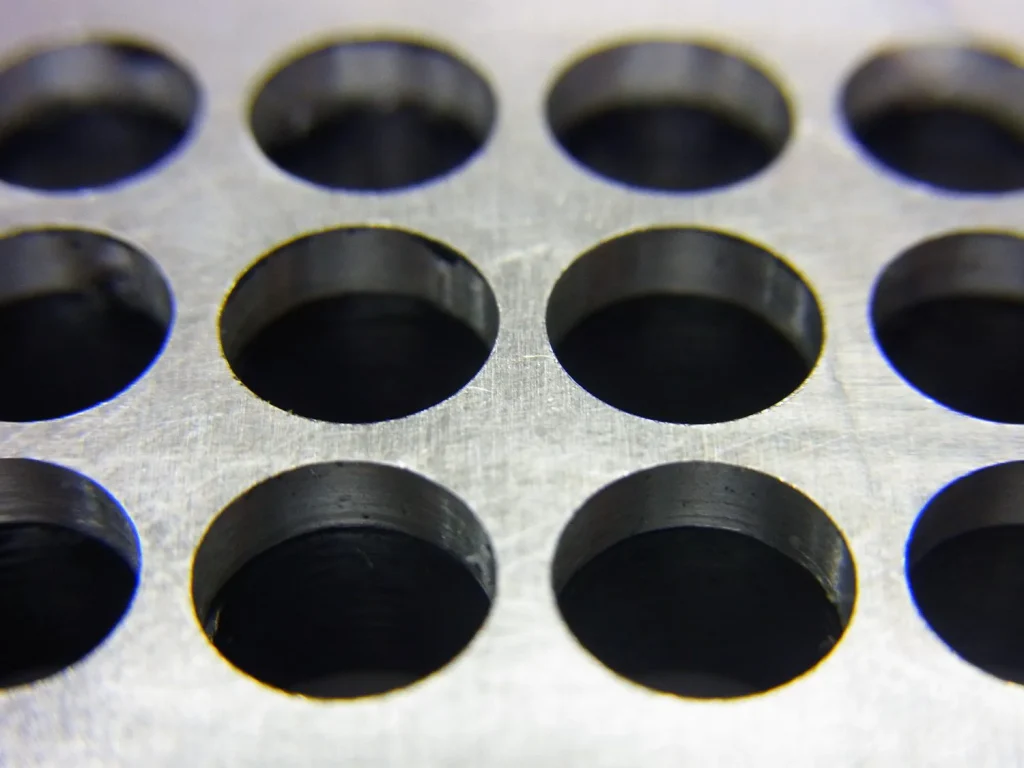
こちらは鋼材用のゼロバリです。
なんと、S50CやSCMでも本当にバリが出ていません。驚きですね。
驚愕!!チタン・ステン用のゼロバリ

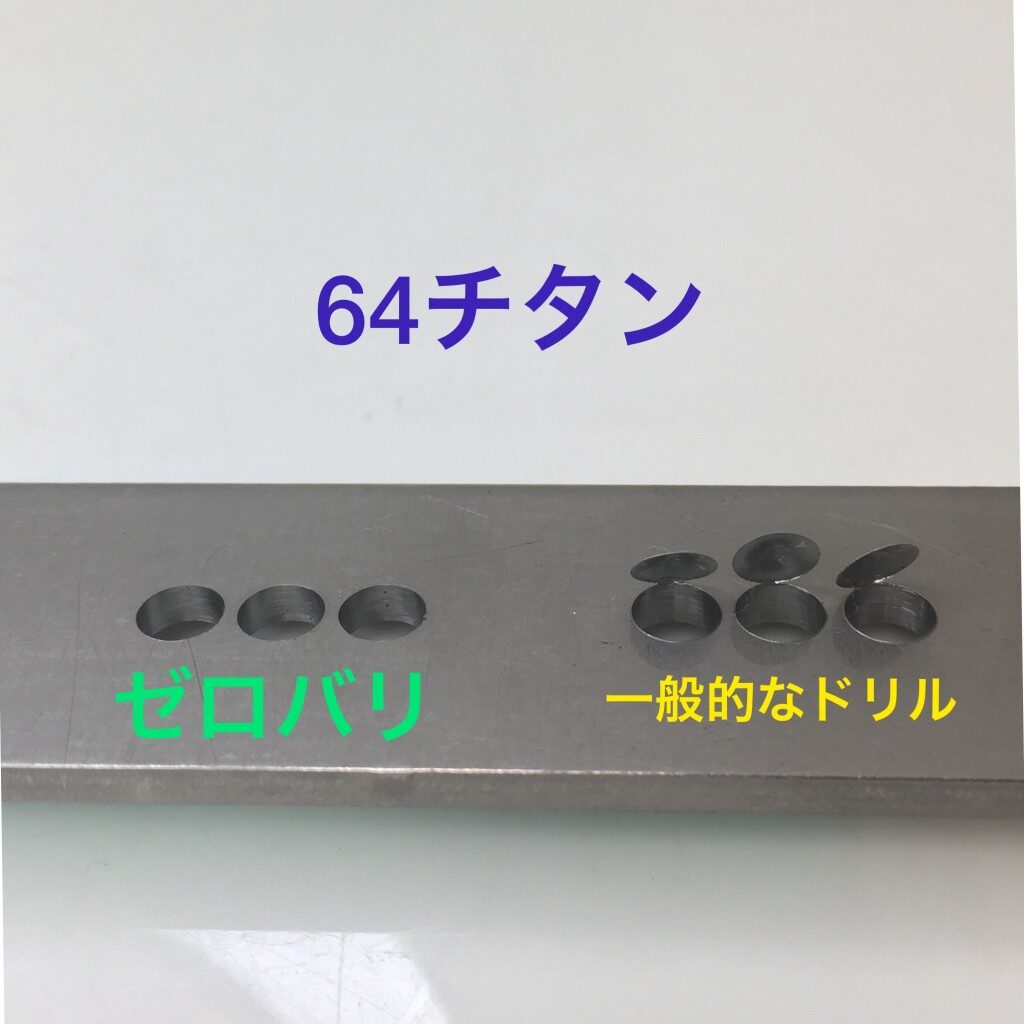
なんとゼロバリにはチタン・ステンレス用もラインナップされていました!
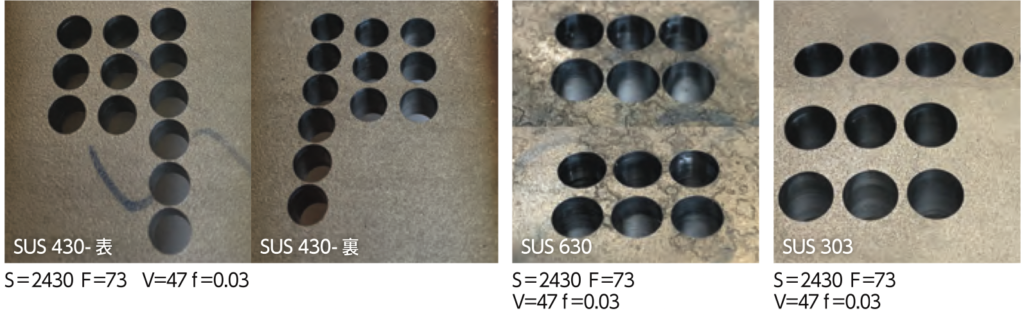
画像を見ると、たしかにチタンやステンレスでバリなく加工されています。
ただステンレスの加工画像の中に、SUS304がありませんでしたので、さすがにそのレベルの難削材になってくるとバリなしでの加工は難しいのだと思われます。
ゼロバリはメーカーでの再研磨が必要
ですが、ゼロバリにもデメリットがあります。
ゼロバリは、そのコーティングと切れ味があって初めてバリなしの加工を行うことができます。
そのため 寿命を迎えて刃物が切れなくなってくると、バリが出てきますので再研磨が必要です。
それも、切れ味やコーティングがメーカー独自のものが施されているため、メーカーに再研磨をお願いする必要があります。
センタードリル、ドリル、リーマと複数種の工具を使うのと比べてどうしてもコストパフォーマンスが悪くなってしまうため、 特に鋼材用、ステンレス用のゼロバリは使いどころを選ぶ商品ですね。
とはいえバリが出ない精度穴を一発で加工できるメリットは大きく、うまく使えばかなり効率的な加工ができそうです。
OSGのインデキサブルフラットドリル PDZシリーズ!

