

こちらの記事の続きで練習をしていきます。




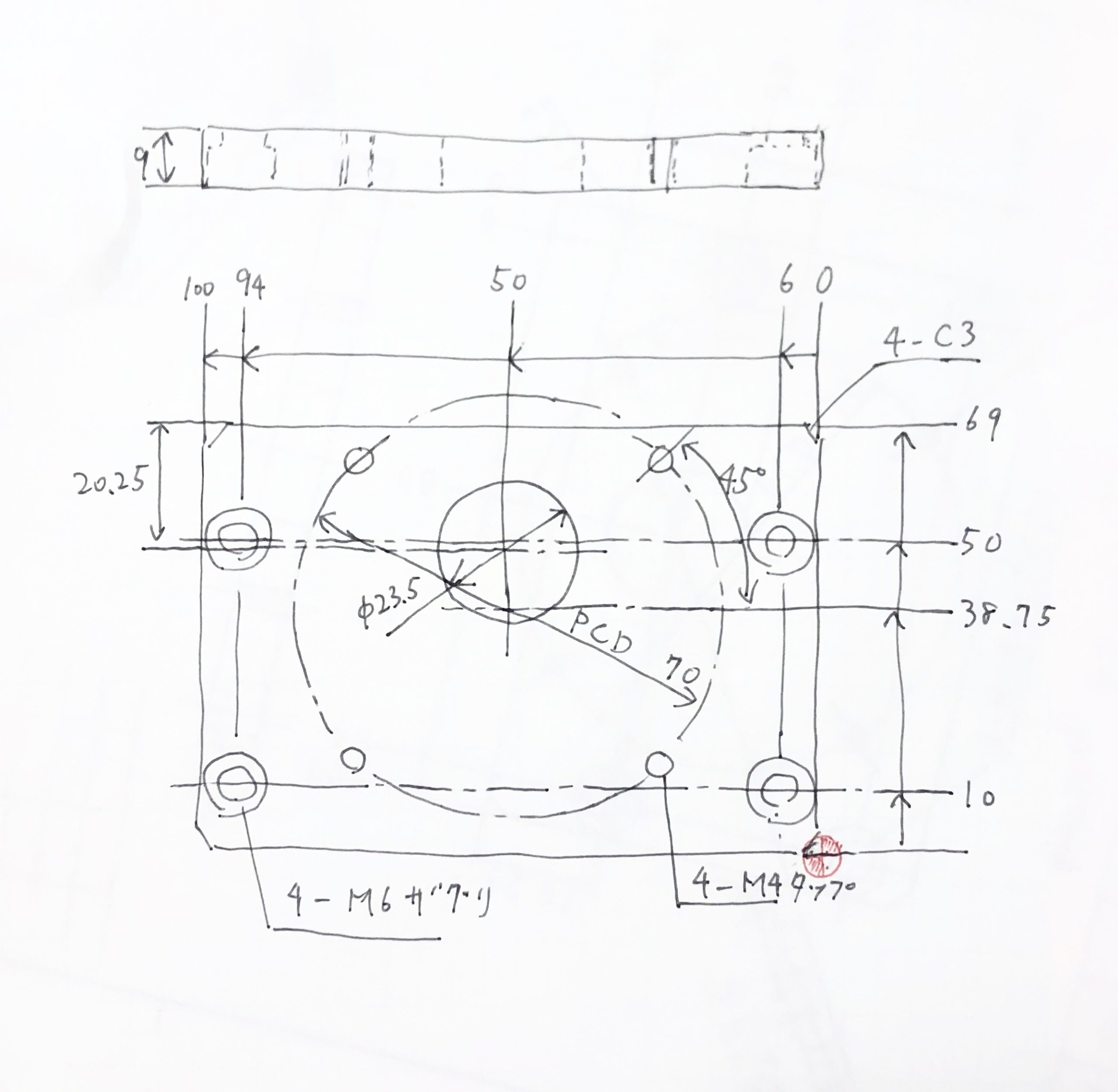
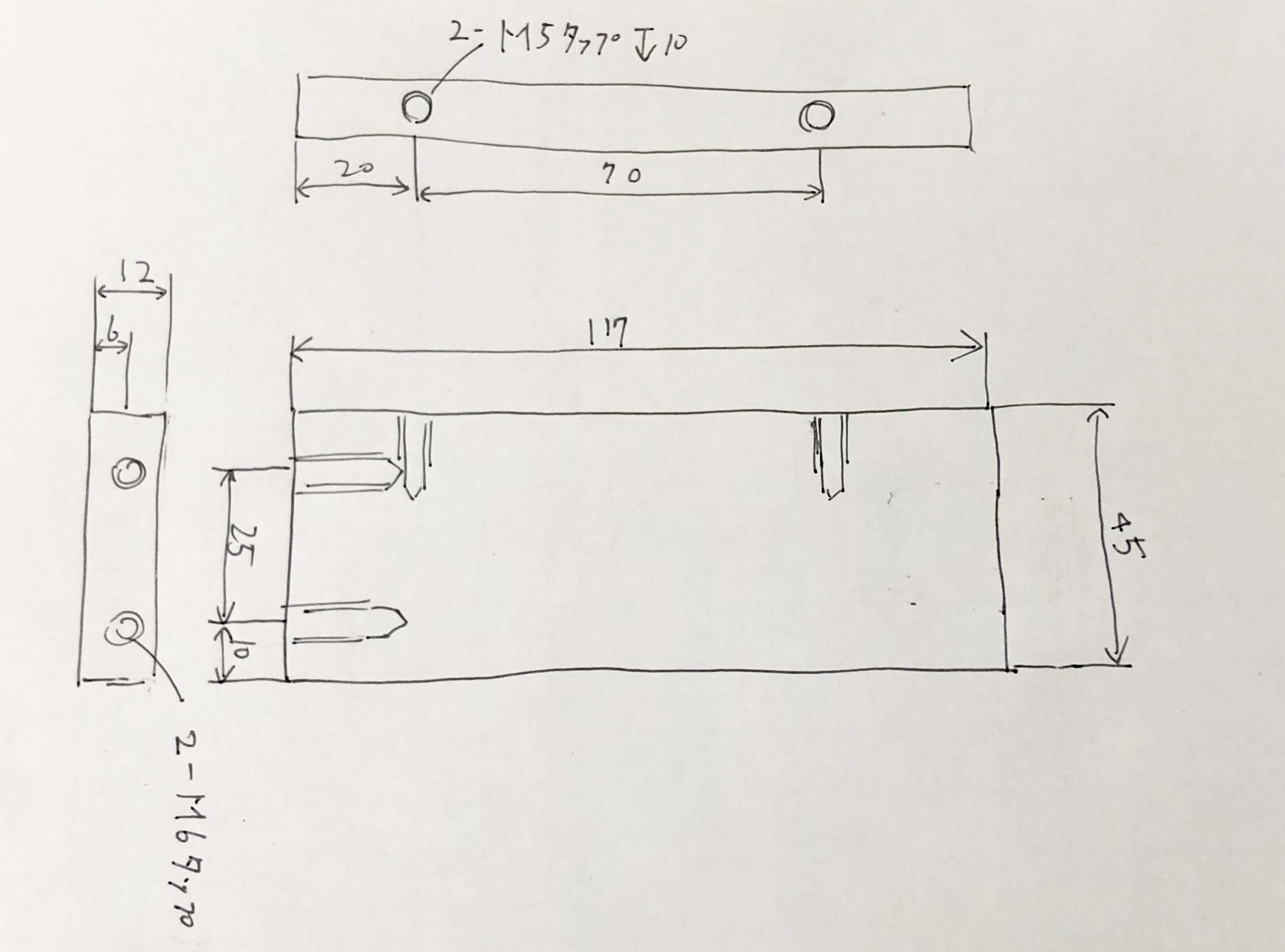
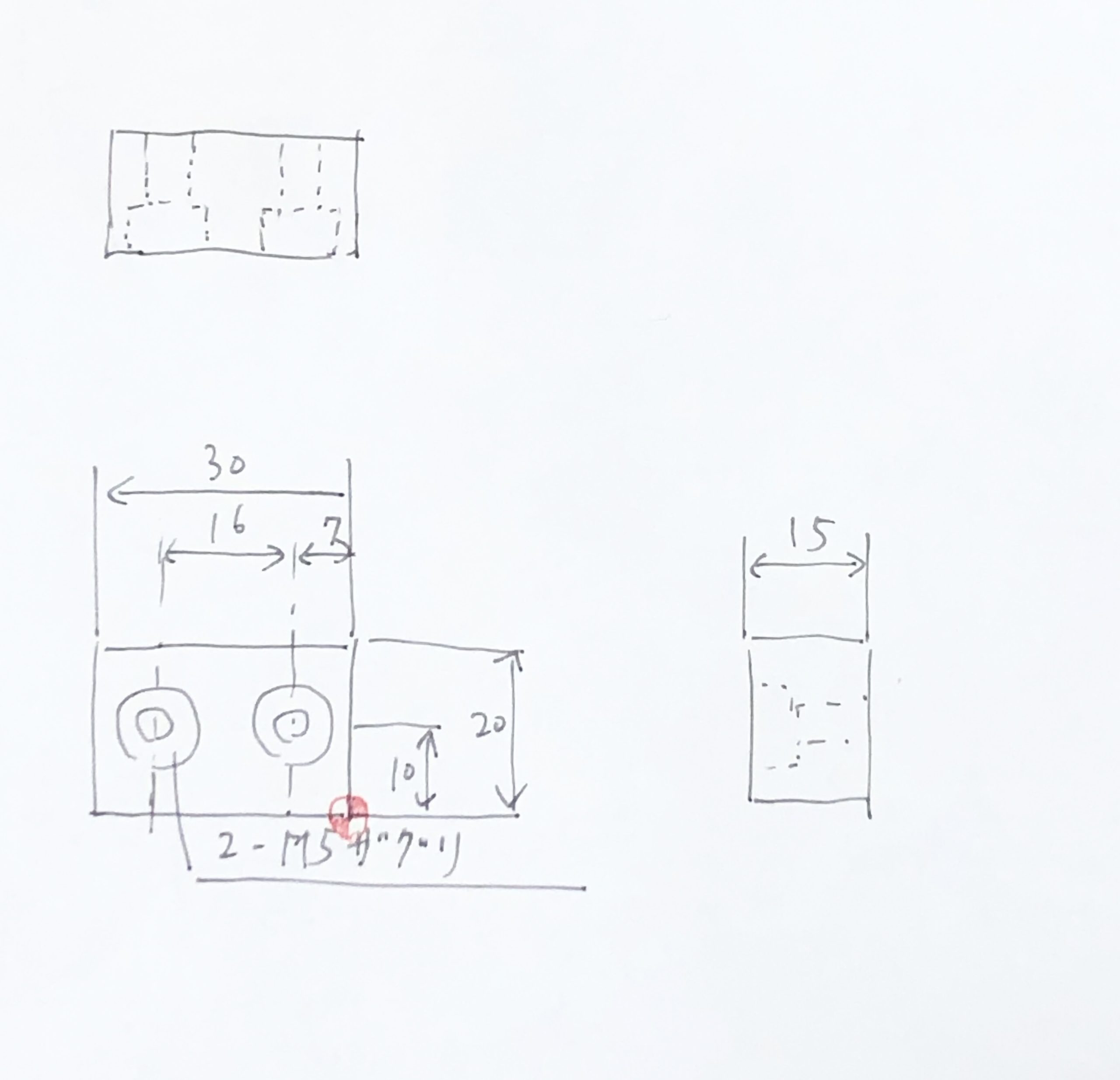
図面
使用工具
T23 6.5キリ
T11 φ11エンドミル
T9 3.4キリ
T15 M4タップ
T16 10.3キリ
T4 φ10エンドミル荒
T7 φ10エンドミル仕上げ
材料
SS400 6F
加工順序
6F材ですので、1工程で仕上げます。
プログラム
原点は赤丸のところでとります。原点を上側に持っていくために図面はひっくり返した状態で座標を考えてプログラムを作っています。
N1(芯もみ)
G15H2
T1M6
G90G0X0Y0T23
G56H1Z100
