
今回もマシニングセンタプログラムの練習をしていきます。
前回の練習はこちら↓
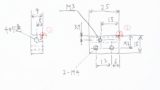




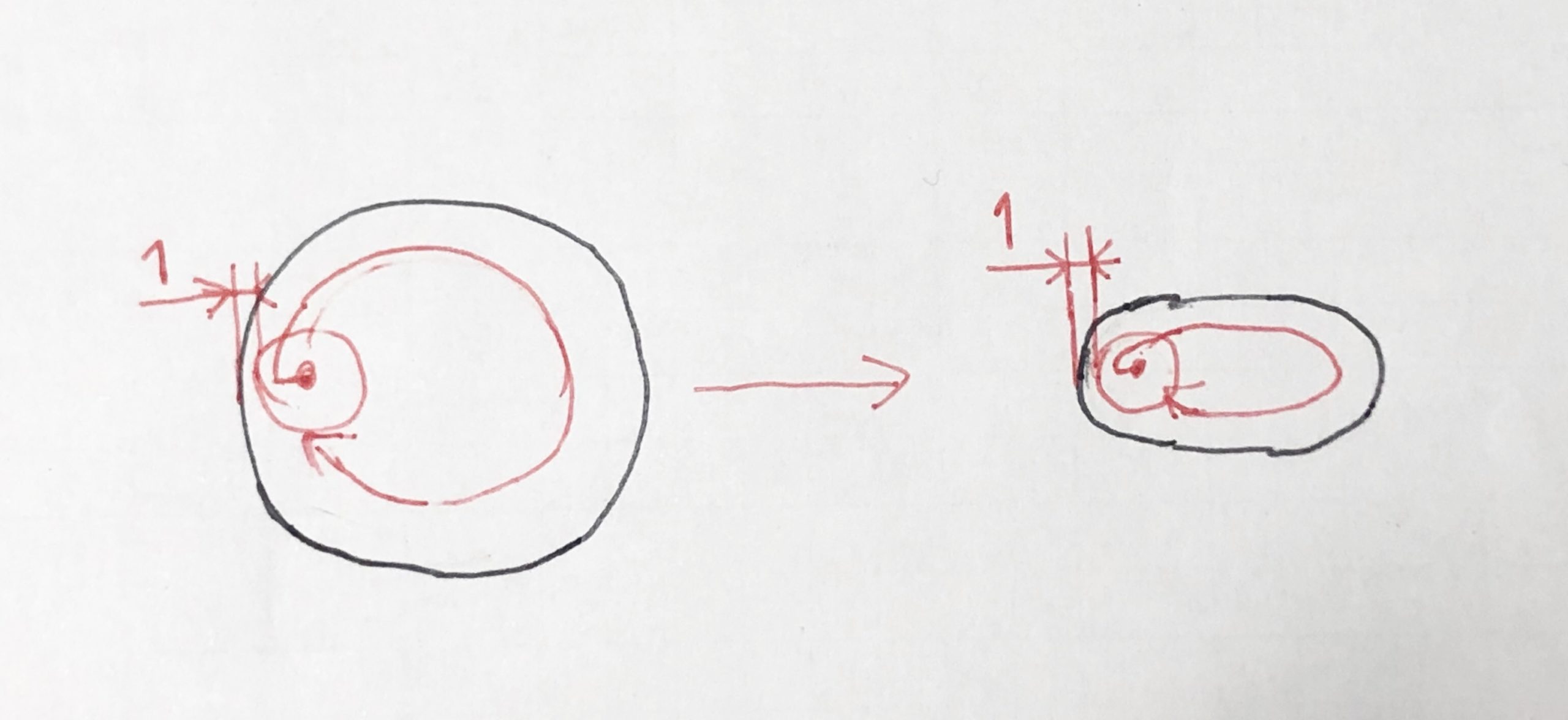
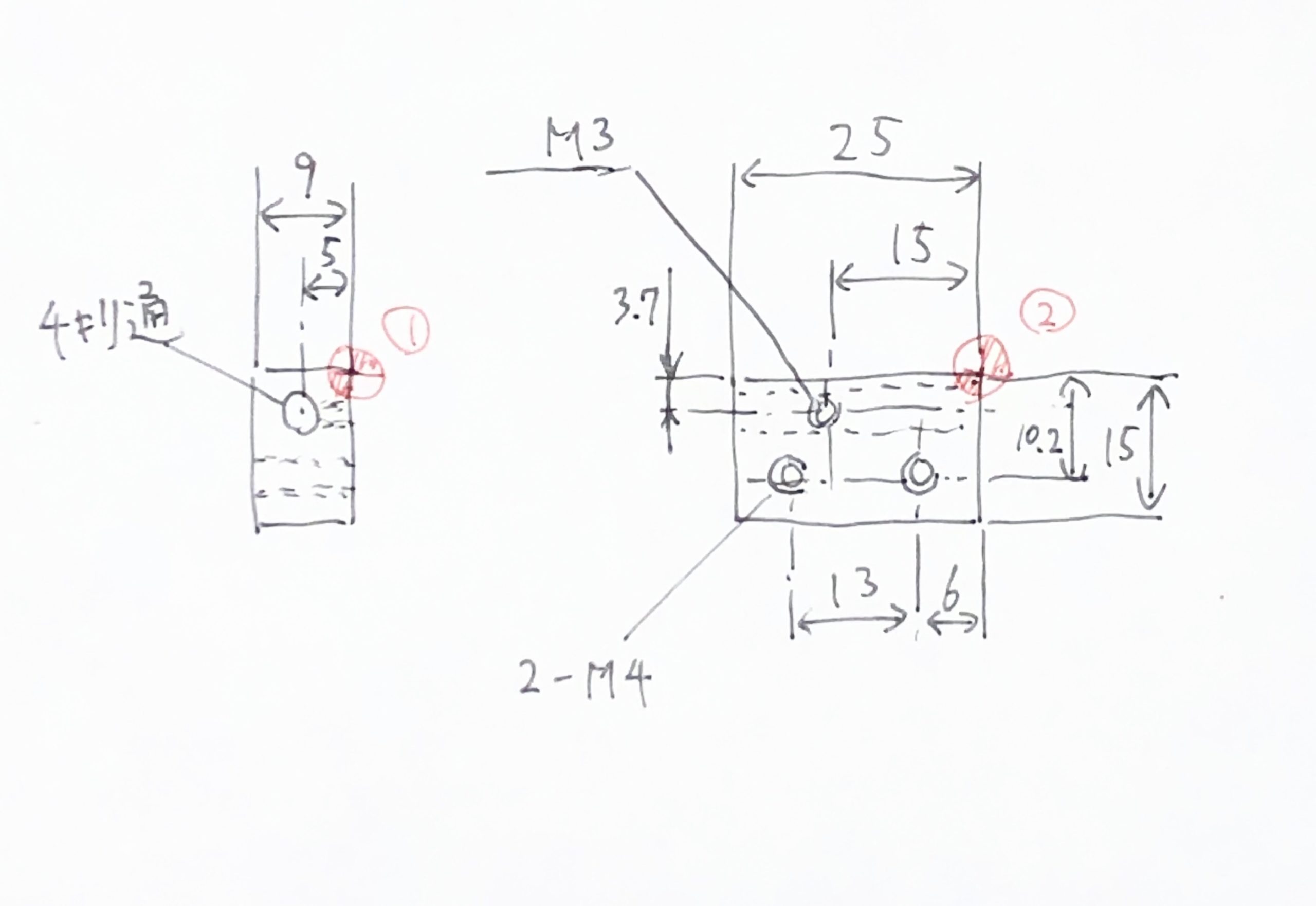
図面
材料
SS400 6F材
加工順序
1工程ですので、順序は考える必要なしです。
使用工具
T1:センタドリル
T17:6.8キリ
T21:M8タップ
T16:10.3キリ
T4:φ10エンドミル荒
T7:φ10エンドミル仕上げ
プログラム
横向きに掴んで、左上に原点をとりたいので、裏側から加工することとして座標をとっていきます。
N1(芯もみ)
G15H2
T1M6
G90G0X0Y0T17
G56H1Z100
S1900M3
M8
NCYL G81Z-1.5R2F60
CALL O1
CALL O2
CALL O3
M9
G0Z100M5
N2(φ6.8穴あけ)
T17M6
G90G0X0Y0T21
G56H17Z100
S1000M3
M8
NCYL G73Z-13R2F100
CALL O1
M9
G0Z100M5
N3(M8タップ)
T21M6
G90G0X0Y0T16
G56H21Z100
S200M3
M8
NCYL G84Z-10R2P1F250
CALL O1
M9
G0Z100M5