OSGから発売したインデキサブルドリルです。
Uドリル、ツイストドリル、マジックドリルといった呼び方もありますね。

Uドリルの素晴らしさについては以前こちらの記事で語っています。
加工底面がフラット
このOSGのUドリル、加工底面がフラットになることが特徴になっています。
そのためザグリなどまっすぐな端面が必要な止まり穴加工にも活用できます。
工具長が2L/Dしかないのには理由がある!
そしてこのPDZシリーズのドリル、2L/Dのものしかラインナップされていません。
それはなぜかというと、このドリルが工程集約に特化したものだからです。
こちらのプロモーション動画をご覧ください。
通常の穴あけ加工だけでなく、内径加工(ボーリング加工、穴ぐり加工)まで同じ工具で行っています。
実はこれ、通常のUドリルでも可能なのですが、段付きの形状ができませんでした。
その理由がチップ形状です。
チップ形状が段加工も可能にしている


一般的なUドリルと比較してみるとわかりますが、通常Uドリルは刃先の外側が少し引っ込んでいるのに対し、OSGのPDZシリーズは刃先がほとんどフラットです。
これによって、旋盤で内径の段加工が可能になります。
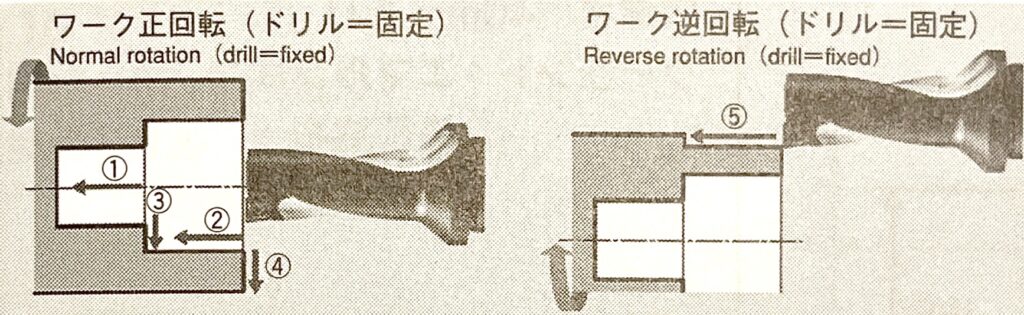
通常のUドリルだと、この方法は貫通穴にしか使えません。 チップ形状により段形状が直角にならないからです。
PDZシリーズのような形状だと、図のように穴あけから内径、外径加工をそのまま行うといった工程集約が可能になります。
穴あけ有効長が2Dと短めになっているのも、工程集約を見据えた工具だからです。
内径バイトを新たにつけなくて良いのは私のような単品もの屋の加工技術者にとってもありがたいですね。
公差の入った立壁をゼロカットなしで一発仕上げ!MOLDINO:アルファポリッシュミルVタイプ

次にご紹介するのは、MOLDINOのアルファポリッシュミルVタイプ
立壁の仕上げ加工用カッタです。
こちらの公式YouTube動画を見ると、その性能がわかりやすいです!