S2000M3
M8
NCYL G81Z-1.5R2F60
CALL O1
CALL O2
CALL O3
M9
G0Z100M5
N2(6.5キリ穴あけ)
T23M6
G90G0X0Y0T11
G56H23Z100
S1000M3
M8
NCYL G73Z-13R2Q1F100
CALL O1
M9
G0Z100M5
N3(φ11エンドミルでザグリ)
T11M6
G90G0X0Y0T9
G56H11Z100
S1000M3
M8
NCYL G73Z-6.5R2Q0.5F50
CALL O1
M9
G0Z100M5
N4(3.4キリ穴あけ)
T9M6
G90G0X0Y0T15
G56H9Z100
S1200M3
M8
NCYL G73Z-13R2Q1F100
CALL O2
M9
G0Z100M5
N5(M4タップ)
T15M6
G90G0X0Y0T16
G56H15Z100
S200M3
M8
NCYL G84Z-10R5P0.5F140
CALL O2
M9
G0Z100M5
N6(10.3キリ穴あけ)
T16M6
G90G0X0Y0T4
G56H16Z100
S1000M3
M8
NCYL G73Z-13R2Q1F100
CALL O3
M9
G0Z100M5
N7(φ10エンドミルでφ23.5穴の荒加工)
T4M6
G90G0X50-11.75+1(とりしろ)+5(エンドミルの径)Y-48.75T7
G56H4Z100
S1000M3
M8
G0Z2
G1Z-12F1
G42 G1X50-11.75D4F2
G2 I11.75
G40 G1X50-11.75+1(とりしろ)+5(エンドミルの径)
M9
G0Z100M5
N8(φ10エンドミルでφ23.5穴の仕上げ加工)
T7M6