N4(φ10.3キリ穴あけ)
T16M6
G90G0X0Y0T4
G56H16Z100
S1000M3
M8
NCYL G73Z-13R2F100
CALL O2
CALL O3
M9
G0Z100M5
N5(荒用φ10エンドミルでφ40.5穴と幅16長穴の荒加工)
T4M6
G90G0X69.5-20.25+6Y-50T7
G56H4Z100
S1000M3
M8
G0Z2
G1Z-12F1
G42G1X-69.5-20.25D4F2
G2I20.25
G40G1X69.5-20.25+6
G0Z2
X142-8+6Y-50
G1Z-12F1
G42G1X142-8D4F2
G2X142Y-50+8R8
G1X142+5
G2X147Y-50-8R8
G1X142
G2X142-8Y-50R8
G40G1X142-8+6
M9
G0Z100M5
N6(仕上げ用φ10エンドミルでφ40.5穴と幅16長穴の仕上げ加工)
T7M6
G90G0X69.5-20.25+6Y-50T1
G56H7Z100
S1000M3
M8
G0Z2
G1Z-12F1
G42G1X-69.5-20.25D7F3
G2I20.25
G40G1X69.5-20.25+6
G0Z2
X142-8+6Y-50
G1Z-12F1
G42G1X142-8D7F3
G2X142Y-50+8R8
G1X142+5
G2X147Y-50-8R8
G1X142
G2X142-8Y-50R8