立壁の仕上げ加工が得意
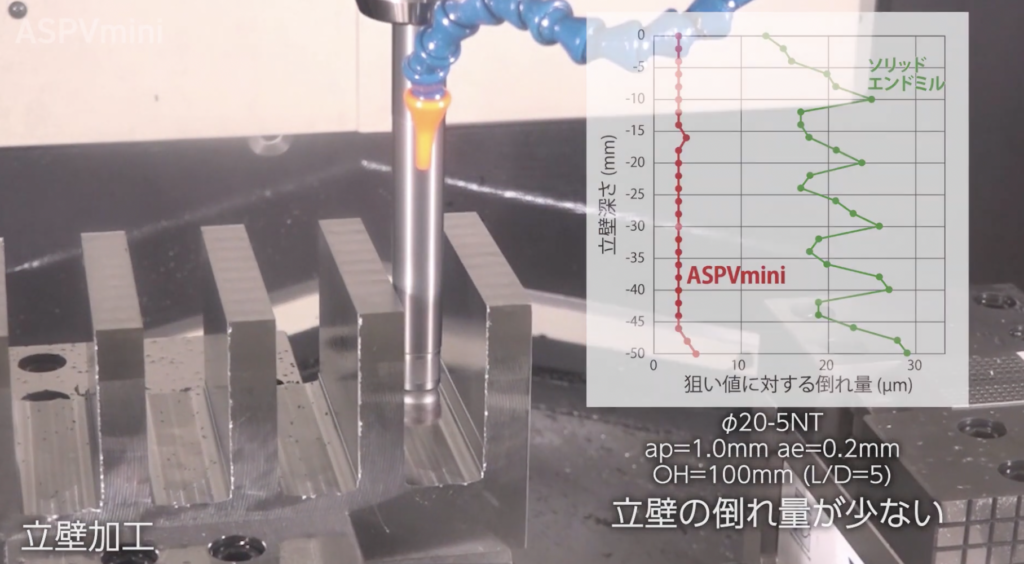
通常、立壁の加工はエンドミルを使って行ないますよね。
このような深い立壁に、0~+0.015の公差が入っていた場合、エンドミルを使うと倒れが発生するため、何度も何度もゼロカットを行って立壁を垂直にしなければなりませんよね。
それを一発で仕上げられる性能を持っているのがこの工具です。
雑誌、機械技術に掲載されていた例ではφ20の突き出し量136(L/D=6.8)で、80もの深さのポケットを、一発でこの交差(0~+0.015)に入れています。(一発でといっても、中荒、中仕上げ、仕上げの3段階で加工しています)
何度もエンドミルでゼロカットを行ない、時間がかかった結果かなり摩耗させてしまった・・・ということになるくらいだったら、この工具を使ったほうが良さそうです。
突き加工を駆使することでL/D8以上も仕上げ可能
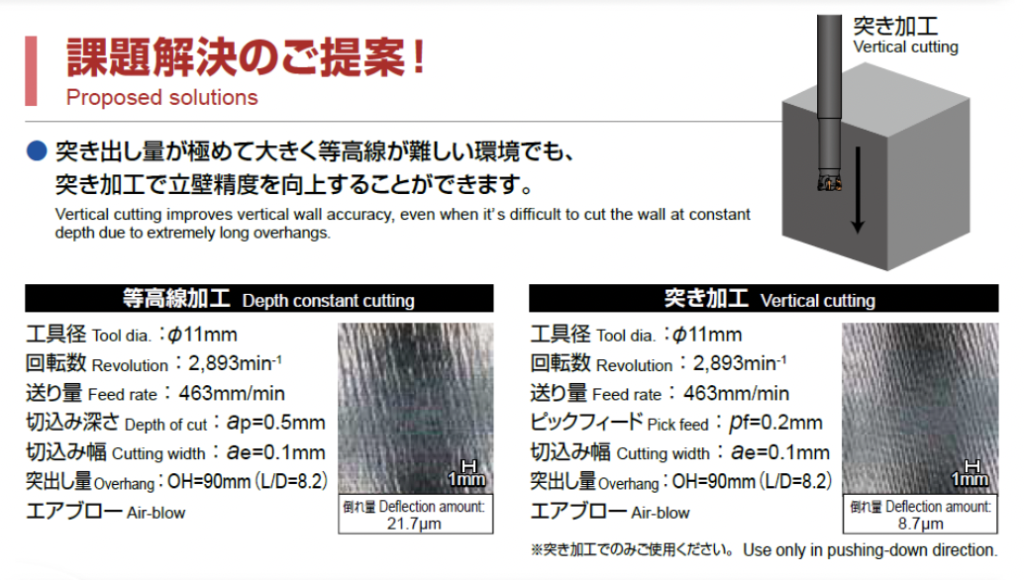
突き加工を行うことによって、さらに深部でも垂直の立壁を加工できるそうです。
なんと8L/D以上も可能なのだそう。
このレベルになるとエンドミルでは厳しいので、この工具の選択肢を知っておくと役に立つかもしれませんね。
機械技術2月号、他にも面白い工具が満載!
本記事では機械技術2月号から面白かった工具を3つご紹介しました。
他にも多数の工具がとりあげられており、大変おもしろいです。
気になった方はぜひ読んでみてください(^^


コメント