G90G0X50-11.75+1(とりしろ)+5(エンドミルの径)Y-48.75T1
G56H7Z100
S1000M3
M8
G0Z2
G1Z-12F1
G42 G1X50-11.75D7F3
G2 I11.75
G40 G1X50-11.75+1(とりしろ)+5(エンドミルの径)
M9
G0Z100M5
Y155
M2
O1(M6ザグリ)
X6Y-10
X94
Y-50
X6
RTS
O2(M4タップ)
BHC X50Y-38.75I35J0K4
RTS
O3(φ23.5の下穴)
X50-11.75+1(とりしろ)+5(エンドミルの径)Y-48.75
RTS
ポイント
I指令
φ10のエンドミル加工で使った
G2 I11.75
の解説です。
G2は覚えていますか?

こちらの記事で解説した円弧補間です。
円弧補間は、G2X70Y-20R10のように、座標と、描いてほしい半径をRをつけて指示することを説明しましたね。
しかし、これは円の一部だけを描く場合です。今回のように、円を一周する場合はI指令を使います。
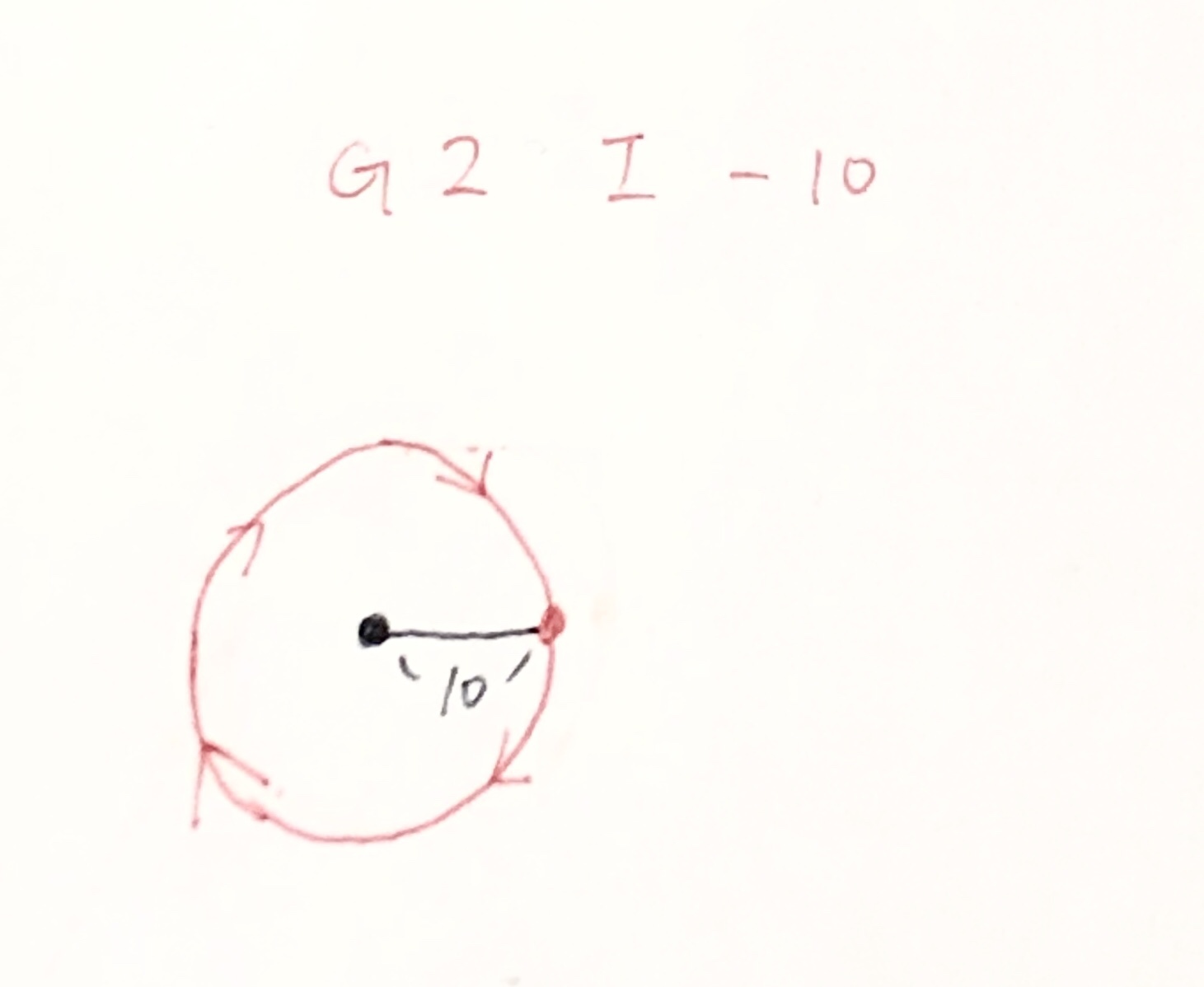
具体的にはG2I○というふうに指示します。
Iの値は、円中心Xのインクリメンタル値。
噛み砕いて言うと、現在の点のX座標を0としたときの円の中心のX座標です。
つまりIのプラスマイナスで、描く円がどちら側か決まることになります。図で表すと下のとおりです。
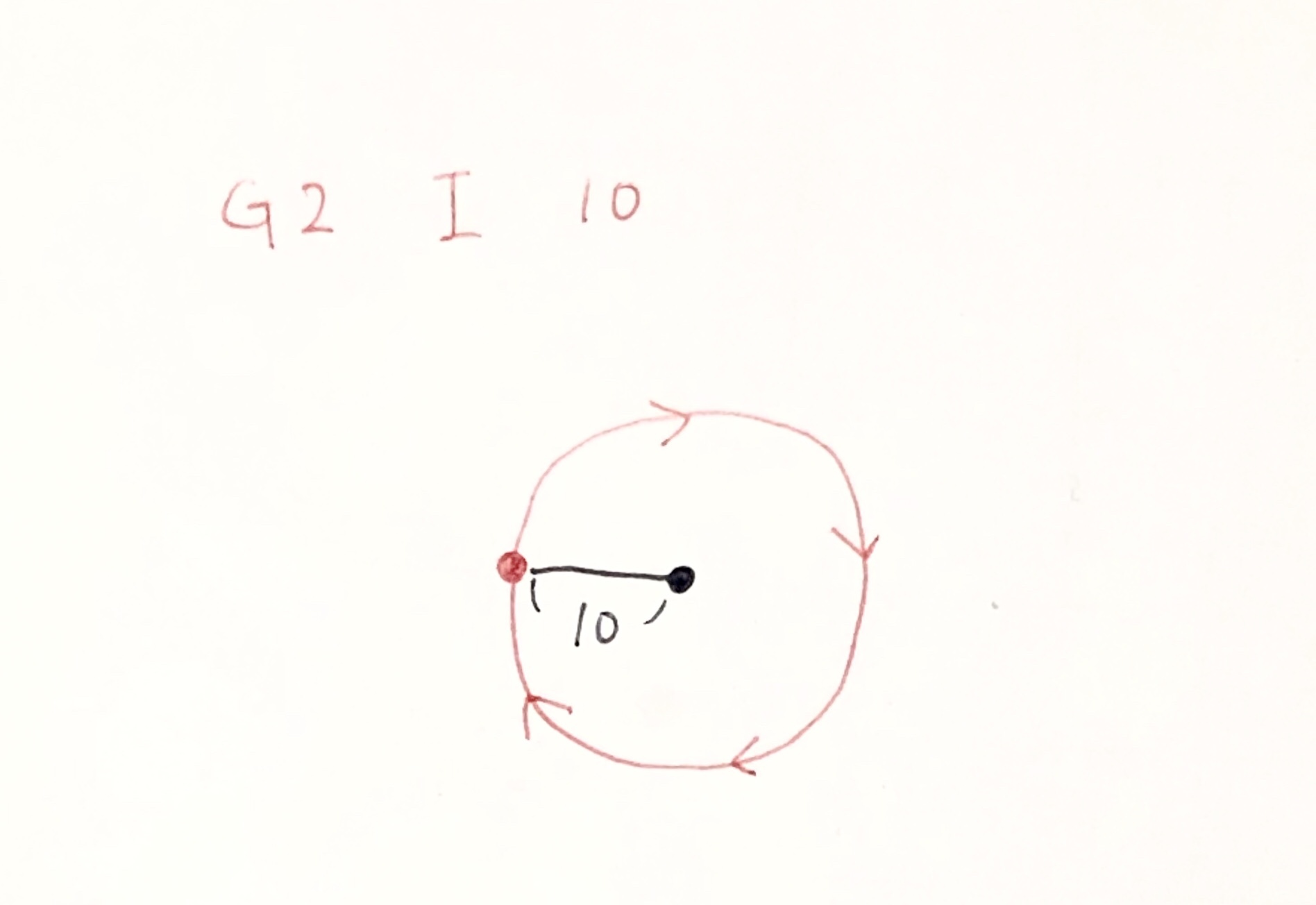
ちなみに今回作ったプログラムの場合は、もともとのX座標はX50-11.75なので、描きたい円の半径が11.75であることからIは11.75になります。
BHC
サブプログラムの中に下のようなプログラムを使いました。
BHC X50Y-38.75I35J0K4
これはBHC(ボルトホールサークル)というオークマOSP独自の機能の一つです。
これで図面のような円周上のM4タップのような図面指示でも座標を計算せずに簡単に座標を指定することができます。
BHC X_Y_I_J_K_
- X:円中心の水平軸座標値
- Y:円中心の垂直軸座標値
- I:円の半径
- J:始角
- K:個数
このようになります。
例えばJ(始角)20、K(個数)4とすると、X軸から20°のところからはじめて4等配で座標を指示することになります。
とても便利なのでおすすめです!
コメント
開始角ってJ0なんですか?
J45じゃないんですか?
お読みくださりありがとうございます。
X軸の平行線を基準に45度傾いたところが始角になりますので、今回の場合はJ45になります。
ご参考になれば幸いです。