G40G1X142-8+6
M9
G0Z100M5
Y155
M2
O1
X9Y-11
X105
Y-89
X9
RTS
O2
X69.5-20.25+6Y-50
RTS
O3
X142-8+6Y-50
RTS
ポイント
今回はφ40.5穴と幅16長穴をφ10エンドミルを使ってまわることで削っています。
少し長めのプログラムになっており見にくいと思うので、どんなプログラムを作っているかを説明します。
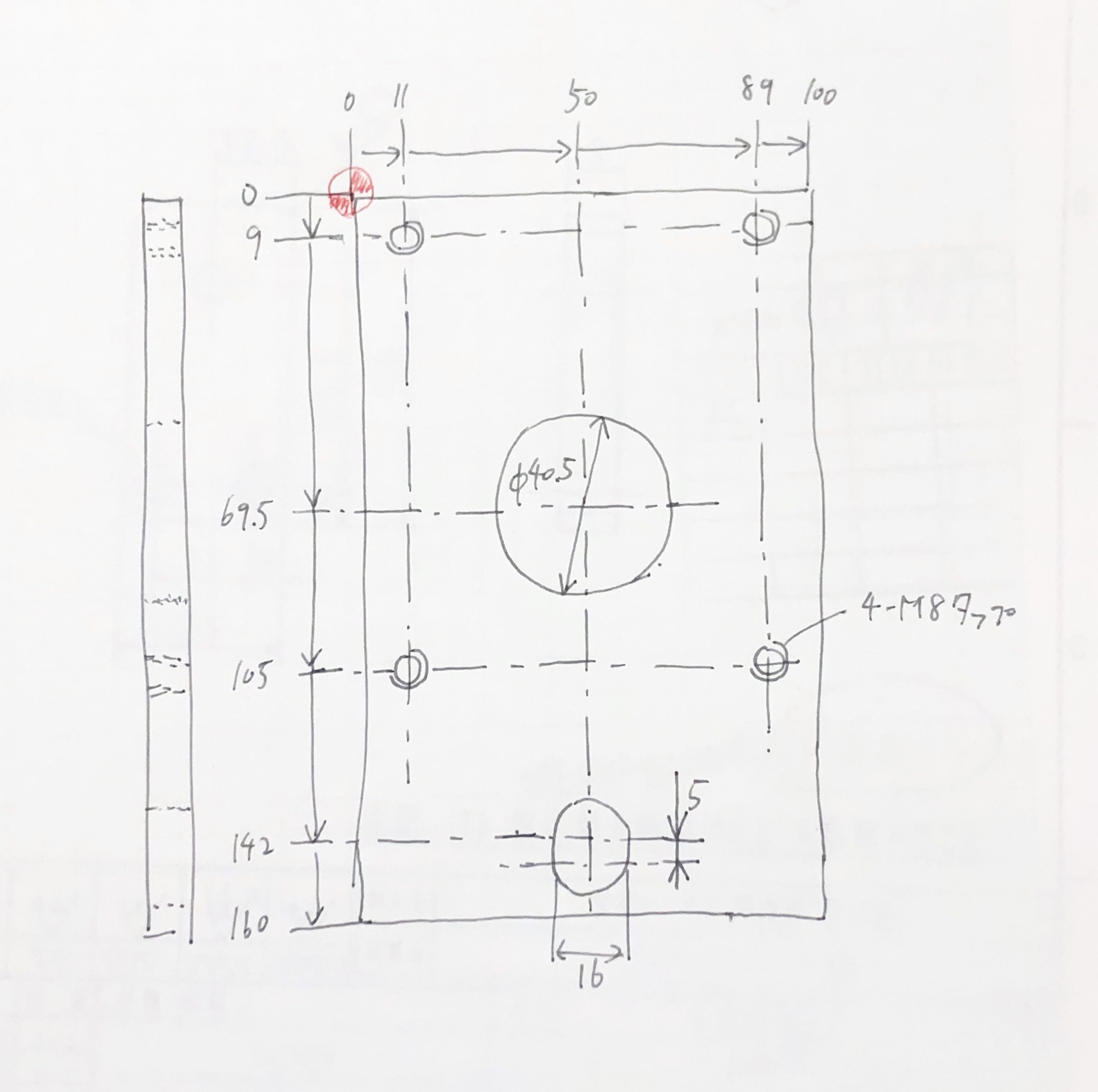
まずは穴をX69.5-20.25+6の位置にあけています。
これは画像で言うところの左側の円の、赤点で示した位置です。この位置に穴をあけることで、取り代を1mmとって円弧を描き始めることができます。
その左側の赤点からD補正をかけてI指令を使ってφ40.5を描いてD補正を解除、その後右側の長穴の赤点部に移動してまたD補正をかけ、16mmの長穴を描いてからD補正を解除しています。
工具径補正に関して、D4の荒加工ではφ10のエンドミルでD値を5.5に設定しており、D7の仕上げ加工では5.0に設定しています。これによって、同じプログラムでも荒で0.5残して削り、仕上げの工程で仕上げることができます。
この穴は公差穴でないためI指令を使って円を描きましたが、公差穴の場合はG336の真円サイクルを使うようにしましょう。
真円サイクルについてはこちらの記事で解説しています↓


コメント